Изобретение ртносится к области производства изделий сборного бетона и железобетона.
Известна форма для изготовления железобетонныхiизделий по основнсяУ1у авт.св. № 837873, содержащая поддон С бйртами, закрепленньми на рычагах, соединенных с подпружиненным кулисно-рычажным механизмом, контактирующим при распалубке с упорами основания 13 .
Недостатком этого устройства является недостаточно высокое качество изделий вследствие возможности по, вреждения формы при распалубке.
Целью изобретения является повышение качества изделий за счет ликвидации сколов распалубливаемых поверхностей.
Указанная цель достигается тем, что форма для изготовления железобетонных изделий, содержащая поддон с бортами, закрепленными на рычагах,, соединенных с подпружиненным кулисно-рь чажным механизмом, контактирующим при распалубке с упорами основания, снабжена установленными на поддоне Г-образны1ди двуплечими рычагами, каждый из которых шарнирно соединен одним плечом с рычагом
..борта, а другим - с кулисно-рычажным механизмом.
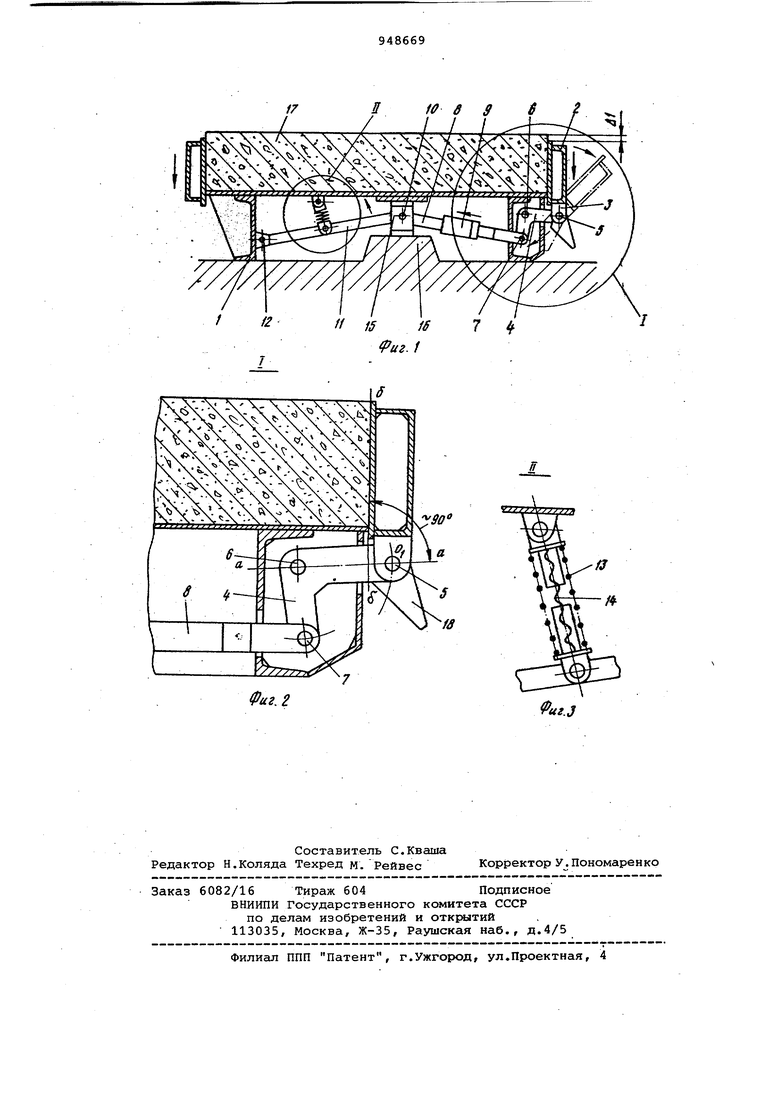
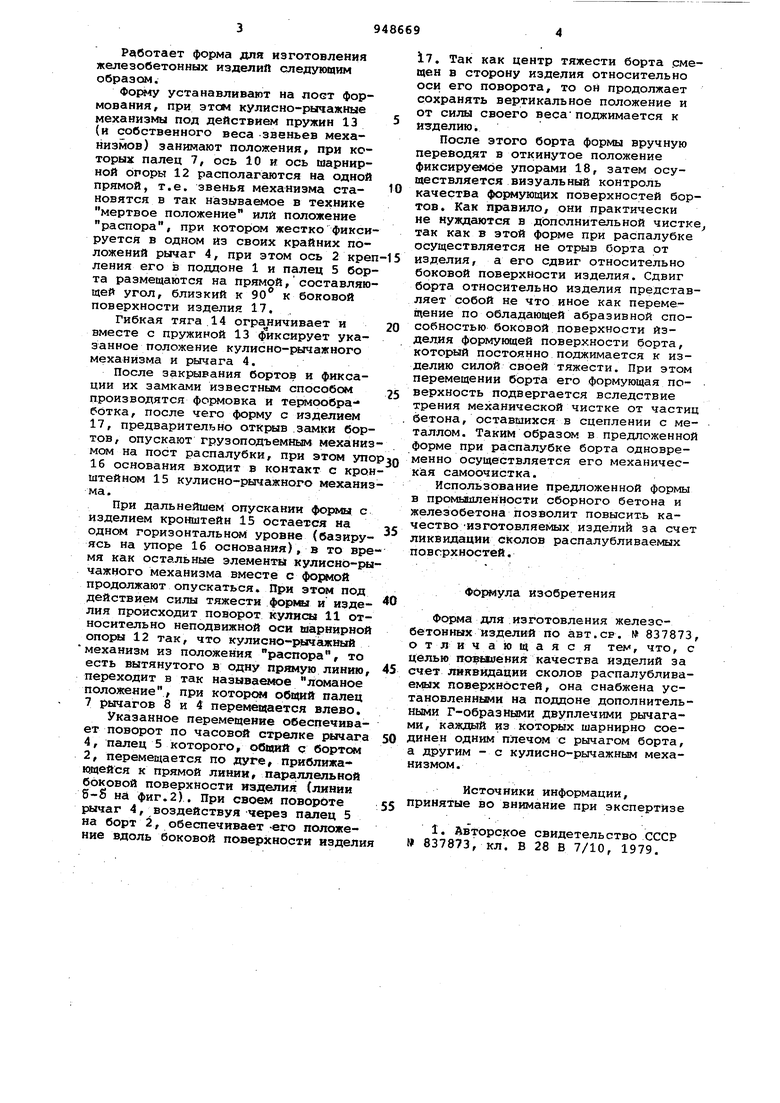
На фиг.1 схематично изображена форма для изготовления железобетонных изделий в разрезе-, на фиг. 2 узел I на фиг,1 в увеличенном масштабе} на фиг.З - узел II на фиг.1 в увеличенном масштабе.
Форма для изготовления железобетонных изделий состоит из поддона 1, откидных бортов 2, закрепленных на рычагах 3, которые шарнирно соединены с одним из плеч дополнительных Г-образных рычагов 4 при помощи пальцев 5. Другое плечо рычага 4, установленного на поддоне 1 на оси б, соединено шарнирно посредством пальца 7 с кулисно-рычажным механизмом, включающим в себя рычаг В с регулировочной муфтой 9, соединенный через ось 10 с кулисой 11, установленной в поддоне на шарнирной опоре 12, поджатой пружиной 13 и соединенной с поддоном ограничительной гибкой тягой 14. На оси 10, соединяющей рычаг 8 и кулису 11 установлен кронште йн 15, взаимодействующий с упором 16, установленным на посту распалубки.
Работает форма для изготовления железобетонных издепиП следующим образом.
Форму устанавливают на поет формования, при этом кулисно-рычажные механизмы под действием пружин 13 {и собственного веса звеньев механизмов) занимают положения, при которых палец 7, ось 10 и ось шарнирной опоры 12 располагаются на одной прямой, т.е. звенья механизма ставозятся в так называемое в технике мертвое положение или положение распора, при KOTOpiOM жестко фиксируется в одном из своих крайних положений рычаг 4, при этом ось 2 креп ления его в поддоне 1 и палец 5 борта размещаются на прямой, составляющей угол, близкий к 90 к боковой поверхности изделия 17.
Гибкая тяга 14 ограничивает и вместе с пружиной 13 фиксирует указанное положение кулисно-рычажного механизма и рычага 4.
После закрывания бортов и фиксации их замками известным способом производятся формовка и термообработка, после чего форму с изделием 17, предварительно открыв замки бортов, опускают грузоподъемным механизмом на пост распалубки, при этом yno 16 основания входит в контакт с кронштейном 15 кулисно-рычажного механизма.
При дальнейшем опускании формы с изделием кронштейн 15 остается на одном горизонтальнсни уровне (базируясь на упоре 16 основания), в то время как остальные элементы кулисно-рычажного механизма вместе с формой продолжают опускаться. При под действием силы тяжести форкв: и издеЛИЯ происходит поворот кулисы 11 относительно неподвижной оси шарнирной ОПОЕМ 12 так, что кулисно-ркычаикный механизм из положения распора, то есть вытянутого в одну прямую линию, переходит в так называемое ломаное положение, при котором общий палец 7 рычагов 8 и 4 перемещается влево.
Указанное перемещение обеспечивает поворот по часовой стрелке рычага 4, палец 5 которого, обпшй с борте 2, перемещается по дуге, приближа ющейся к прямой линии, параллельной боковой поверхности изделия (линии б-о на фиг.2). При своем повороте рычаг 4, воздействуя через палец 5 на борт 2, обеспечивает -его положение вдоль боковой поверхности издели
17. Так как центр тяжести борта смещен в сторону изделия относительно оси его поворота, то он продолжает сохранять вертикальное положение и от силы своего весаподжимается к изделию.
После этого борта формы вручную переводят в откинутое положение фиксируемое упорами 18, затем осуществляется визуальный контроль качества формующих поверхностей бортов. Как правило, они практически не нуждаются в дополнительной чистке так как в этой форме при распалубке осуществляется не отрыв борта от изделия, а его сдвиг относительно боковой поверхности изделия. Сдвиг борта относительно изделия представляет собой не что иное как перемещение по обладающей абразивной способностью боковой поверхности йзделля Формующей поверхности борта, который постоянно поджимается к изделию силой своей тяжести. При этом перемещении борта его формующая поверхность подвергается вследствие трения механической чистке от частиц бетона, оставшихся в сцеплении с металлом. Таким образом в предложенной форме при распалубке борта одновременно осуществляется его механическая самоочистка.
Использование предложенной формы в промБВиленности сборного бетона и железобетона позволит повысить качество Изготовляемых изделий за счет ликвидации сколов распалубливаемых поверхностей.
Формула изобретения
Форма для изготовления железобетонных изделий по авт.СР. № 837873 о т в и ч а ю щ а я с я тем, что, с целью повыиения качества изделий за счет ликвидации сколов распалубливаемых поверхностей, она снабжена установленными на поддоне дополнительными Г-образными двуплечими рычагами, каждый из которых шарнирно соединен одним плечом с рычагом борта, а другим - с кулисно-рычажным механизмом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 837873, кл. В 28 В 7/10, 1979. Фиг. 2 U2.J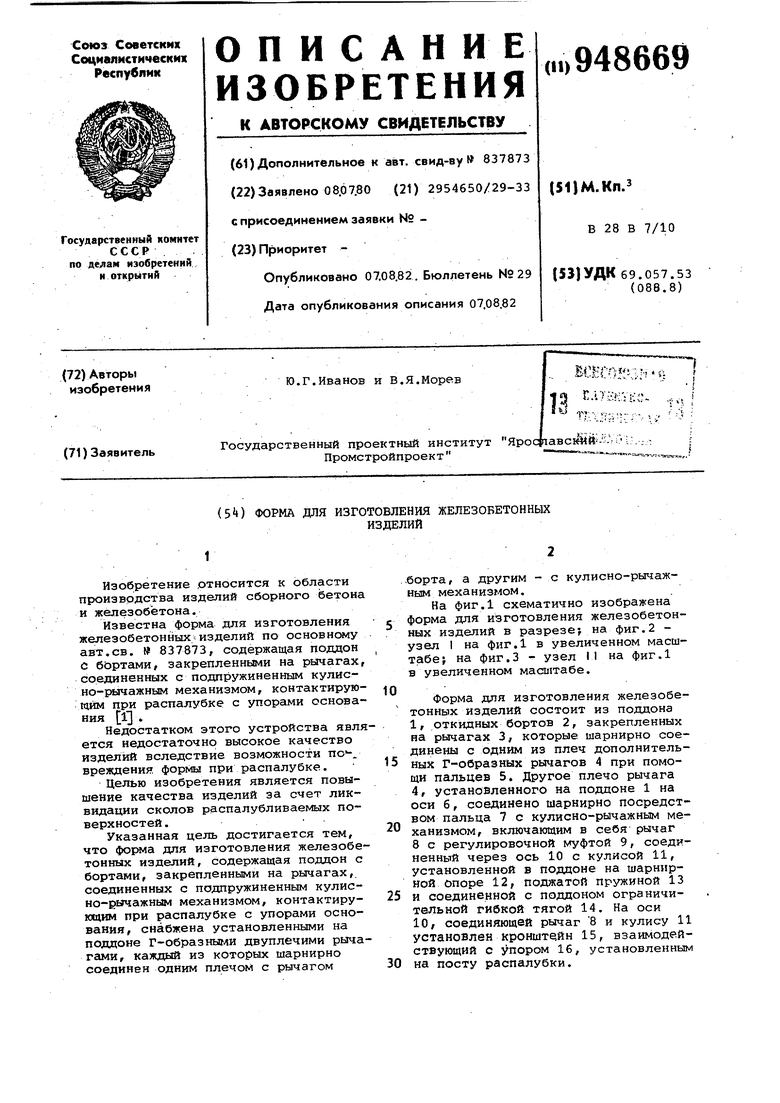
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для распалубки из формы строительных изделий | 1983 |
|
SU1122512A1 |
| Форма для изготовления железобетонных объемных блоков | 1989 |
|
SU1712154A1 |
| Форма для изготовления железобетон-НыХ издЕлий | 1979 |
|
SU837873A1 |
| Форма для изготовления пустотелых изделий из бетонных смесей | 1990 |
|
SU1761493A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1126445A2 |
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1036546A1 |
| Форма для изготовления железобетонныхиздЕлий | 1978 |
|
SU804445A1 |
| Устройство для открывания и закрывания бортов форм | 1980 |
|
SU1016170A1 |
| Бортоснастка для изготовления изделий из бетонных смесей | 1983 |
|
SU1113256A1 |