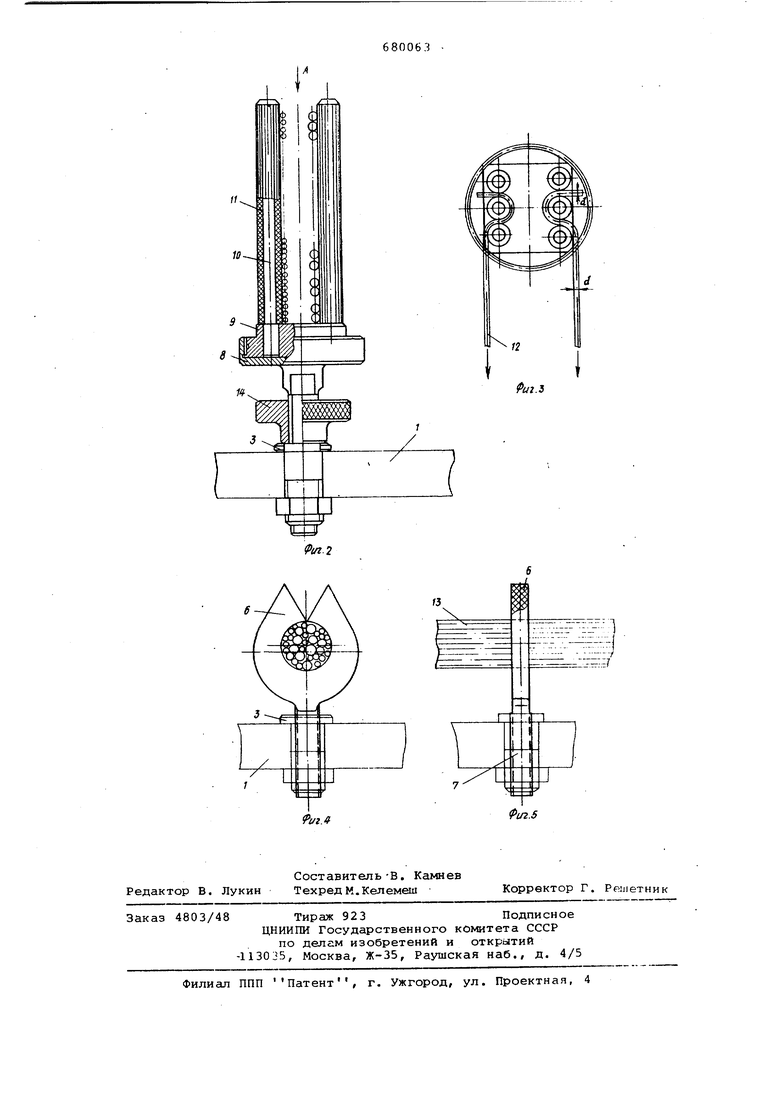
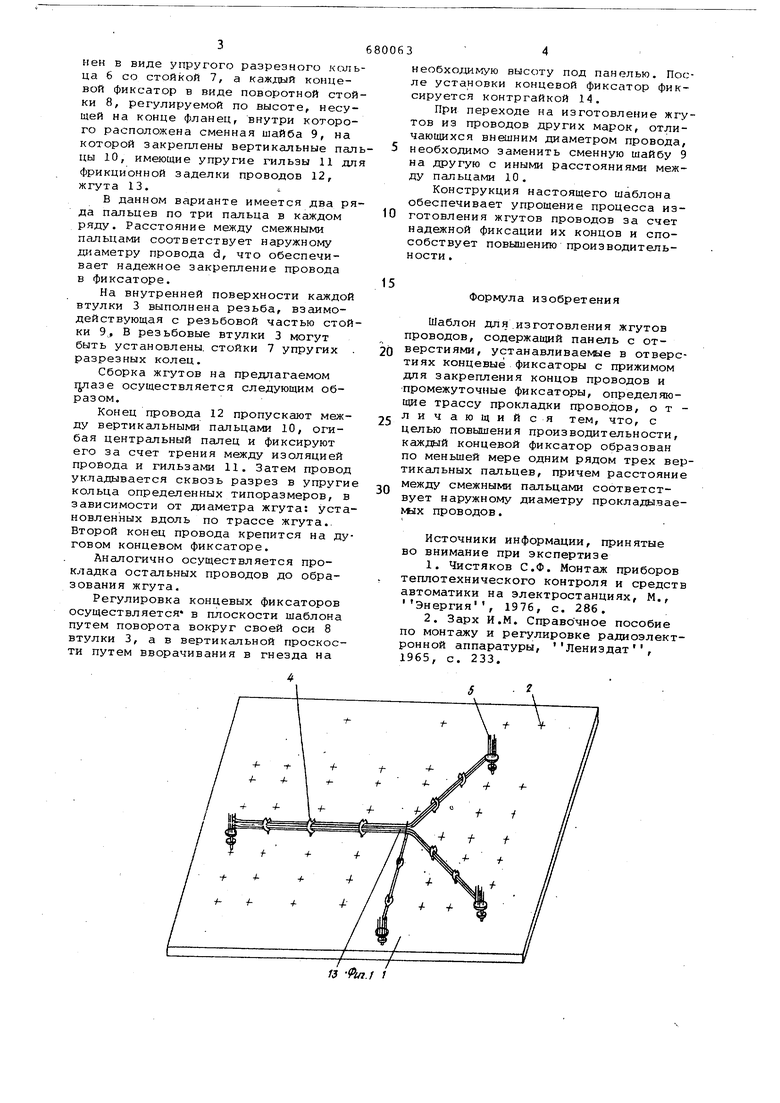
Изобретение относится к области электротехники, а конкретно к шаблону для изготовления жгутов проводов. Известен шаблон изготовления жгу тов проводов, содержащий панель с отверстиями, устанавливаемые в отверстиях фиксаторы концов проводов и фиксаторы,определяющие трассу про кладки проводов, выполненные в виде выступающих над панелью шпилек, при чем фиксация концов проводов осуществляется накручиванием этих концов на шпильки 1. Недостатком такого шаблона являе ся низкая производительность и боль шое число отходов проводов. Известен также шаблон для изготовления жгутов проводов, в котором фиксаторы концов проводов выполнены с кнопочными прижимами 2, Это спо собствует уменьшению отходов проводов, однако, концы проводов закрепляются в таких фиксаторах недостаточно надежно, в связи с чем в процессе изготовления жгута отдельные концы проводов выдергиваются из фик саторов и ПРИХО.ЦИТСЯ их си(5ва закреплять, что сказывается на снижении производительности. Целью изобретения является повышение производительности при изготовлении жгутов проводов на шаблоне. Поставленная цель достигается тем, что в известном шаблоне для изготовления жгутов проводов, содержащем панель с отверстиями, устанавливаемле в отверстиях концевые фиксаторы с прижимами для закрепления концов проводов и промежуточные фиксаторы, определяющие трассу прокладки проводов, каждый концевой фиксатор образован по меньшей мере одним рядом трех вертикальных пальцев, причем расстояние между смежными пальцами соответствует наружному диаметру прокладывае(«х проводов. На фиг. 1 изображен шаблон, общий вид; на фиг. 2 - концевой фиксатор; на 4«г. 3 - то же, вид сверху, на фиг. 4 - промежуточный фиксатор, вид спереди; на г. 5 - то же, вид сбоку. Шаблон содержит панель 1 с отверсгиями 2 (показаны центры отверстий), в которых установлены втулки 3 для крепления промежуточных фиксаторов 4 и концевых фиксаторов 5. Каждый промежуточный фиксатор выполпен Е виде упругого разрезного кс-шьца 6 со стойкой 7, а каждый концевой фиксатор в виде поворотной стойки 8, регулируемой по высоте, несущей на конце фланец, внутри которого расположена сменная шайба 9, на которой закреплены вертикальные пальцы 10, имеющие упругие гильзы 11 для фрикционной заделки проводов 12, жгута 13.
В данном варианте имеется два ряда пальцев по три пальца в каждом ряду. Расстояние между смежными пальцами соответствует наружному диаметру провода d, что обеспечивает надежное закрепление провода в фиксаторе.
На внутренней поверхности каждой втулки 3 выполнена резьба, взаимодействующая с резьбовой частью стойки 9, В резьбовые втулки 3 могут быть установлены, стойки 7 упругих разрезных колец.
Сборка жгутов на предлагаемом цлазе осуществляется следующим образом.
Конец провода 12 пропускают между вертикальными пальцами 10, огибая центральный палец и фиксируют его за счет трения между изоляцией пройода и гильзами 11. Затем провод укладывается сквозь разрез в упругие кольца определенных типоразмеров, в зависимости от диаметра жгута: установленных вдоль по трассе жгута.. Второй конец провода крепится на дуговом концевом фиксаторе.
Аналогично осуществляется прокладка остальных проводов до образования жгута.
Регулировка концевых фиксаторов осуществляется в плоскости шаблона путем поворота вокруг своей оси 8 втулки 3, а в вертикальной проскости путем вворачивания в гнезда на
необхо/дамую высоту под панелью. После установки концевой фиксатор фиксируется контргайкой 14.
При переходе на изготовление жгутов из проводов других марок, отличающихся внешним диаметром провода, необходимо заменить сменную шайбу 9 на другую с иными расстояниями между пальцами 10 .
Конструкция настоящего шаблона обеспечивает упрощение процесса изготовления жгутов проводов за счет надежной фиксации их концов и способствует повышению производительности .
Формула изобретения
Шаблон для .изготовления жгутов проводов, содержащий панель с от0 верстиями, устанавливаемые в отверстиях концевые фиксаторы с прижимом для закрепления концов проводов и промежуточные фиксаторы, определяющие трассу прокладки проводов, отличающийся тем, что, с целью повышения производительности, каждый концевой фиксатор образован по меньшей мере одним рядом трех вертикальных пальцев, причем расстояние между смежными пальцами соответствует наружному диаметру прокладываеNtjx проводов.
Источники информации, принятые во внимание при экспертизе
1.Чистяков С.Ф. Монтаж приборов теплотехнического контроля и средств автоматики на электростанциях, М., Энергия, 1976, с. 286,
2.Зарх И.М. Справочное пособие по монтажу и регулировке радиоэлектронной аппаратуры, Лениздат, 1965, с. 233.
/J -ЙЛ./ 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1302332A1 |
| Шаблон для раскладки проводов в жгут | 1987 |
|
SU1541800A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1739533A1 |
| Способ изготовления электрожгутов | 1978 |
|
SU888215A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1302331A1 |
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1304084A1 |