Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности, касается способа размерной электрохимической обработки.
Известен способ размерной электрохимической обработки металлов вибрирующим катодом-инструментом, по которому обработку производят пульсирующим током, причем подачу тока осуществляют преимущественно при сближении электродов [1].
Известен также способ размерной электрохимической обработки металлов, по которому скорость нарастания импульсов тока по переднему фронту задают более 10 кВ/с. [2].
Недостатком известных способов является невозможность оптимально провести обработку с точки зрения точности, производительности, исключения электроэрозионного износа электрода-инструмента из-за неопределенности формы импульса технологического напряжения и его величины, которое подается при постоянно изменяющемся по величине межэлектродном зазоре.
Кроме того известен способ размерной электрохимической обработки металлов с наложением на межэлектродный промежуток импульсов напряжения с крутым передним и задним фронтами при отводе электрода-инструмента от детали в неподвижном электролите, в котором для повышения производительности и точности обработки за счет стабилизации рабочего тока, при достижении напряжения в импульсе 60-80% его максимального значения уменьшают крутизну переднего фронта, причем продолжают увеличивать напряжение до максимального значения в конце рабочего импульса [3].
Известный способ обработки обладает рядом недостатков:
1. Невысокая производительность обработки, так как обработку ведут при отводе электрода-инструмента, в условиях возрастающего по величине межэлектродного промежутка, что приводит к падению давления в зоне обработки, способствует газозаполнению, вплоть до вскипания электролита в межэлектродном промежутке.
2. Невысокая точность обработки в связи с тем, что в единичном цикле обработки растворение начинается на минимальном зазоре с относительно небольшим мгновенным значением напряжения (60-80% максимального), что позволяет вести точное формообразование, а заканчивается на большом зазоре с максимальным напряжением, что приводит к развалу точно сформированной поверхности.
3. Не исключается электроэрозионный износ электродов в условиях повышенного газозаполнения промежутка и неопределенности величины напряженности электрического поля.
Наиболее близким к заявляемому способу по технической сущности является способ размерной электрохимической обработки [4] с созданием принудительных колебаний одного из электродов, синхронизированных с импульсами напряжения, по которому скважность импульсов в процессе обработки регулируют от малых значений, например, равных 2-5 в начале обработки, до больших значений, например, равных 8-10 в конце обработки, причем саму последовательность импульсов смещают во времени, уменьшая минимальные мгновенные значения зазора, при которых протекает ток, от 0,05 мм и более в начале обработки до 0,01 мм и менее в конце обработки по мере возрастания электрической прочности межэлектродного промежутка, при этом задний фронт импульсов напряжения выбирают исходя из условия: скорость относительного уменьшения импульса напряжения более чем на порядок превосходит относительную скорость уменьшения межэлектродного промежутка.
Недостатками известного способа являются:
1. Неудовлетворительная точность на начальном этапе обработки при работе на большом межэлектродном зазоре, что не позволяет решать рад технологических задач, например, изготовление формообразующих изделий, имеющих элементы с вертикальными стенками.
2. Неоптимальная обработка по производительности и точности на конечной стадии обработки, поскольку не сформулированы условия согласования изменения межэлектродного промежутка и формы импульса технологического напряжения.
3. Не исключается электроэрозионный износ электродов в условиях значительных динамических нагрузок, газозаполнения промежутка и неопределенности величины напряженности электрического поля.
4. Необходимость изменения режима в процессе обработки.
Одним из способов повышения точности электрохимической обработки является уменьшение рабочего межэлектродного зазора. Однако реализация этого способа сопряжена с возрастанием вероятности возникновения коротких замыканий [5] . При электрохимической обработке вибрирующим электродом с формированием импульса технологического напряжения на подводе электрода-инструмента в начале импульса вероятность пробоя межэлектродного промежутка незначительна, несмотря на возможное относительно высокое напряжение, поскольку межэлектродный зазор большой, а межэлектродное пространство еще не заполнено продуктами растворения. По мере сближения электродов давление в зоне обработки возрастает из-за ограничений, связанных со скоростью вытеснения электролита из промежутка и под действием технологического тока в результате выделения газа в зоне обработки. С повышением давления выделившийся газ растворяется в электролите. К концу импульса технологического напряжения создаются условия максимального газозаполнения межэлектродного промежутка, система СПИД (станок-приспособление-инструмент-деталь) испытывает максимальные динамические нагрузки, что приводит к возрастанию вероятности пробоя межэлектродного промежутка. По мере уменьшения межэлектродного зазора и его газозаполнения уменьшается величина пробивного напряжения, но существуют граничные условия пробоя межэлектродного промежутка и поддержания дуги в зазоре. При напряжении менее 8 В дуга в зазоре прерывается [6], следовательно, отсутствуют условия развития процесса короткого замыкания независимо от газозаполнения межэлектродного промежутка и колебания его величины. Величины этого напряжения (менее 8 В) в конце импульса вполне достаточно, чтобы вести обработку на малых зазорах подавляющего числа известных материалов, которые обрабатываются электрохимическим способом, при условии поддержания потенциала анодного транспассивного растворения. Это позволяет перейти в работе на меньшие межэлектродные зазоры, приблизив импульс технологического напряжения к нижней точке колебаний электрода-инструмента. Данное положение согласуется с тем, что максимальная локализация процесса (соответственно точность копирования) достигается при работе в режиме, обеспечивающем наибольшую близость к потенциалу анодной активации ϕa (на границе пассивность-транспассивность) [7). Для достижения этих требований обработки необходимо обеспечить стабилизацию тока в импульсе. Зависимость плотности тока от величины зазора и технологического напряжения описывается уравнением [5, 8]:
где U - технологическое напряжение;
Δϕ- перенапряжение на электродах;
k - электрическая проводимость электролита;
R0 - универсальная газовая постоянная;
T - температура электролита;
l - текущая детина электролита в МЭП;
h - ширина потока электролита в МЭП;
p - давление потока электролита;
F - число Фарадея;
Q - расход электролита.
Учитывая особые условия обработки, которые создаются в межэлектродном промежутке под действием вибрирующего электрода, относительно малую длительность импульса технологического напряжения, согласно (1) для обеспечения стабилизации тока в импульсе необходимо поддерживать соотношение: . (2)
. (2)
Из условия (2) следует, что при обработке вибрирующим электродом, с импульсом, сформированным на подводе электрода-инструмента для стабилизации тока в импульсе, скорость относительного уменьшения напряжения должна быть равна относительной скорости уменьшения межэлектродного промежутка. Это позволяет теоретически получить прямоугольную форму тока, удерживая постоянство анодного потенциала в течение импульса, обеспечить постоянство напряженности электрического поля на безопасном уровне при максимальной локализации процесса. Однако приведенные условия (1), (2) не являются достаточными для практической реализации, поскольку не учитывают временные параметры импульсного процесса обработки, в частности реактивную составляющую генератора униполярных импульсов, что приводит с увеличением площади обработки и загрузки генератора током к запаздыванию роста тока в импульсе относительно технологического напряжения. Приблизить форму тока к прямоугольной можно, форсировав рост тока за счет увеличения напряжения в начале импульса, при этом скорость относительного уменьшения напряжения в импульсе должна быть задана больше относительной скорости уменьшения межэлектродного промежутка, а высокая напряженность электрического поля в начале импульса является относительно безопасной, так как в этот момент времени межэлектродное пространство еще не заполнено газом. Для поддержания плотности тока в импульсе в течение всей обработки необходимо согласовать жесткость механической системы СПИД с жесткостью генератора униполярных импульсов. В общем случае можно вести речь о необходимости согласования величины и формы импульса технологического напряжения с изменением межэлектродного промежутка с целью максимального приближения формы тока к прямоугольной и обеспечения безопасной работы.
На фиг. 1 представлены графики изменения межэлектродного промежутка а, формирование импульсов технологического напряжения U и тока I во времени. Получить импульс технологического напряжения требуемой формы возможно, используя часть синусоиды пониженного сетевого напряжения, при этом принудительные колебания одного из электродов должны быть синхронизированы с сетью.
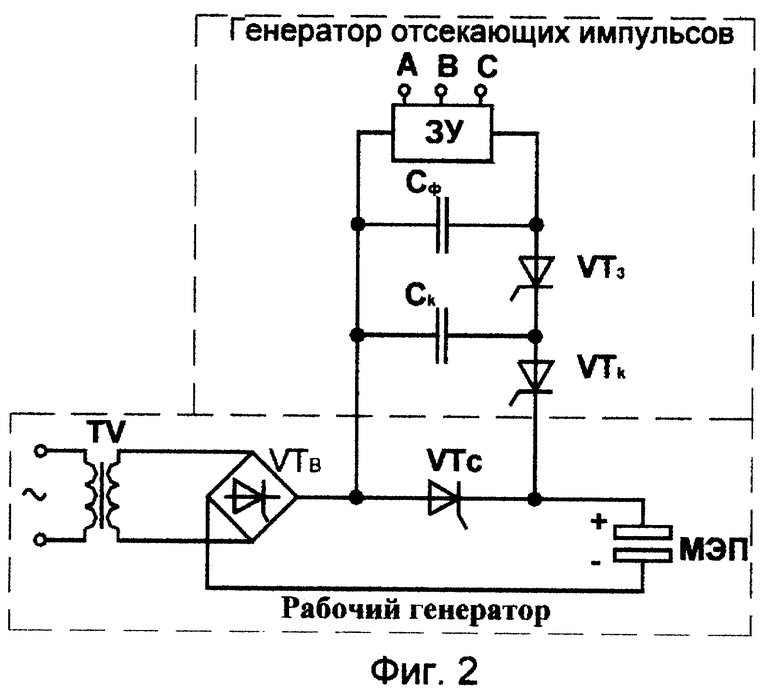
На фиг. 2 изображена схема генератора униполярных импульсов для реализации способа электрохимической обработки. Генератор униполярных импульсов состоит из рабочего генератора и генератора отсекающих импульсов. В рабочем генераторе выход понижающего трансформатора TV через управляемый выпрямительный мост VTв и силовой тиристор VTс соединен с межэлектродным промежутком МЭП. В генераторе отсекающих импульсов зарядное устройство ЗУ с фильтром Сф через зарядный тиристор VTз соединено с коммутационным конденсатором Ск, который через коммутирующий тиристор VTк соединен с силовым тиристором VTс рабочего генератора.
Способ осуществляется следующим образом. По мере сближения электродов для формирования импульса технологического напряжения одновременно подают управляющие сигналы на силовой тиристор VTс и тиристоры управляемого выпрямительного моста VTв. Тиристоры открываются, и напряжение с трансформатора TV подается в межэлектродный промежуток МЭП. В этот же момент времени управляющие сигналы поступают на зарядный тиристор VTз, и происходит процесс заряда коммутационного конденсатора Ск от зарядного устройства ЗУ, а в следующих циклах перезаряд. С уменьшением межэлектродного зазора напряжение в импульсе снижается до величины, меньшей поддержания дуги в зазоре, но достаточной для ведения транспассивного растворения. Импульс технологического напряжения заканчивают непосредственно перед зоной возможного появления контакта, отведенной для работы следящей системы, управляющей скоростью подачи электродов. Для окончания импульса технологического напряжения подается управляющий сигнал на коммутирующий тиристор VTк. Тиристор VTк открывается, и напряжение коммутационного конденсатора Ск прикладывается к силовому тиристору VTс, закрывая его.
Для подтверждения эффективности использования способа электрохимической обработки проведен ряд опытов при условиях:
Электролит - 12% водный раствор азотнокислого натрия NaNO3.
Частота вибрации электрода-инструмента - 50 Гц.
Амплитуда вибрации - 0,3 мм.
Амплитудное значение напряжения в импульсе - 8 В.
Величина напряжения в конце импульса - 6 В.
Рассматривалась типовая технологическая операция получения цилиндрической полости электродом-инструментом площадью 5 см2, с высотой рабочего буртика 1,0 мм, выполненным из латуни марки ЛС-63 и имеющим полированную торцевую поверхность. По результатам опытов для оценки точности по формированию боковых стенок контролировался боковой зазор в двух взаимно перпендикулярных плоскостях. Для оценки точности по торцевой поверхности на электроде-инструменте были нанесены риски глубиной 4 мкм. Для оценки точности, как повторяемости, каждый опыт повторялся не менее 10 раз. Производительность обработки оценивалась по линейной скорости съема металла. Результаты опытов при изменении входных параметров: температуры электролита на входе в МЭП в пределах 20-40oC, водородного показателя (pH электролита) 7-9, давление электролита на входе в МЭП (2-10)•105 Па сведены в таблицу.
Во всех опытах получен полный перенос рисок по торцевой поверхности, отсутствовали проблемы, связанные с пробоем межэлектродного промежутка. Результаты проведенных экспериментов превышают достигнутые способом размерной электрохимической обработки вибрирующим электродом [9], реализованным на станке СЭП902 [10] , предназначенным для прецизионной обработки небольших площадей.
Способ электрохимической обработки позволяет получить положительный эффект за счет следующих факторов:
1. Создание условий, не допускающих роста напряженности электрического поля в течение действия импульса технологического напряжения с уменьшением межэлектродного промежутка и позволяющих удерживать напряжение в конце импульса на уровне исключающем поддержание дуги в межэлектродном промежутке, обеспечивает безопасную работу даже при неблагоприятных условиях обработки, что дает возможность приблизить импульс к нижней точке колебаний электрода-инструмента, повысить точность, производительность обработки.
2. В единичном цикле обработки растворение начинается с относительно большого межэлектродного зазора с большим напряжением, а заканчивается на минимальном зазоре с малой величиной технологического напряжения, что позволяет, начав растворение с невысокой точностью, поднять точность обработки в конце импульса, сформировав обработанную за цикл поверхность, разваленную в начале.
3. В межэлектродном промежутке в единичном цикле обработки создаются особые условия. Под действием вибрирующего электрода с приближением к нижней точке колебаний импульсное давление в зоне обработки может намного превышать давление, развиваемое насосом рабочей станции, что приводит к растворению выделившегося в электролите газа и поддерживает электропроводность электролита в течение импульса. Такой подход дает возможность достичь высокой точности обработки, как повторяемости, без стабилизации входных параметров, таких как температура электролита, давление, водородный показатель.
4. Согласование формы импульса технологического напряжения с изменением межэлектродного промежутка в сочетании с крутыми передним и задним фронтами импульса [11] позволяет поддерживать потенциал анодного растворения в требуемой области поляризационной кривой, что ведет к повышению точности и производительности обработки.
Литература
1. Морозов Б.И. Способ размерной электрохимической обработки металлов. Авт. св. СССР N 260787, кл. 21 h, 33/12, 48a, 1/4.
2. Морозов Б.И. Способ размерной электрохимической обработки металлов. Авт. св. СССР N 774890, кл.3 В 23 P 1/4.
3. Артамонов Б. А. , Вишницкий А. Л. , Глазков А.В. Способ размерной электрохимической обработки металлов. Авт. св. СССР N 574299, кл.2 В 23 P 1/04.
4. Ашихмин В. П. , Агеев А. Ф. , Бородин А.В. и др. Способ размерной электрохимической обработки. Авт. св. СССР N 472778, кл. В 23 P 1/4 - прототип.
5. Орлов В.Ф., Чугунов Б.И. Электрохимическое формообразование. М.: Машиностроение, 1990 г., с. 80-81.
6. Рыбалко А. В. , Зайдман Г.Н. Импульсная электрохимическая обработка металлов. /Электродные процессы и технология электрохимического формообразования. Кишинев. Штиинца. 1987 г., с. 67.
7. Зайцев А.Н., Безруков С.В., Гимаев Н.З. и др. Технология и оборудование для прецизионной электрохимической обработки. Выпуск 4. Обзорная информация. / Машиностроительное производство. Серия: Прогрессивные технологические процессы в машиностроении. Москва, 1990 г., с. 13-14.
8. Лапидес Л.М. Влияние режима обработки на точность циклического процесса РЭХО. / Электрофизические и электрохимические методы обработки материалов. М., МДНТП, 1975 г., с. 71-73.
9. Semashko A. P., Gimaev N. Z., Maximov T. V., Bezzrukov S. V., Rabinovich V. B. Electrochemical working method and system for effecting same. / United States Patent 4213834. Jul, 22, 1980.
10. Гимаев Н.З., Зайцев А.Н. Моделирование выходных технологических показателей процесса импульсной электрохимической обработки вибрирующим электродом. / Электронная обработка материалов. N 6, 1990 г., с. 5-8.
11. Рыбалко А.В., Галанин С.И. Амплитудно-временные характеристики нарастания и спада поляризации анода в условиях импульсной ЭХО. / Электронная обработка материалов, N4, 1990 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕНЕРАТОР УНИПОЛЯРНЫХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2203785C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2195389C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |

Изобретение относится к электрофизическим и электрохимическим методам обработки металлов и может найти применение в различных отраслях промышленности. Создают принудительные колебания одного из электродов, синхронизированные с импульсами напряжения с крутыми передним и задним фронтами, которые подают при сближении электродов. Формы импульса технологического напряжения согласуют с изменением межэлектродного промежутка, исходя из условия максимального приближения формы тока к прямоугольной. В конце импульса напряжение снижают с максимальной величины до величины менее напряжения поддержания дуги и достаточной для поддержания потенциала анодного транспассивного растворения. Заканчивают импульс непосредственно перед зоной возможного появления контакта. В результате повышается точность размерной обработки и исключается электроэрозионный износ электродов. 2 ил., 1 табл.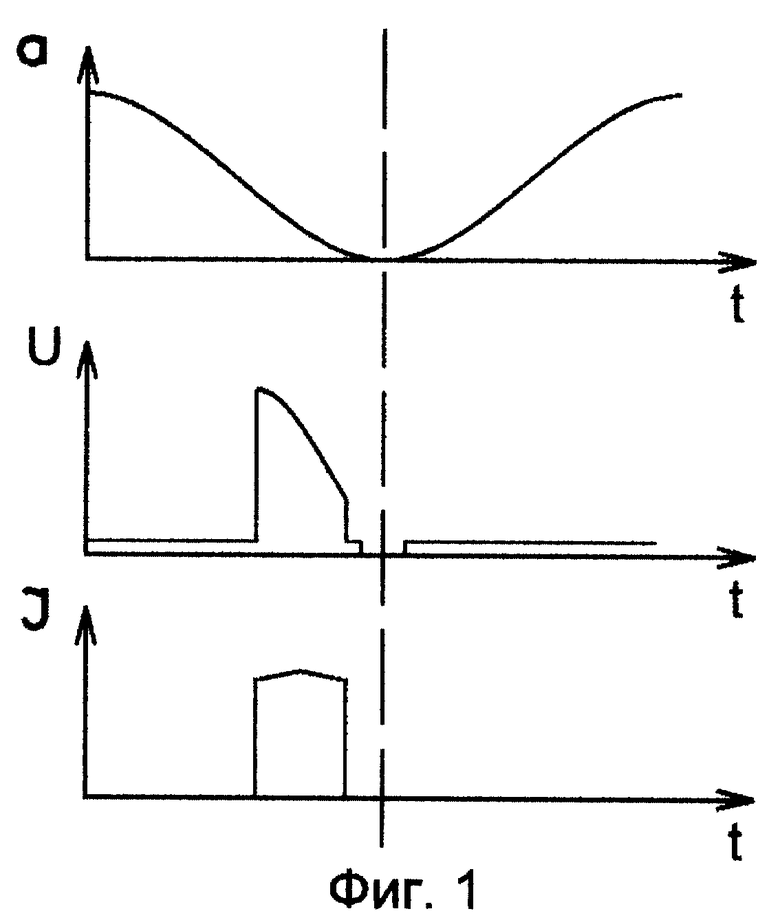
Способ размерной электрохимической обработки, при котором создают принудительные колебания одного из электродов, синхронизированные с импульсами напряжения с крутыми передним и задним фронтами, которые подают при сближении электродов и согласуют формы импульса технологического напряжения с изменением межэлектродного промежутка, исходя из условия максимального приближения формы тока к прямоугольной, отличающийся тем, что в конце импульса напряжение снижают с максимальной величины до величины менее напряжения поддержания дуги и достаточной для поддержания потенциала анодного транспассивного растворения и заканчивают импульс непосредственно перед зоной возможного появления контакта.
| Способ размерной электрохимической обработки | 1973 |
|
SU472778A1 |
| Способ размерной электрохимической обработки металлов | 1975 |
|
SU574300A1 |
| Способ электрохимической обработки | 1978 |
|
SU724309A1 |
| US 4767905, 30.08.1988 | |||
| US 5143586, 01.09.1992. | |||

