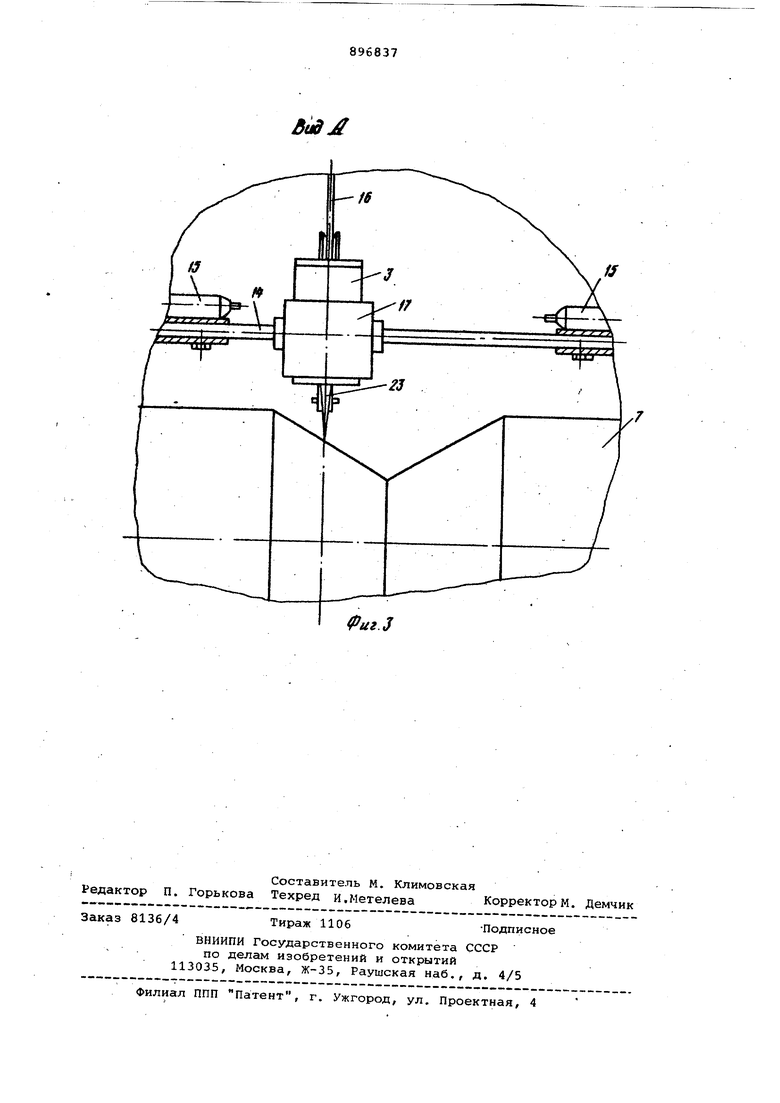
Изобретение относится к области электрических методов обработки металлов и может быть использовано при легировании тел вращения с фасонной образующей, например рабоч элементов валков прокатных и профилегибочных станов, содержащих голов ку электродвигателя, механизм для перемещения головки электрододержателя вдоль оси вращения детали и источник импульсного тока. Головка электрододержателя содер жит катушку электромагнита и подвиж ный сердечник, установленный внутри нее, связанный с электродом. Механизм для перемещения электро да состоит из электродвигателя с приводом и винтовой пары, которая .обеспечивает возвратно-поступательное движение гоЛовки электрододержат ля а рабочей поверхности детали. Благодаря одновременному вращени детали и синхронному движению голов ки электродвигателя вдоль оси детал с ша:гом, равным диаметру электрода, осуществляется легирование всей рабочей поверхности детали. Однако с помощью Данного устройства можно осуществлять легирование только деталей простой цилиндрической формы, так как электрод с голов кой электрододержателя может переме щаться только вдоль образующей цилиндра. Известно также устройство для электроискровой обработки, содержащее головку электрододержателя, установленную на каретке, механизм перемещения каретки, состоящий из двух электродвигателей с приводами и винтовыми ларс1ми, и источник иктульсного тока. Этим обеспечивается перемещение каретки с головкой электрододержате по Обрабатываемой поверхности детал сложной конфигурации благодаря возможности ее движения в двух взаимно перпендикулярных направлениях. Однако использование для этого двух двигателей с передаточными механизмами, обеспечивающими такое пе ремещение электрода, значительно усложняет конструкцию установки. Цель изобретения - упрощение конструкции устройства при обработк калибров прокатных валков. Поставленная цель достигается тем, что устройство для электроискровой обработки деталей содержит головку электрододержателя, установ ленную на каретке с возможностью ее принудительного горизонтального пер мещения и перемещения перпендикуляр но оси .вращения детали в направляющей втулке под действием собственного веса и снабженную упором, кото рый расположен в одной плоскости с электродом и взаимодействует с обра батываемой поверхностью. Снабжение головки электрододержателя упором, взаимодейс±вующим с , обрабатываемой поверхностью, способствует тому, что электрод, установленный в головке электрододержателя с возможностью перемещения перпендикулярно поверхности обрабатываемой детали, копирует калибр валка, обеспечивая таким образом обработку детали необходимой конфигурации. Таким образом, упор способствует перемещению электрЬда по сложной поверхности детали и может обеспечить перемещение электрода по плос- : кости калибра с углом между обрабатываемой поверхностью и горизонтальной осью валка до 75. На фиг. 1 показано устройство для электроискровой обработки, общий вид; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - вид А фиг. 2. Устройство -для электроискровой обработки (см. фиг. 1) содержит станину 1, на которой крепится кронштейн 2 с головкой электрододержателя з; в станине 1 установлены рабочие валки. Нижний валок 4 (см. фиг. 2) на шпонке 5 насажен на вал 6. Верхний валок 7 на шпонке 8 насажен на вал 9. Валки приводятся во вращение с помощью привода от электродвигателя, который на рисунке не указан. Головка электрододержателя 3 (см. фиг. 1) установлена на каретке 10, которая жестко связана со штоком 11 поршня 12 гидроцилиндра 13, и может перемещаться вдоль оси вращения валка по направляющим 14. Интервал движения головки в одном направлении устанавливается при помощи передвижных конечных выключателей 15, которые передают сигнал на клапаны системы гидропривода, чем обеспечивается реверс перемещения поршня 12 гидроцилиндра 13, а с ним головки электрододержателя 3. Головка электрододержателя 3 одержит катушку электромагнита и одвижный полый сердечник, установенный внутри нее. В полый сердечник электрододержателя устанавливается электрод 16, заимодействующий с поверхностью брабатываемого валка 7. Головка электрододержателя 3 может еремещаться под действием собственого веса по направляющей втулке 17 аретки 10 вдоль оси электрода 16, ля уменьшения давления веса электроа на поверхность валка установлен ротивовес 18. Электрод 16 подключается к аноду сточника 19 питания. Катод источниа питания посредством токопровода 20 и медно-графитового стержня 21, одпружиненного пружиной 22, связан торцам вала 9. Поскольку вращающийся вал 9 и насаженный на него валок 7 не изолированы друг от друга, то они находятся под одним потенциалом. Соленоид головки электрододержателя 3 включен в цепь технологического тока, чем обеспечивается регулирование искрового промежутка. Во время электроискрового процесса величина тока соленоида будет определяться величиной зазора между электроде и обрабатываемым валком. При увеличении зазора уменьшается ток в цепи соленоида, уменьшается и втягивакхцее усилие и сердечник под действием собственного веса переместится вниз до упора электрода в деТсшь. При уменьшении зазора или коротком замыкании электрода ток в питающей цепи и соленоиде увеличивается, и втягивающее усилие заставит сердечник подниматься до тех пор, пока не восстановится необходимый зазор между валком 7 и электро дом 16. Головка электрододержателя снабже на упором 23, расположенным вместе С электродом в плоскости, перпендикулярной оси вращения детали. Таким образом, головка электрододержателя 3 опирается с помощью упора 23 на обрабатываемую поверхность валка 7. Предлагаемое устройство работает следуюигим образом. Валки приводятся во вращение. В зазор между валками подается полоса предназиаченная для профилирования. Вктаочен источник 19 импульсного тока. Для определенности положим, что головка электрододержателя 3 находи ся, в крайнем правом положении. Коне выключатели 15 установлены по
Л-Л
1
ширине калибра обрабатываемого вгш- : ка, С правого выключателя 15 передается сигнал на золотник в систему гидропривода, и жидкость закачивается в правую камеру гидроцилиндра; 13. Следовательно, поршень 12 иач нает передвигаться влево.Вместе с ним перемещается каретка 10 с головкой электрододержателя 3 и упором 23. Упор, скользя по ксшибру валка, фиксирует все изменения поверхностен. Поскольку упор 23 и электрод 16 расположены в одной плоскости, то электрод перемещается точно по поверхности калибра валка. Таким образом, установка головки электрододержателя 3 с возможностью перемещения в каретке 10 перпендикулярно оси вращения валка и наличие упора 23, который расположен в одной плоскости с электродом 16, позволяет вести электроискровую обработку поверхности деталей, имеющих сложную i конфигурацию. По достижении крайнего левого положения срабатывает левый .выключатель 15, и движение ПОЕШНЯ 12 повторяется в обратном направлении. Данное устройство для электроискровой обработки калибров прокат- : ных валков, в котором система рабочий валок и упор выполняет роль , копирующего устройства поверхности валка, позволяет обрабатывать поверхность вращения сложной конфигурации без использования дополнительного привода, что упрощает существующие конструкции устройства. В результате использования устройства достигается хорошее качество трущихся поверхностей вращения любых конфигурация.
иг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЭЛЕКТРОДНАЯ ОСНАСТКА С НЕЗАВИСИМОЙ ПОДВЕСКОЙ ЭЛЕКТРОДОВ И ИНЕРЦИОННЫМ ВИБРОВОЗБУДИТЕЛЕМ | 2013 |
|
RU2545983C2 |
| Устройство для электроискрового легирования | 1979 |
|
SU870046A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Многоэлектродный инструмент для электроискрового легирования | 1985 |
|
SU1255330A1 |
| Устройство для электроискровоголЕгиРОВАНия | 1979 |
|
SU835696A1 |
| ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2527108C2 |
| Ультразвуковое устройство для электроэрозионного нанесения покрытий | 1985 |
|
SU1291370A1 |
| Устройство для электроэрозионного легирования | 1987 |
|
SU1731491A1 |
| Устройство для электроискрового легирования | 2018 |
|
RU2703216C2 |
| Устройство для подачи проволочного электрода-инструмента | 1977 |
|
SU737185A1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ тел вращения с фасонной образующей, содержащее головку с электрододержателем, установленную на каретке с возможностью перемещения вдоль образующей детали отличающ-ееся тем, что с целью упрощения конструкции, головка установлена с возможностью радиального относительно детали перемещения и снабжена расположенным вблизи электрода-инструмента упором, предназначенным для взаимодействия с поверхйостью обрабатываемой детгши, причем упор и электрод-инструмент расположены в плоскости, перпендикулярной оси обрабатываемой детали. W с эо со о: 00 со 
