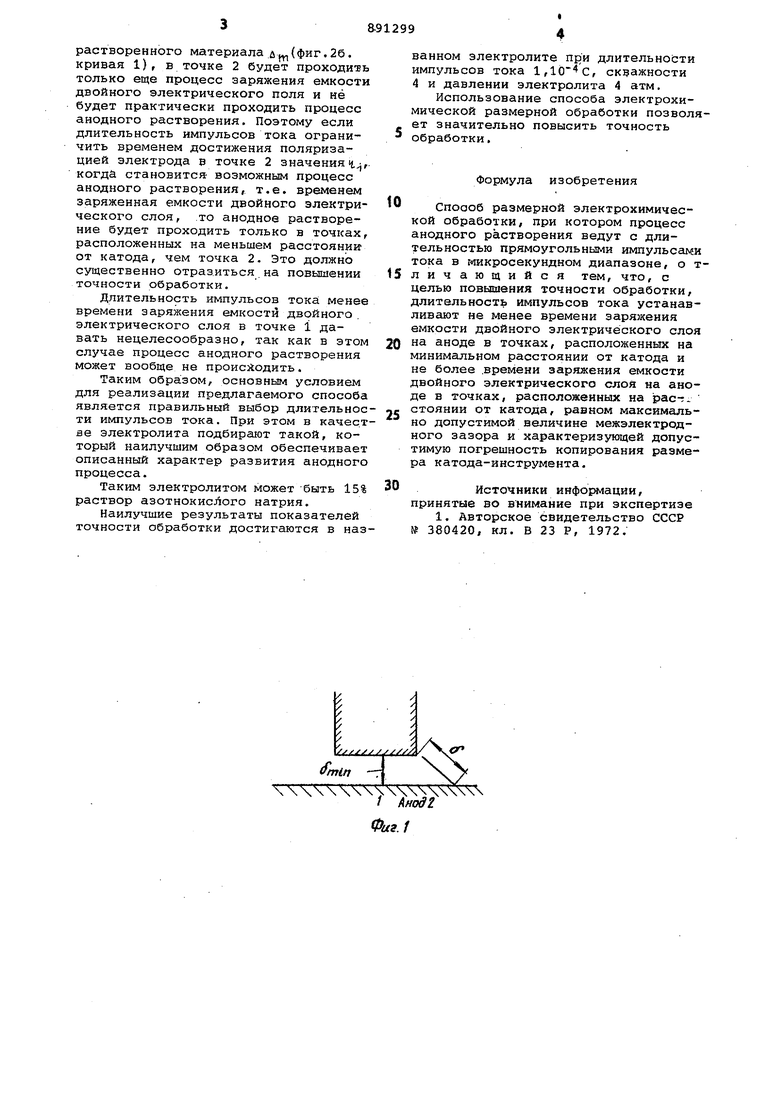
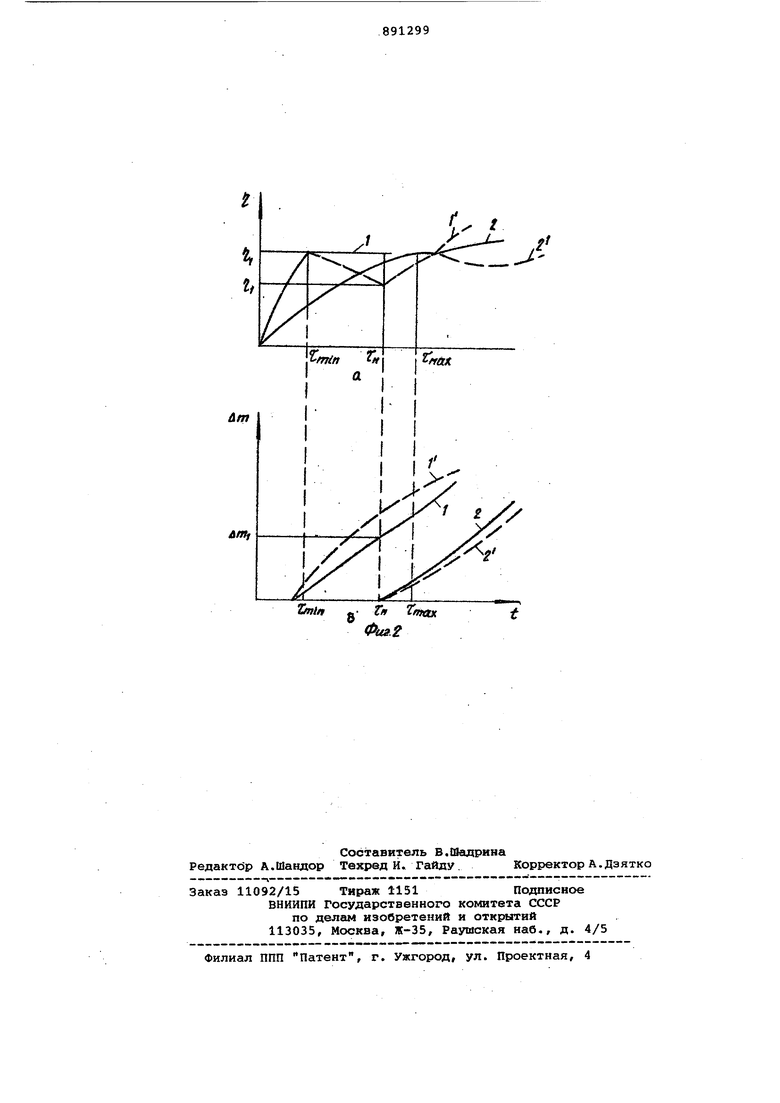
Изобретение относится к размерной электрохимической обработке токопроводящих материалов и может быть использовано при производстве штампов пресс-форм и других деталей сложной формы. Известны способы электрохимической размерной обработки импульсами тока прямоугольной формы в микросекундном диапазоне 13. Недостатком известных способов является недостаточно высокая точность обработки. Цель изобретения - повышение точности процесса обработки. Поставленная цель достигается тем что длительность импульсов тока устанавливают не менее времени заряжения емкости двойного электрического слоя на аноде в точках, расположенных на минимальном расстоянии от катода и не более времени заряжения емкости двойного электрического слоя на аноде в точках, расположенных на расстоянии от катода, равном максимально допустимой величине межэлектродного зазора и характеризующей до пустимую погрешность копирования раз мера катода-инструмента. На фиг. 1 изображена схема, поясняющая выбор точек на аЬоде для определения длительности импульсов тока} на фиг. 2 - развитие поляризации электрода в точках 1 (кривые 1 и l ) и 2 (кривые 2 и 2)/характеризующей в ременной характер развития анодного процесса в этих точках. ,Рассмотрение временного характера развития анодного процесса в точках 1 и 2 (фиг.1), расположенных соответственно на минимальном (о,.,) и несколько большем расстоянии от катода (с), показывает, что в точке 1 зарядка емкости двойного электрического слоя, характеризуемая изменением поляризации электрода , (фиг. 2а) .до уровня.t,|, соответствующего начсшу прохождения Фарадеевского тока, происходит быстрее, чем в точке 2. Это связано с тем,что начальная плотность тока, определяемая геометрией межэлектродного зазора, величиной импульсного напряжения, подаваемого на электроды,, и исходной электропроводностью электролита в точке 1 больше, чём в точке 2. Поэтому, когда в точке 1 уже начнет проходить процесс анодного растворения,: xapaктepизye Iый количеством
растворенного материала л (фиг.26. кривая 1), в точке 2 будет проходить только еще процесс заряжения емкости двойного электрического поля и не будет практически проходить процесс анодного растворения. Поэтому если длительность импульсов тока ограничить временем достижения поляризацией электрода в точке 2 значения t,. когда становится возможным процесс анодного растворения, т.е. временем заряженная емкости двойного электрического слоя, то анодное растворение будет проходить только в точках, расположенных на меньшем расстояник от катода, чем точка 2, Это должно существенно отразиться.на повышении точности обработки.
Длительность импульсов тока менее времени заряжения емкости двойного электрического слоя в точке 1 давать нецелесообразно, так как в этом случае процесс анодного растворения может вообще не происходить.
Таким , основным условием для реализации предлагаемого способа является правильный выбор длительности импульсов тока. При этом в качес.тве электролита подбирают такой, который наилучшим образом обеспечивает описанный характер развития анодного процесса.
Таким электролитом может быть 15% раствор азотнокислого натрия.
Наилучшие результаты показателей точности обработки достигаются в названном электролите при длительности импульсов тока 1,, скважности 4 и давлении электролита 4 атм.
Использование способа электрохимической размерной обработки позволяет значительно повысить точность обработки.
Формула изобретения
Споооб размерной электрохимической обработки, при котором процесс анодного растворения ведут с длительностью прямоугольными импульсси и тока в микросекундном диапазоне, о тличающийся тем, что, с целью повышения точности обработки/ длительность импульсов тока устанавливают не менее времени заряжения емкости двойного электрического слоя на аноде в точках, расположенных на минимальном расстоянии от катода и не более .времени заряжения емкости двойного электрического слоя на аноде в точках, расположенных на рас-гг стоянии от катода, равном максимально допустимой величине межэлектродного зазора и характеризующей допустимую погрешность копирования размера катода-инструмента.
0 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 380420, кл. В 23 Р, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| Способ импульсно-циклической электрохимической обработки | 2018 |
|
RU2701909C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С УБЫВАЮЩЕЙ ЗАВИСИМОСТЬЮ ВНЕШНЕГО ДИАМЕТРА ОТ ДЛИНЫ | 2000 |
|
RU2176579C2 |
min
У/У ХуууХХ
/ iodl Фиг.1
Am
лт,
fka.2
