00 9)
00
1
Изобретение относится к обработке металлов давлением, а именно к куз- .нечно-штамповочному производству, и может найти применение в машиностроительной и металлургической отраслях промышленности при штамповке поковок с изогнутой осью.
Цель изобретения - повышение качества получаемых поковок и снижение расхода металла.
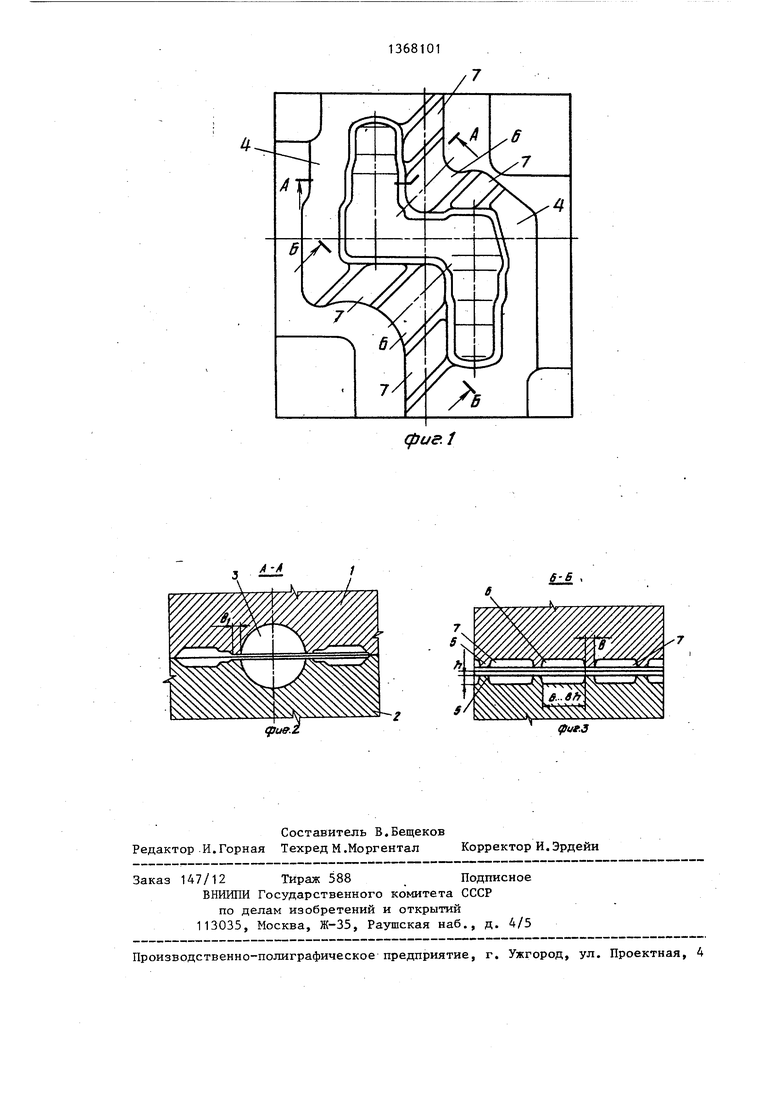
На фиг. 1 представлена половина предлагаемого штампа, вид в планеj на фиг. 2 - разрез А-А на фиг. 1j на фиг. 3 - разрез В-В на фиг. 1.
Штамп для объемной штамповки поковок состоит из верхней 1 и нижней 2 половин, окончательного ручья 3 с заусенечной канавкой 4 (фиг. 1), в которой расположены выступы 5 (фиг.З один над другим и параллельно биссектрисе угла, образованного изогнутым участком поковки. Выступы 5 разделяют заусенечную канавку 4 на несколько изолированных участков (по- лостей) 6 и 7 (фиг. 1). Каждый выступ 5 выполнен шириной 1,0-1,5 ширины облойного мостика Ь, (фиг. 2).
При ширине выступа менее ширины облойного мостика Ь заметно повьш1а- ется износ выступа и уменьшается эффект изменения направления истечения металла в облой, а при выполнении ширины выступа более 1,5 Ъ возрастает сопротивление истечению металла, и. каждый из выступов 5 служит препят- ствием выходу избытка металла, что приводит к увеличению-усилия штамповки или к возможной недоштамповке, т.е. к повьшению высоты поковки.
Расстояние между выступами составляет 6-8 высоты заусенечной канавки h (фиг. 3). При расстоянии менее 6 h увеличивается число выступов 5, что также приводит к увеличению усилия штамповки без улучшения изменения истечения металла в заусенечной канавке, а при расстоянии между выступами более 8 h резко снижается эффект изменения направления истечения металла в заусенечной канавке на внутренних участках изгиба детали.
Высота выступов равна высоте заусенечной канавки. Это объясняется
г
Q 5
Q
0
5
012
тем, что при меньшем значении высоты выступов снижается сопротивление изменению направления истечения металла на участках поковки с внутренним изгибом, а при высоте большей, чем высота заусенечной канавки, наблюдается их быстрый износ.
Штамп работает следующим образом.
При деформации металла в штампе, при смыкании верхней 1 и нижней 2 половин штампа и частичном заполнении окончательного ручья 3 металл начинает поступать в заусенечную канавку, а на участках изгиба поковки - в полости 6 и 7 (фиг. 1). Металл-, вытекающий в облой в полостях 7, изменяет истечение в радиальном направлении и начинает перемещаться вдоль выступов 5 (фиг. 3), ограничивающих полости 7. Выступы 5, расположенные один над другим в верхней и нижней половинах штампа с образованием изолированных полостей, оказывают эффективное торможение течению металла из полости 7 в полость 6. При этом в последнюю свободно вытекает избыточный металл только с участка поковки, прилегающего к этой полости. Отсутствие подпирающего действия облоя с участков поковки, прилегающих к полостям 7j на полость. 6 полностью устраняет образование зажима на поверхности поковки.
Формула изобретен и, я
Штамп для объемн ой штамповки поковок преимущественно с изогнутой осью, coдepжaш й верхнюю и нижнюю половины с гравюрами, образующими ручей с заусенечной канавкой и облойным мостиком, отличающи йся тем, что, с целью повьш1ения качества изделий и снижения расхода металла, поверхность заусенечной канавки в зоне изгиба ручья выполнена с выступами, распололсенными параллельно биссектрисе угла изгиба, высота выступов равна высоте заусенечной канавки, их ширина составляет 1,0-1,5 ширины об- лойного мостика, а расстояние между выступами - 6-8 высоты заусенечной канавки.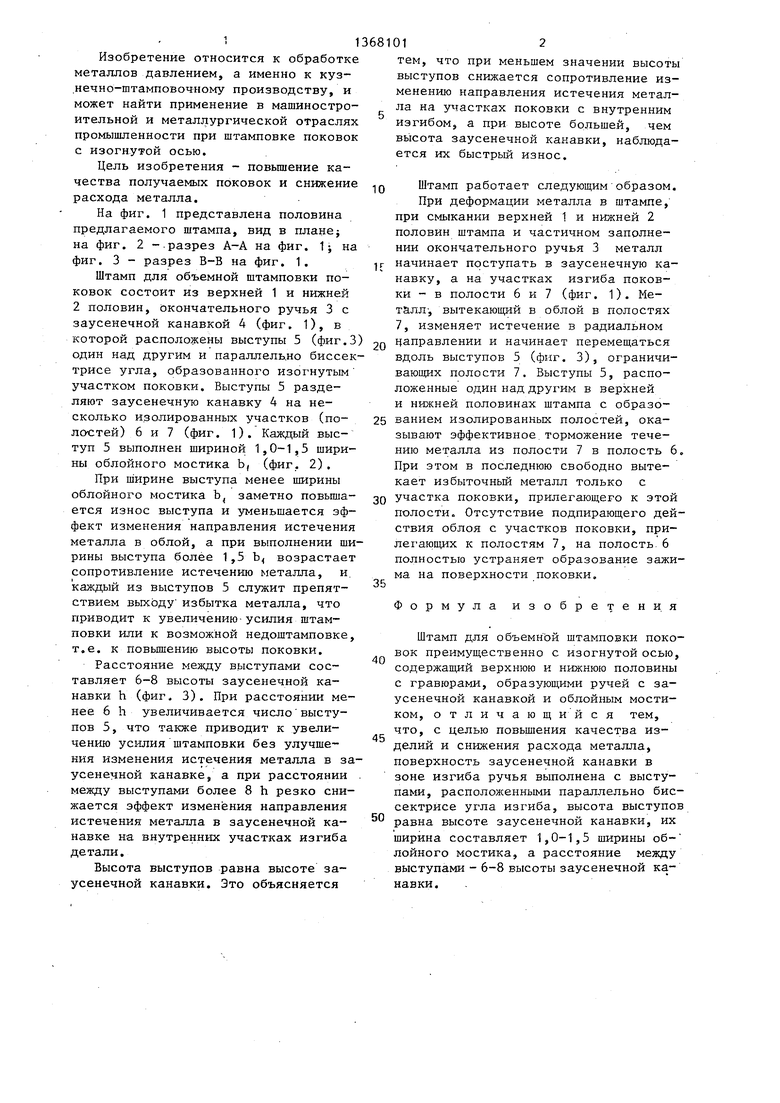
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки поковок с переменным сечением | 1991 |
|
SU1766567A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для объемной штамповки | 1980 |
|
SU889259A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
Изобретение относится к обработке металлов давлением, в частности к получению поковок с изогнутой осью. Целью изобретения является повьшение качества получаемых поковок и снижение расхода металла. Для достижения цели поверхность заусенечной канавки в зоне изгиба ручья выполняют с выступами, расположенньши параллельно биссектрисе угла изгиба ручья. Высота выступов равна высоте заусенечной канавки, их ширина составляет 1,0-1,5 ширины облойного мостика, а расстояние между выступами - 6-8 высот заусенечной канавки. При штамповке металл в зоне изгиба ручья испытывает торможение со стороны выступов заусенечной канавки, что улучшает оформление геометрии поковки. 3 ил.
А-А
фиг.1
(риг.З
| СОСТАВНАЯ РАМА ПОВОРОТНОГО КРУГА ИЛИ ПЕРЕДВИЖНОЙ ТЕЛЕЖКИ | 1924 |
|
SU948A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
