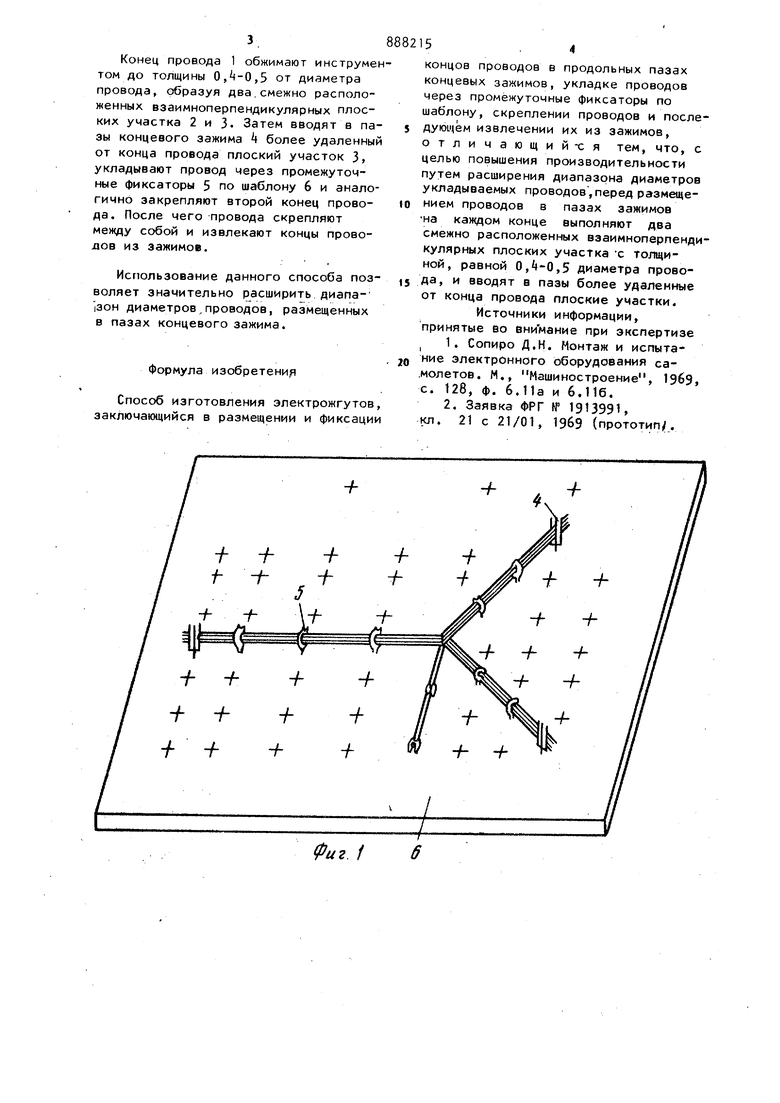
Изобретение относится к области электротехники. Известен способ изготовления эле рожгутов, заключающийся в фиксирова концов проводов путем накручивания на штыри или закрепления в прижимах и проводке по трассе жгута по шаблону через промежуточные фиксаторы D . Недостатком этого способа являет ненадежность крепления и ограниченный диапазон закрепляемых проводов. Из известных способов изготовлен электрожгутов наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ, заключающийся в том, что концы проводов размещают и фиксируют в продольных пазах концевых зажимов, укладывают через промежуточные фиксаторы по тр се жгута на шаблоне, скрепляют провода с последующим извлечением их и зажимов 21. Недостатком данного способа является ограниченный диапазон диаметров укладываемых проводов, что снижает производительность, Целью изобретения является повышение производительности путем расширения диапазона диаметров укладываемых проводов. Цель достигается тем, что перед размещением проводов в пазах зажима на каждом конце выполняют два смежно расположенных взаимноперпендикулярных плоских участка с толщиной, равной 0,4-0,5 диаметра провода, и вводят в пазы более удаленные от конца провода плоские участки. На фиг. 1 изображен шаблон, общий вид-, на фиг. 2 - провод с обжатыми концевыми участками; на фиг. 3 вид А на фиг. 2, на фиг. tt - провода, закрепленные в концевом зажиме на фиг. 5 - сечение Б-Б на фиг. . Изготовление электрожгутов осуществляется следующим образом.
Конец провода 1 обжимают инструментом до толщины 0,-0,5 от диаметра провода, образуя два.смежно расположенных взаимноперпендикулярных плоских участка 2 и 3. Затем вводят в пазы концевого зажима k более удаленный от конца провода плоский участок 3, укладывают провод через промежуточные фиксаторы 5 по шаблону 6 и аналогично закрепляют второй конец провода. После чего провода скрепляют между собой и извлекают концы проволов из зажимов.
Использование данного способа позволяет значительно расширить, диапа|3он диаметров проводов, размещенных в пазах концевого зажима.
Формула изобретения
Способ изготовления электрожгутов, заключающийся в размещении и фиксации
иг. f
концов проводов в продольных пазах концевых зажимов, укладке проводов через промежуточные фиксаторы по шаблону, скреплении проводов и последующем извлечении их из зажимов, отличающий-ся тем, что, с целью повышения производительности путем расширения диапазона диаметров укладываемых проводов,перед размещением проводов в пазах зажимов на каждом конце выполняют два смежно расположенных взаимноперпендикулярных плоских участка -с толщиной, равной 0,4-0,5 диаметра провода, и вводят в пазы более удаленные от конца провода плоские участки.
Источники информации, принятые во внимание при экспертизе I 1. Сопиро Д.Н. Монтаж и испытание электронного оборудования са.молетов. М., Машиностроение, 19б9, с. t28, ф. 6.11а и 6.116.
2. Заявка ФРГ № 191399Ь кл. 21 с 21/01, 1969 (прототип/.
-/-f
-/-/- -f
I
4
g
(put. 2
j MJ
u.t.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1977 |
|
SU680063A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1304084A1 |
| Способ изготовления жгутов проводов | 1985 |
|
SU1339662A1 |
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1541800A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1302332A1 |
| Шаблон для раскладки проводов в жгут | 1989 |
|
SU1647940A1 |
| Шаблон для раскладки проводов в жгут | 1989 |
|
SU1699034A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1302331A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1739533A1 |
игЛ
ipuz.S
