Изобретение относится к области импульсной электрохимической обработки (ЭХО) токопроводящих материалов. В частности, предлагаемое изобретение может быть использовано для выполнения различных копировально-прошивочных операций при изготовлении сложно-фасонных поверхностей деталей машин и инструментов из твердых WC-Co сплавов (на основе карбида вольфрама и кобальтовой связки).
Известен способ импульсной электрохимической обработки токопроводящих деталей из сплавов и композиционных материалов, содержащих компоненты с существенно различными электрохимическими свойствами, где изменяют соотношение параметров импульсов прямой и обратной полярности для обеспечения определенного соотношения скоростей анодного растворения компонент за счет изменения кислотности прианодного слоя. Обработка осуществляется в изначально нейтральных электролитах на малых межэлектродных зазорах с применением анодных высокочастотных микросекундных импульсов тока, подаваемых пакетами, которые синхронизируют с моментами максимального сближения колеблющегося электрод-инструмента с заготовкой и дополнительных импульсов, подаваемых между пакетами [ЕР 1714725, В23Н 3/02, опубл 25.10.2006].
Недостатками данного способа являются:
- Невозможность контроля фактического изменения показателя рН в межэлектродном пространстве (МЭП) и тем более рН электролита в зоне, прилегающей к поверхности детали. Эффект от применения импульсов прямой и обратной полярности для реального процесса оценивается косвенно по общему интегральному технологическому эффекту - шероховатости поверхности. В связи с чем не представляется возможным объяснить, за счет чего улучшаются показатели шероховатости: за счет изменения показателя кислотности или других причин.
- Отсутствуют информативные параметры для оперативного контроля процесса растворения WC-Co твердых сплавов и обеспечения стабильного процесса ЭХО.
- Предлагаемый в аналоге способ имеет ограниченные возможности для контроля возникновения и удаления пленок из солей кобальта и вольфраматов на поверхности детали, которые оказывают существенное влияние на процесс растворения WC-Co твердых сплавов и даже полностью блокирующих процесс.
Известен способ ЭХО биполярными импульсами тока [5833835, МПК В23Н 3/02, опубл 10.11.1998], при котором импульсы прямой полярности чередуются с импульсами обратной полярности. По данному способу ограничивают напряжение импульсов тока обратной полярности из условия отсутствия растворения рабочей поверхности электрода-инструмента. Для этого, в процессе обработки, последовательно уменьшают напряжение каждого импульса обратной полярности в диапазоне от напряжения поляризации, определяемого в момент прекращения подачи импульса тока прямой полярности, до напряжения, при котором начинается электрохимическое растворение рабочей поверхности электрода-инструмента (ЭИ), далее измеряют мгновенное значение напряжения импульса тока прямой полярности в заданной точке, вычисляют разность измеренных мгновенных значений для каждых последующего и предыдущего импульсов прямой полярности и при изменении знака этой разности с минуса на плюс определяют верхнюю границу, а при последующей смене знака с плюса на минус - нижнюю границу напряжения импульсов тока обратной полярности и ведут процесс обработки, удерживая напряжение импульсов тока обратной полярности в этих границах, и завершают процесс обработки импульсом тока обратной полярности.
Недостатком данного способа являются ограниченные возможности для контроля возникновения и удаления в процессе анодного растворения WC-Co твердых сплавов, блокирующих процесс пленок из солей кобальта и вольфраматов (СоО, Со(ОН)2, WO3, С, CoWO4) на поверхности детали. Также не рассмотрена возможность контроля отклонения химического состава обработанной поверхности от заданного - эталонного, например, за счет изменения соотношения скоростей растворения компонентов и не предусмотрено средств и действия по корректировке химического, в случае его отклонения.
Известен способ электрохимической обработки [RU 2286233, МПК В23Н 3/02, опубл. 27.10.2006] твердых сплавов путем приложения биполярных электрических импульсов между обрабатываемым изделием и электрически проводящим электродом, при этом один и большее число униполярных импульсов напряжения с соответствующей размерной обработке полярностью чередуются с импульсами напряжения противоположной полярности, в то время как между обрабатываемым изделием и электродом-инструментом поддерживается зазор, который заполнен электролитом. Обработка по данному способу включает в себя следующие стадии: измерение первого значения рабочего параметра, который зависит от чистоты фронтальной поверхности электрода-инструмента, осуществление измерение второго значения рабочего параметра в промежутке между униполярными импульсами и осуществление вычисления расхождения между измеренными значениями и приложения по меньшей мере одного импульса противоположной полярности только после того, как измеренное значение становится отличным от нуля.
Данный способ является наиболее близким к заявляемому и принят нами в качестве ближайшего аналога.
Недостатком данного способа является отсутствие информативных параметров, позволяющих контролировать процесс анодного растворения, в частности, изменение соотношения скоростей растворения компонентов и оперативно принимать решения об изменении параметров импульсов. Так, например, при обработке WC-Co твердых сплавов необходимо иметь информационный параметр, позволяющий контролировать возникновение и развитие блокирующей анодной пленки и управляемое оперативное внешнее воздействие, позволяющее разрушить эту пленку.
Таким образом, известные способы электрохимической обработки не могут обеспечить условия для оперативного контроля обрабатываемой поверхности в части относительного соотношения компонентов (WC и Со), а также определения момента возникновения и устранения блокирующих пленок. Следовательно, при использовании этих способов технологически сложно добиться стабильности процесса и высокой производительности.
Задачей, на решение которой направлено заявляемое изобретение, является обеспечение стабильности и высокой производительности электрохимической обработки токопроводящих WC-Co твердых сплавов, за счет оперативного контроля и разрушения блокирующих процесс растворения анодных пленок.
Поставленная задача решается способом электрохимической обработки твердых WC-Co сплавов путем приложения групп электрических импульсов тока между деталью и электродом-инструментом, при этом подачу импульсов тока синхронизируют с моментами максимального сближения колеблющегося электрода-инструмента с деталью, в то время как между обрабатываемым изделием и электродом-инструментом поддерживается малый межэлектродный зазор, который заполнен электролитом, и включающий в себя стадии измерения и сравнения рабочих параметров, зависящих от состояния поверхности, в котором в отличие от прототипа предварительно измеряют в паузе между группами импульсов тока остаточное напряжение u1, соответствующее чистой анодной поверхности сплава, и принимают его в качестве эталонного параметра, также определяют значение остаточного напряжения u2, соответствующее поверхности, заблокированной анодными пленками, далее ведут процесс обработки, измеряя в паузе между группами импульсов тока остаточное напряжение u3, и в случае, когда u3 менее эталонного u1, замедляют скорость растворения карбида вольфрама и увеличивают скорость растворения кобальта, увеличивая напряжение на МЭП и уменьшая величину логарифмического водородного показателя рН электролита на входе в МЭП, и в случае, когда u3 более эталонного u1, увеличивают скорость растворения карбида вольфрама и уменьшают скорость растворения кобальта, снижая напряжение на МЭП и увеличивая величину логарифмического водородного показателя рН электролита на входе в МЭП, а в случае, когда u3 более u2, подают единичные импульсы тока обратной полярности до тех пор, пока разность между u3 и u1 не станет равной нулю.
Величину логарифмического водородного показателя рН электролита на входе в МЭП корректируют путем использования католитной или аналитной составляющей электролизера, расположенного на входе в межэлектродный промежуток.
В качестве электролита, обеспечивающего одновременное растворение компонент и минимальное образование блокирующих пленок, в зависимости от химического состава сплава и величины зерна используют:
для WC-Co твердых сплавов с большим содержанием кобальта 15-25% и величиной зерна WC более 1,5 мкм - состав 3-5% NaOH + 8-10% NaNO3 при температуре 20…25°С;
для WC-Со твердых сплавов с малым содержанием кобальта 5-15% и величиной зерна WC более 1,5 мкм - состав 3-5% NaOH+10-20% NaNO3, при температуре 45…50°С;
для WC-Со твердых сплавов с большим содержанием кобальта 15-25% и величиной зерна WC менее 0,7 мкм - состав 5-10% NaOH+10-15%-NaNO3 при температуре 20…25°С;
для WC-Со твердых сплавов с малым содержанием кобальта 5-15% и величиной зерна WC менее 0,7 мкм - состав 10-15% NaOH+10-15% NaNO3 при температуре 40…45°С.
При этом используется следующая рабочая область параметров режимов обработки:
амплитуда напряжения импульсов прямой полярности - 14…28 В;
длительность импульсов прямой полярности - 50…100 мкс;
число импульсов прямой полярности в группе - 5…20;
амплитуда напряжения импульсов обратной полярности - 2…5 В;
длительность импульсов обратной полярности - 2…18 мс;
давление электролита на входе в МЭП - 50…300 кПа;
частота вибрации - 10-100 Гц.
Импульс тока обратной полярности подают в фазе максимального сближения электрода-инструмента и детали сразу после подачи импульсов тока прямой полярности.
Импульс тока обратной полярности подают в фазе максимального сближения электрода-инструмента и детали в следующем периоде после подачи импульсов тока прямой полярности.
Предлагаемый способ электрохимической обработки позволяет при обработке деталей из WC-Со твердых сплавов оперативно определять возникновение блокирующих анодных пленок из солей кобальта и вольфраматов (СоО, Со(ОН)2, WO3, С, CoWO4) и разрушать их, обеспечивая стабильный и высокопроизводительный процесс ЭХО и поддерживая за счет регулирования свойств электролита на входе в МЭП и параметров режима обработки.
Сущность способа состоит в следующем.
В промышленности наиболее распространены твердые сплавы типа WC-Co с содержанием кобальта в диапазоне от 12 до 25% и величины зерна карбида вольфрама - от 0,2 до 4 мкм.
Электрохимическое анодное поведение твердых сплавов типа WC-Co существенно изменяется с изменением процентного содержания кобальтовой связки и с изменением величины зерна.
На основании результатов поляризационных исследований, исследований выходов по току и объемных скоростей растворения установлено, что при электрохимическом растворении твердых сплавов на анодной поверхности образуются блокирующие пленки из солей кобальта и вольфраматов (СоО, Со(ОН)2, WO3, С, CoWO4), препятствующие анодному растворению всего сплава.
Известно, что образующиеся на катоде пузырьки водорода обладают мощным механическим воздействием, способным разрушить блокирующие поверхность солевые пленки [Удаление катодных отложений при импульсной электрохимической обработке/Амирханова Н.А., Гимаев Н.Э., Зайцев А.Н. и др.//Технология металлов, 2001, №7, с.25-31].
Электрохимическими и химическими исследованиями показано, что электрохимическая обработка твердых сплавов происходит селективно как в растворах нитрата натрия, так и в щелочи. В растворе 8% NaNO3 преимущественно ионизируется кобальт из кобальтовой связки, поэтому следует ожидать накопления вольфрама в поверхностном слое. В растворах щелочи в поверхностном слое следует ожидать накопления кобальта, который в щелочи пассивируется с образованием оксидов и основных солей кобальта.
При сочетании ионов, обеспечивающих ионизацию как кобальта, так и вольфрама, в комбинированных электролитах на основе водных растворов NaNO3 и небольших процентных долей NaOH можно добиться соизмеримых скоростей ионизации кобальта и вольфрама. В частности, регулирование соотношения скоростей растворения компонентов можно добиться путем регулирования рН раствора на входе в МЭП.
Известно также, что появление на поверхности электрода различного рода пленок и отложений изменяет остаточную поляризацию (остаточное напряжение на МЭП после прекращения импульса тока) поверхности [Зайцев А.Н., Житников В.П., Идрисов Т.Р. и др. Высокоскоростное анодное растворение в условиях нестационарности электродных потенциалов. - Уфа: Гилем, 2005. - С.180-185], также остаточная поляризация зависит от химического состава поверхности.
Таким образом, при обработке твердых WC-Co сплавов согласно предложенному способу, измеряя остаточную поляризацию, появляется возможность вести процесс в стабильном режиме, сравнивая ее с эталонным значением чистой поверхности, а также определять появление на поверхности анода блокирующей пленки, которую можно разрушить пузырьками водорода, подавая единичные импульсы обратной полярности.
Составы электролитов выбирают исходя из состава обрабатываемого сплава:
для WC-Co твердых сплавов с большим содержанием кобальта 15-25% и величиной зерна WC более 1,5 мкм могут быть рекомендованы электролиты состава 3-5% NaOH+8-10% NaNO3,
для WC-Co твердых сплавов с малым содержанием кобальта 5-15% и величиной зерна WC более 1,5 мкм могут быть рекомендованы электролиты состава 3-5% NaOH+10-20% NaNO3,
для WC-Co твердых сплавов с большим содержанием кобальта 15-25% и величиной зерна WC менее 0,7 мкм могут быть рекомендованы электролиты состава 5-10% NaOH+10-15% NaNO3,
для WC-Co твердых сплавов с малым содержанием кобальта 5-15% и величиной зерна WC менее 0,7 мкм могут быть рекомендованы электролиты состава 10-15% NaOH+10-15% NaNO3.
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и прилагаемыми рисунками, подтверждающими возможность его осуществления, на которых изображены:
Фиг.1 Заготовка и образец детали из WC-Co твердого сплава,
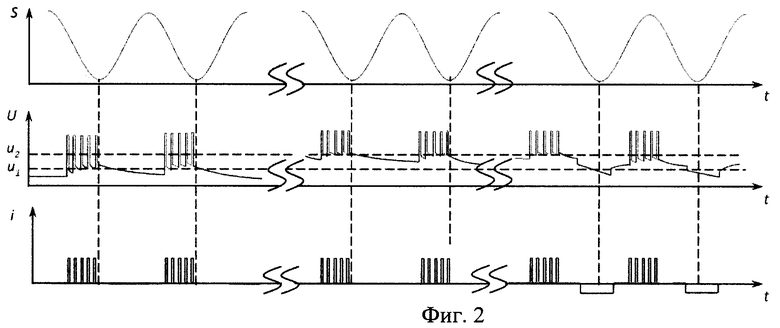
Фиг.2 Схема подачи импульсов.
Пример конкретной реализации
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке модели ЕТ500. Электрод-инструмент выполнен из материала 12Х18Н10Т, а обрабатываемая заготовка из WC-Co сплава, содержащего 8% кобальта.
В оптимальных условиях обработки, при поддержании режима, когда измеренное значение остаточного напряжения в паузе между группами импульсов прямой полярности поддерживалось равным эталонному значению, при изготовлении детали с углублением шестигранной формы (Фиг.1) из WC-Co твердого сплава, содержащего 8% кобальта с величиной зерна 1…4 мкм в электролите на основе водного раствора 8%NaNO3+0,5%NOH с изменением показателя рН на входе в МЭП, была обеспечена линейная производительность электрохимической обработки, равная 50 мкм/мин.
При этом до начала обработки после установки межэлектродного зазора S и подачи электролита в МЭП подавались группы импульсов прямой полярности и фиксировалось значение остаточной поляризации в паузе между группами импульсов. Это значение являлось параметром u1 на осциллограмме напряжения (Фиг.2). Далее создавались условия блокирования обрабатываемой поверхности анодными пленками (за счет повышения длительности импульсов), при этом подача электрода-инструмента останавливалась. Измерялось значение остаточной поляризации в паузе между группами импульсов, это значение записывалось как параметр u2 (Фиг.2). После формирования эталонных параметров устанавливалась новая заготовка из того же материала либо выполнялась очистка поверхности от блокирующей пленки. Для этого фаза подачи групп импульсов прямой полярности смещалась в область до фазы наибольшего сближения ЭИ и заготовки, где подавались единичные импульсы обратной полярности. Далее вели процесс обработки, измеряя в паузе между группами импульсов остаточные напряжения u3, и в случае, когда u3 было менее эталонного u1, замедляли скорость растворения карбида вольфрама и увеличивали скорость растворения кобальта, уменьшая величину логарифмического водородного показателя рН электролита на входе в МЭП, и в случае, когда u3 становилось более эталонного u1, увеличивали скорость растворения карбида вольфрама и уменьшали скорость растворения кобальта, увеличивая величину логарифмического водородного показателя рН электролита на входе в МЭП, а в случае, когда u3 становилось более u2, подавали единичные импульсы обратной полярности до тех пор, пока разность между u3 и u1 не становилась равной нулю.
Таким образом, обеспечивался стабильный процесс ЭХО WC-Co твердого сплава с высокой производительностью за счет оперативного контроля возникновения блокирующей анодной пленки и своевременного ее удаления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |

Изобретение относится к электрохимической обработке твердых WC-Co сплавов и может быть использовано для выполнения различных копировально-прошивочных операций при изготовлении сложнофасонных поверхностей деталей машин и инструментов. Изделие обрабатывают группами импульсов тока, подаваемыми синхронно с моментами максимального сближения колеблющегося электрода-инструмента и изделия, в то время как между ними поддерживают малый межэлектродный зазор, заполненный электролитом, предварительно в паузе между группами импульсов тока измеряют остаточное напряжение u1, соответствующее чистой анодной поверхности сплава, и принимают его значение в качестве эталонного параметра, и также определяют значение остаточного напряжения u2, соответствующее поверхности сплава, заблокированной анодными пленками. Далее осуществляют обработку изделия, измеряя в паузе между группами импульсов тока остаточное напряжение u3. В случае, когда u3 менее эталонного u1, увеличивают напряжение на межэлектродном промежутке (МЭП) и уменьшают величину логарифмического водородного показателя рН электролита на входе в МЭП. В случае, когда u3 более эталонного u1, снижают напряжение на МЭП и увеличивают величину логарифмического водородного показателя рН электролита на входе в МЭП. В случае, когда u3 более u2, подают импульсы тока обратной полярности до тех пор, пока разность между u3 и u1 не станет равной нулю. Способ обеспечивает стабильность и высокую производительность электрохимической обработки твердых WC-Co сплавов за счет оперативного контроля и разрушения блокирующих процесс растворения анодных пленок. 5 з.п. ф-лы, 2 ил., 1 пр.
1. Способ электрохимической обработки твердых WC-Co сплавов, включающий обработку изделия группами электрических импульсов тока, подаваемыми синхронно с моментами максимального сближения колеблющегося электрода-инструмента и изделия, в то время как между изделием и электродом-инструментом поддерживают малый межэлектродный зазор, заполненный электролитом, и включающий стадии измерения и сравнения рабочих параметров, зависящих от состояния поверхности изделия, отличающийся тем, что предварительно в паузе между группами импульсов тока измеряют остаточное напряжение u1, соответствующее чистой анодной поверхности сплава и принимают его значение в качестве эталонного параметра, и также определяют значение остаточного напряжения u2, соответствующее поверхности сплава, заблокированной анодными пленками, далее ведут процесс обработки изделия, измеряя в паузе между группами импульсов тока остаточное напряжение u3, и в случае, когда u3 менее эталонного u1, замедляют скорость растворения карбида вольфрама и увеличивают скорость растворения кобальта, увеличивая напряжение на межэлектродном промежутке (МЭП) и уменьшая величину логарифмического водородного показателя рН электролита на входе в МЭП, и в случае, когда u3 более эталонного u1, увеличивают скорость растворения карбида вольфрама и уменьшают скорость растворения кобальта, снижая напряжение на МЭП и увеличивая величину логарифмического водородного показателя рН электролита на входе в МЭП, а в случае, когда u3 более u2, подают импульсы тока обратной полярности до тех пор, пока разность между u3 и u1 не станет равной нулю.
2. Способ по п.1, отличающийся тем, что величину логарифмического водородного показателя рН электролита на входе в МЭП корректируют путем использования католитной или аналитной составляющей электролизера, расположенного на входе в межэлектродный промежуток.
3. Способ по п.1, отличающийся тем, что в качестве электролита, обеспечивающего одновременное растворение компонентов и минимальное образование блокирующих пленок, в зависимости от химического состава сплава и величины зерна используют:
для WC-Co твердых сплавов с большим содержанием кобальта 15-25% и величиной зерна WC более 1,5 мкм - состав 3-5% NaOH+8-10% NaNO3 при температуре 20…25°С;
для WC-Co твердых сплавов с малым содержанием кобальта 5-15% и величиной зерна WC более 1,5 мкм - состав 3-5% NaOH+10-20% NaNO3 при температуре 45…50°С;
для WC-Co твердых сплавов с большим содержанием кобальта 15-25% и величиной зерна WC менее 0,7 мкм - состав 5-10% NaOH+10-15% NaNO3 при температуре 20…25°С;
для WC-Co твердых сплавов с малым содержанием кобальта 5-15% и величиной зерна WC менее 0,7 мкм - состав 10-15% NaOH+10-15% NaNO3 при температуре 40…45°С.
4. Способ по п.1, отличающийся тем, что используют следующую рабочую область параметров режимов обработки:
амплитуда напряжения импульсов прямой полярности - 14…28 В;
длительность импульсов прямой полярности - 50…100 мкс;
число импульсов в группе - 5…20;
амплитуда напряжения импульсов обратной полярности - 2…5 В;
длительность импульсов обратной полярности - 2…18 мс;
давление электролита на входе в МЭП - 50…300 кПа;
частота вибрации - 10-100 Гц.
5. Способ по п.1, отличающийся тем, что импульс тока обратной полярности подают в фазе максимального сближения электрода-инструмента и детали сразу после подачи группы импульсов тока прямой полярности.
6. Способ по п.1, отличающийся тем, что импульс тока обратной полярности подают в фазе максимального сближения электрода-инструмента и детали в следующем периоде после подачи группы импульсов тока прямой полярности.
| СПОСОБ УДАЛЕНИЯ КАТОДНЫХ ОТЛОЖЕНИЙ ПОСРЕДСТВОМ БИПОЛЯРНЫХ ИМПУЛЬСОВ | 2002 |
|
RU2286233C2 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1220903A1 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| US 5833835 А, 10.11.1998 | |||
| US 7727375 B2, 01.06.2010. | |||

