(5) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU996195A1 |
| Устройство для распалубки в линии для изготовления железобетонных изделий | 1983 |
|
SU1201136A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1977 |
|
SU707800A1 |
| Матричная форма для изготовления кирпичных панелей | 1990 |
|
SU1729752A1 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1980 |
|
SU927501A1 |
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1036546A1 |
| Форма для изготовления железобетонных изделий | 1980 |
|
SU948669A2 |
| Кассетная форма для изготовления железобетонных панелей | 1990 |
|
SU1771974A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1114555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ВЕНТИЛЯЦИОННЫХ БЛОКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182864C2 |

1
Изобретение относится к производству строительных изделий, в частности к производству железобетонных изделий в многоместных формах.
Известна форма-вагонетка для изготовления строительных изделий, содержащая поддон, подвижные продольные и торцовые борта, направляющие для перемещения этих бортов и рычаги, установленные по концам бортов и соединяющие их друг с другом til.
Недостатком этого устройства является то, что в нем можно формовать только одно изделие и процесс их распалубки трудоемок.
Известна также форма для изготовления железобетонных изделий, содержащая поддон с раздвижными бортами, направляющие, размещенные в противоположных бортах формы и установленная в них разделительная перегородка в виде вкладышей, имеющих полости, в которых на осях установлены подъемные петли 2.
Недостатком устройства является то, что в нем нельзя формовать изделия со сложным профилем, например профилем унифицированных изделий единого каталога.
Цель изобретения - расширение технологических возможностей за счет формования изделий сложного профиля.
Поставленная цель достигается тем, что в форме для изготовления железо10бетонных изделий, содержащей поддон с раздвижными бортами, направляющие, размещенные в противоположных бортах формы и установленную в них разделительную перегородку в виде вклады15шей, имеющих полости, в которых на осях установлены подъемные петли, каждый вкладыш снабжен шарнирно закрепленным на нем посредством двуплечего рычага и установленным на
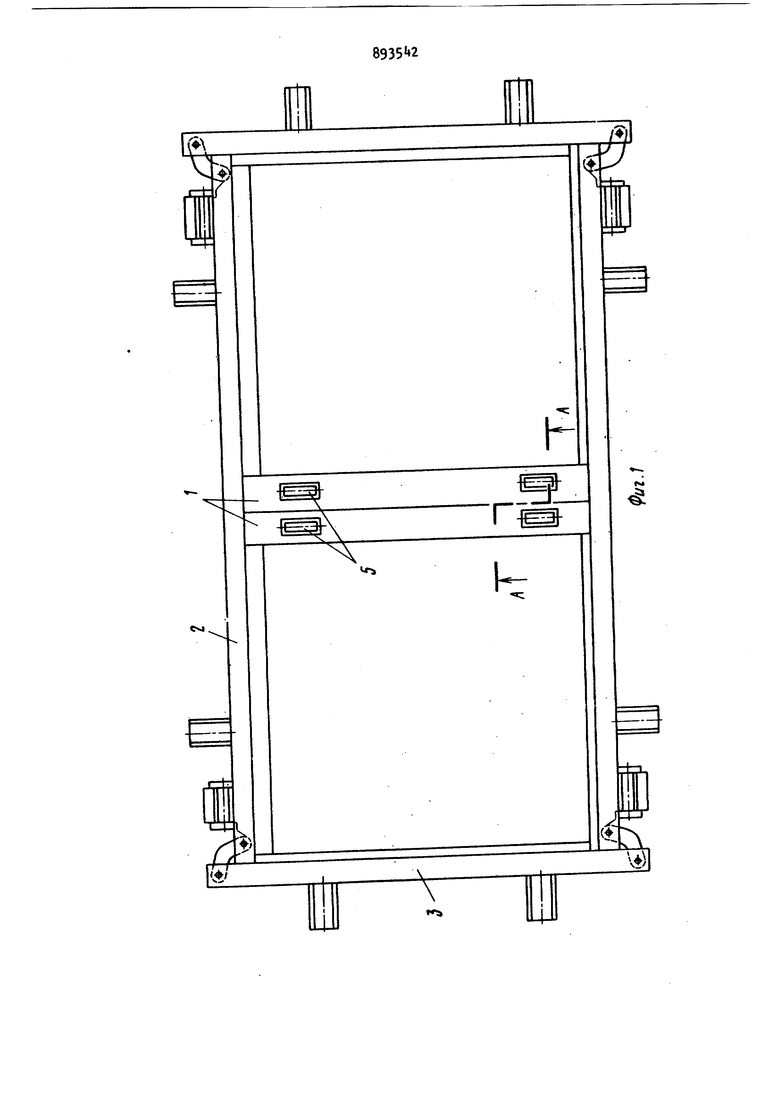
20 поддоне профилеобразователем, а подъемная петля имеет вертикальный паз под ось и скошенную сторону, контактирующую с профилеобразователем, и на оси подъемной петли установлены две пары шарнирно связанных между, собой тяг, при этом одни концы тяг шарнирно прикреплены к вкладышу, а другие концы шарнирно соединены с одним из плеч двуплечего рычага. На фиг. 1 изображеноустройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез БгБ на фиг. 2; на фиг. А - разрез В-В на фиг. 2. Форма содержит поддон 1 с подвижными бортами 2 и 3 направляющие А, размещенные в противоположных бортах 2 и 3 и установленная в них раздели,тельная перегородка в виде вкладышей 5. Каждый вкладыш имеет полость 6,, в которой на оси 7 установлены подъемная петля 8 с вертикальным пазом 9 и две пары тяг 10 и 11, одни концы которых шарнирно при помощи оси 12 соединены с кронштейном 13, закрепле ным на вкладыше 5 а другие - с одни из плеч двуплечего рычага I. Двуплечий рычаг 1 шарнирно посредством оси 15 закреплен на кронштейне 16, установленным на вкладыше 5. На друг плече двуплечего рычага 1Ц прикрепле профилеобразователь 17, установленный на поддоне 1. При этом ось 15 поворота двуплечего рычага 1 лежит на о ной прямой Г-Г (фиг. 2) с выступом профилеобразователя Т7 и может быть смещена от нее в сторону формуемого изделия. Подъемная петля 8 имеет скошенную сторону 18, контактирующую с профиле образователем 17 в рабочем положении Устройство работает следующим образом. Для приведения формы в рабочее положение сводятся борта 2 и 3 и устанавливаются на их наклонных направляющих А вкладыши 5. Заливается бетон, производится уплотнение и термическая обработка. После формования и термообработки производится распалубка. Разводятся борта 2 и 3 перпендикулярно друг другу. Крюк грузоподъемного устройства (не показано) цепляют за подъемную петлю 8 и начинают подъем. При этом петля 8 поднимается, скошенная сторона 18 24 освобождает профилеобразователь 17, ось 7 скользит по вертикальному пазу 9до упора в его стенку. После этого усилие от крюка передается на тяги 10и 11, которые поворачиваясь, передают это усилие на двуплечий рычаг Н. Последний, поворачиваясь вокруг своей оси 15, освобождает закрепленный на его плече профилеобразователь 17 от готового изделия. После этого вкладыш вынимают. Благодаря расположению рси 15 на одной линии Г-Г (или смещенной в сторону изделия) с выступом максимально удаленной точки профилеобразователя 17 (фиг. 2), последний, выходя из изделия, не испытывает трения скольжения и не разрушает его, обеспечирая тем самым сохранность изделия. Формула изобретения Форма для изготовления железобетонных изделий, содержащая поддон с раздвижными бортами, направляющие, размещенные в противоположных бортах формы и установленная в них разделительная перегородка в виде вкладышей, имеющих полости, в которых на осях Остановлены подъемные пetли, отличающаяся тем, что, с целью расширения технологических возможностей за счет формования изделий сложного профиля, каждый вкладыш снабжен ширнирно закрепленным на нем посредством двуплечего рычага и установленным на поддоне профилеобразователем, а подъемная петля имеет вертикальный паз под ось и скошенную сторону, контактирующую с профилеобразователем, и на оси подъемной петли установлены две пары шарнирно связанных между собой тяг, при этом одни концы тяг шарнирно прикреплены к вкладышу, а другие концы - шарнирно соединены с одним из плеч двуплечего рычага. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР f , кл. В 28 В 5/04, 197. 2.Авторское свидетельство СССР № 2361102, кл. В 28 В 7/02, 1977
1 Щ
(1
щ
:t
щу
h
Ц
lA
г
ъ
