без пайки- их медью заключается в том, что пластинки закрепляются в пазу, имеющем на одной стороне рифление.
Описываемый ниже способ крепления режущих плагтинок в державках токарных резцов заключается в том, что державка с профрезерованным в Heii пазол нагревается до температуры 600-700, затем в паз вставляется п/;а:т:;нка и державка ву.е.те с ней ох.таждается. Такое ivpenneHnc пластинки обеспечивает прочное обжатис ее в газах державки.
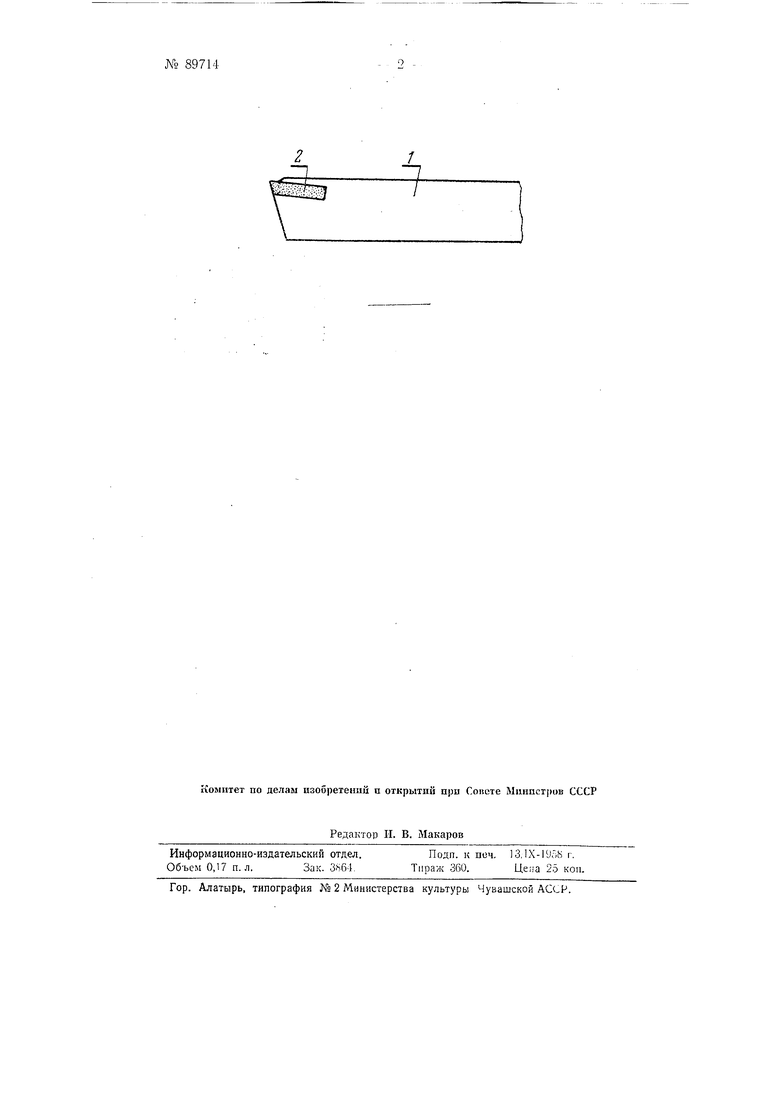
На чертеже показан вид резца .
В дерисавке 1 профрезеровывается :;аз для в i-iero режуП1ей л.-астиики под требуемым углом. Ширина паза делается меньnie толщины пластинки на 0,05- ( мм. Державка нагревается до температуры 600-700 благодаря чему щирипа паза в державке увеличивается. В паз нагретой державки вставляется режущая пластинка 2, а затем державка вмеете с пластинкой охлаждается. После оллаждеиия пластинка в пазу державк прочно обж.имается.
Предмет изобретения
СиоСОб к 1еплсн 1я реж}щих пластинок в державках, о т л и ч а ющ и п с я тем, что, с пелью исключения процесса пластины к державке, П ) .нагрев дермчавки, в профрезерова.нныГ| паз которой производится посадка режуще пластинки с последуюплим ох.чалчдением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной резец для скоростного резания металлов | 1950 |
|
SU93443A1 |
| Резец для скоростного резания металлов | 1947 |
|
SU71455A1 |
| Отрезной резец с припаянной твердосплавной пластиной для резания преимущественно цинковых сплавов | 1957 |
|
SU115736A1 |
| Бесперемычное сверло | 1948 |
|
SU85723A1 |
| Прибор для определения скорости резания, подачи и т.п. при сверлении металлов | 1928 |
|
SU12791A1 |
| Способ закрепления режущего элемента | 1980 |
|
SU1009623A1 |
| Калориметр для определения тепла, уходящего в обрабатываемую деталь в процессе резания металлов | 1950 |
|
SU93669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1994 |
|
RU2096128C1 |
| РЕЗЕЦ | 1995 |
|
RU2087266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2105637C1 |