Изобретение относится к неразрушающему контролю материалов и изделий и может быть использовано для непрерьш- ного автоматического контроля сварных соединений труб. Известны рентгенотелевизйонные уст ройства, состоящие из рентгенвидикона, телевизионного приемника, блока анализа параметров дефектов и регистрирующего прибора, предназначенные для контроля сварных соединений. Принпип работы рёнтгенотелевизионного устройства состоит в следующем. Ионизирующее излучение проходит сквозь контролируемый объект, и регистрируется ре генотелевизионным детектором, например рентген-видиконом, обрабатьтается блоком анализа параметров дефектов, визуализируется на телевизионном приемнике и регистрируется с помощью регистрирующего прибора, например самоп ца. Изменению толщины или плотности контролируемого объекта соответствует изменение мощности дозы излучения. прошедшего через данный участок объекта, В соответствии с локальным изменением мощности дозы излучения рент- генотелевизионный детектор вырабатывает сигнал, который после анализа фиксируется регистрирующим прибром и оценивается на экране телевизионного приемника. Амплитуда зарегистрированного сигнала пропорциональна объему дефекта, что-позволяет производить автоматическую .отбршковку контролируемых изделий, содержащих недопустимые дефекты l3 . Недостаток таких рентгено-телевизионных установок состоит в низкой достоверности контроля. Данный недостаток обусловлен тем, что оценка дефекта производится по экрану оператором, что снижает точность контроля. Наиболее близким по технической сущности к изобретению является рен- генотелевиаионное, устройство контроля качества сварки, содержащее источник ионизирующего излучения, рентге-
нотелевиаионное устройство,, механизм для перемещения изделия, регистрирующее устройство 2 .
Применение этого устройства позволяет повысить точность выделения мелкоструктурных объектов сварки, но не всегда оказывается эффективным, так как флуктуации выходного сигнала приводят к ошибочным решениям и пропуску дефектов при автоматическом конт- роле. Недостаток данного устройства состоит в низкой достоверности результатов контроля сварных соединений.
Целью изобретения является повышение достоверности контроля сварных соединений.
Поставленная цель достигается тем, что в устройство для радиационного контроля сварных соединений, содержащее источник ионизирующего излучения, рентгенотелевизионное устройство, механизм для перемещения изделия, регистрирующее устройство, введены радиометрический детектор, трехканальный блок ана- лиза сигнала радиометрического детектора, выполненный в виде трех схем сравнения и двух элементов И-НЕ, а также аналоговый ключ, причем выход радиометрического детектора подключен параллельно входам трех схем сравнения и первому входу аналогового ключа, а выход первой, схемы сравнения подключен к первому входу первого и второму вх ду второго элементов И-НЕ, выход второй схемы сравнения подключен параллельно к второму входу первого и первому входу второго элементов И-НЕ, выход третьей схемы сравнения подключен к третьему входу второго элемента И-НЕ, выход которого подключен к первому входу регистрирующего устройства и третьему входу первого элемента И-НЕ, выход первого элемента И-НЕ подключен к третьему входу аналогового ключа и входу механизма перемещения изделия, а выход рентгенотелевизионного устройства через второй вход аналогового ключа подключен ко второму входу регистрирующего устройства.
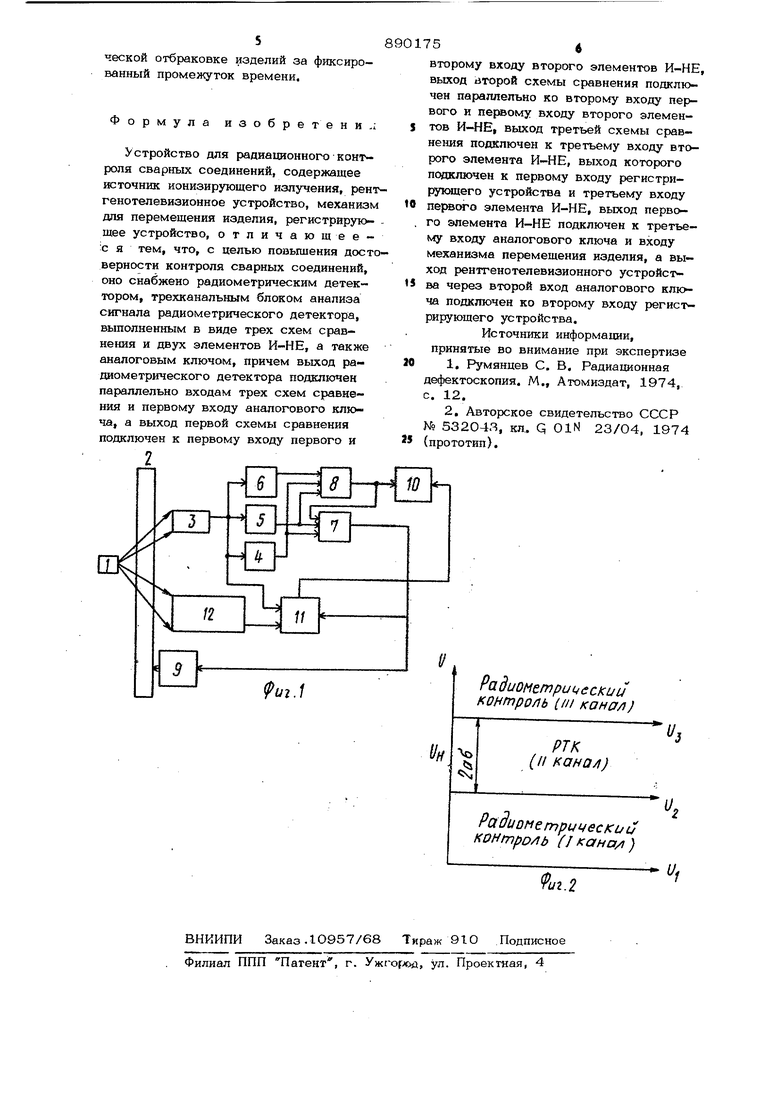
На фиг. 1 дана блок-схема устройства для радиационного контроля сварных соединений; на фиг. 2 - уровни напряжений схем сравнения.
Устройство содержит источник излучения 1, контролируемое изделие 2, радиометрический детектор Я, схемы сравнения 4, 5, 6, логические элементы И-НЕ 7, 8, механизм перемещения 9, устройство регистрации 10, аналоговый
КЛЮЧ 11, рентгенотелевизионное устройство 12.
Принцип работы устройства заключается в следующем.
Радиометрический детектор 3 регистрирует ионизирующее излучение, прошедшее сквозь контролируемое изделие 2 и вырабатьтает сигнал U , который $шляется мерой локальной толщины контролируемого изделия. Затем сшнал U +Q(j с еаданной достоверностью (ил с заданным уровнем качества, выставленным порогами Ui2 л поступает в трехканальный блок оценки сигнала радиометрического детектора и в зависимости от величины амплитуды этого сигнала работает Г7 1 или Щ канал (фиг. 2). Причем оценка сигнала начинается от уровня Ц , который получается при просвечивании бездефектного контролируемого образца (от толщины основного металла). Если сигнал изменяется в зоне и и UQ , осуществляется автоматический радиометрический контроль с заданной достоверностью При этом производится измерение, оценка и регистрация сигнала радиометрического детектора в первом канале регистрирующего устройства. Если сигнал U переходит во второй канал и величина его становится соизмеримой с UH - недопустимым дефектом, т. е. и ± а ( происходит автоматическое изменение скорости контроля (так как скорость радиометрического контроля выше) и включается рентгенотелевизионное устройство, включается световая и/или звуковая сигнализация, осуществляется автрматичёский рентгеногелевизнонный контроль, осуществляется автоматическое измерение сигнала рентгенотелевизионной системы по второму входу регистратора 10, Если величина сигнала выше уровня U , осуществляется автоматический радиометрический контроль, работает Щ канал трехканаяьного блока оценки сигнала, изделие (участок бракуется, происходит регистрация и измерение сигнала по первому каналу регистрирующего прибора 10). В это время автоматически отключена рентгенотелевизион- ная система и автоматически изменена (увеличена) скорость перемещения изделия.
Данное устройство по сравнению с иевестным обладает более высокой достоверностью контроля при автомати-
ческой отбраковке изделий за фиксированный промежуток времени.
Формула изобретение
Устройство для радиационного контроля сварных соединений, содержащее источник ионизирующего излучения, рентгенотелевизионное устройство, механизм для перемещения изделия, регистрируюшее устрюйство, отличающее - :с я тем, что, с целью повьпиения достверности контроля сварных соединений, оно снабжено радиометрическим детектором, трехканальным блоком анализа сигнала радиометрического детектора, выполненным в виде трех схем сравнения и двух элементов И-НЕ, а также аналоговым ключом, причем выход радиометрического детектора подключен параллельно входам трех схем сравнения и первому входу аналогового ключа, а выход первой схемы сравнения подключен к первому входу первого и
второму входу второго элементов И-НЕ, выход второй схемы сравнения подключен параллельно ко второму входу первого и входу второго элементов И-НЕ, выход третьей схемы сравнения подключен к третьему входу второго элемента И-НЕ, выход которого подключен к первому входу регистрирукяцего устройства и третьему входу
пе{юого элемента И-НЕ, выход первого элемента И-НЕ подключен к третьему входу аналогового ключа и входу механизма перемещения изделия, а выход рентгенотелевизионного устройства через второй вход аналогового подключен ко второму входу регистрирующего устройства.
Источники информации, принятые во внимание при экспертизе
1. Румянцев С, В. Радиационная дефектоскопия. М., Атомиздат, 1974, с. 12.
2, Авторское свидетельство СССР Ко 53204Я, кл.. Q OlN 23/04, 1974
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической отбраковки сварных соединений при радиационном контроле | 1980 |
|
SU962796A1 |
| Устройство для классификации дефектности сварных соединений при радиационном контроле | 1980 |
|
SU926533A1 |
| Радиометрический дефектоскоп | 1980 |
|
SU896525A1 |
| Устройство для регистрации дефектов при радиационном контроле | 1988 |
|
SU1583807A1 |
| Способ рентгенотелевизионного контроля автомобильных шин | 1988 |
|
SU1562802A1 |
| Рентгенотелевизионный интроскоп | 1976 |
|
SU586373A1 |
| Устройство для радиационной дефектоскопии | 1990 |
|
SU1734000A1 |
| Устройство для радиационной интроскопии | 1988 |
|
SU1679311A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2815195C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 1990 |
|
RU2028606C1 |
