Изобретение относится к изготовлению режущих инструментов, в частности, к изготовлению составного твердосплавного инструмента методом литья.
Известен способ изготовления составных резцов с твердосплавными режущими пластинками [1] Способ включает очистку поверхности режущей пластинки от окислов, нанесение на них слоя защитного покрытия и припоя, установку упомянутой пластинки в литейную форму, нагрев их в восстановительной среде и заливку в литейную форму сплава. Нагрев режущей пластинки осуществляют до T 800 1100oC с одновременной продувкой литейной формы продуктами диссоциации аммиака. В качестве защитного покрытия используют слой цианистой меди, а в качестве припоя используют сплавы на медно-никелевой основе с температурой плавления 1200 1300oC.
Недостатком способ является низкое качество отливок из-за возможного поверхностного окисления твердосплавной пластинки, так как температура прокалки форм значительно превышает температуру плавления цианистой меди.
Большая разница в коэффициентах линейного расширения приводит к возникновению внутренних, напряжений между твердым сплавом, припоем и державкой.
Недостатком способ является также токсичность процесса покрытия цианистой медью и связанное с ним требование тщательного соблюдения безопасных условий труба работающего.
Кроме того, указанный способ имеет высокую трудоемкость, связанную со сложностью подготовки твердосплавной пластинки перед заливкой путем введения восстановительных газовых смесей при предварительном нагреве с целью исключения защитного покрытия.
Известен способ изготовления режущего инструмента по [2] позволяющий изготовить режущий инструмент более высокого качества.
Способ включает нанесение на контактирующую с державкой поверхность твердосплавной пластинки титано-кобальтовой группы слой сплава вольфрамо-кобальтовой группы электроискровым способом, установку твердосплавной пластинки в литейную форму, прогрев их в восстановительной среде и заливку расплава. Отсутствие припоя, обладающего коэффициентом линейного расширения в 3 раза превышающим близкие по значениям коэффициенты линейного расширения твердосплавной пластинки и державки, обуславливает уменьшение трещинообразования в пластинках.
Недостатком способа является низкое качество отливок из-за неуправляемости выгорания модельной массы в литейной форме во время прокалки.
При недостатке CO + CO2 происходит окисление пластинки, а при избытке сажистый углерод осаждается на поверхности пластинок, что препятствует процессу диффузии.
Кроме того, избыток сажистого углерода приводит к хрупкости в месте контакта из-за образования карбидов.
Недостатком способа являются низкие механические свойства державки, обусловленные свободной заливкой расплава.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления биметаллического режущего инструмента по а.с. N 1546205 кл. B 22 D 19/06 [3). Способ включает очистку поверхности твердосплавной пластинки от окислов, нанесение на нее защитного прикрытия и припоя, установку пластинки в литейную форму, нагрев ее с литейной формой в восстановительной атмосфере, заливку литейной формы расплавом, охлаждение и извлечение отливки.
Нагрев по этому способу ведут двухстадийно, на первой стадии до 540 - 670oC в течение 35 40 мин, а на второй до 700 780oC в течение 15 - 20 мин, причем на второй стадии нагрев ведут в атмосфере продуктов горения с коэффициентом расхода воздуха 1,01 1,05, охлаждение осуществляют воздухом, а через 6 45 с после окончания заливки литейную форму дополнительно подвергают вибрационной обработке.
Недостатком способ является ненадежность соединения резца с материалом державки из-за наличия припоя, имеющего значительную разницу в коэффициентах линейного расширения с материалом твердосплавной пластинки и державки.
При такой технологии способа возможно разрушение формы, во-первых, при вибрационной обработке во время заливки, во-вторых при обдувке воздухом из-за неравномерности охлаждения и возникновения термических напряжений.
Кроме того, вибрационная обработка и дозированная подача воздуха и газа значительно усложняют технологический процесс.
Задачей изобретения является повышение качества соединения режущих пластинок с материалом державки.
Поставленная задача достигается тем, что в способе изготовления биметаллического режущего инструмента, включающем очистку поверхности твердосплавной пластинки от окислов, установку пластинки в керамическую форму, нагрев ее вместе с пластинкой в восстановительной атмосфере, заливку керамической формы расплавом с механическим воздействием на него во время кристаллизации, охлаждение и извлечение отливки, согласно изобретению, нагрев керамической формы в восстановительной атмосфере ведут при T 800 900oC в течение 1 1,5 ч, после чего керамическую форму охлаждают до комнатной температуры, заформовывают в контейнер и нагревают с контейнером до T 400 - 500oC; заливку керамической формы расплавом и его кристаллизацию ведут под давлением 0,3 0,5 МПа при температуре начала кристаллизации с последующим поддержанием указанного давления до конца кристаллизации.
Такой способ позволяет качественно изменить процессы, происходящие в месте соединения пластинки и материала державки. За счет увеличения площади контакта пластинки с расплавом и увеличения угла смачиваемости расплав глубоко проникает в поры твердосплавной пластинки и происходит по сути процесс диффузионной сварки.
Такой процесс обеспечивает прочное монолитное соединение твердосплавной пластинки и материала державки, а также прочную мелкозернистую структуру материала державки.
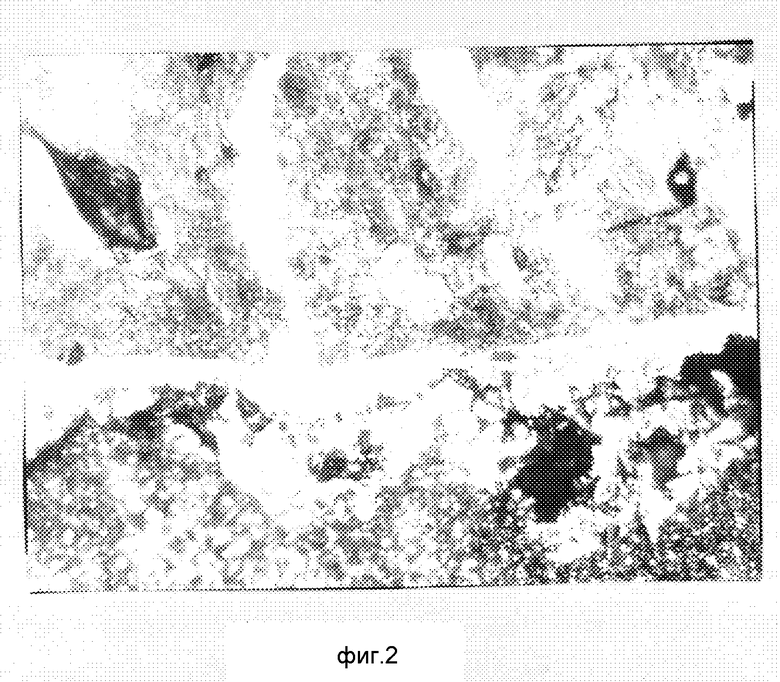
На фиг. 1 и фиг. 2 представлены фотографии микрошлифа в месте соединения твердосплавной пластинки с державкой при различном увеличении.
Способ реализуется следующим образом.
Окисную пленку на твердосплавных пластинках разрушают по контактирующей с державкой поверхности механическим путем. Обработанные таким образом пластинки припаиваются к модели державки резцов, изготавливаемой запрессовкой модельной массы из парафино-стеариновой смеси в специальные пресс-формы ручным или механическим шприцем. Готовые модели с припаянными пластинками подсоединяются к стояку. Модельный комплект погружается в ванну с огнеупорным покрытием, представляющим смесь гидролизованного раствора этилсиликата с маршалитом, имеющего консистенцию жидкой сметаны. После извлечения из ванны комплект обсыпают кварцевым песком в псевдокипящем слое, непрерывно поворачивая в процессе обсыпки. Количество слоев покрытия от 5 до 7. Модельный состав выплавляется в расплаве того же модельного состава при температуре 130oC. После выплавления оболочковая форма помещается в металлическую опоку, на дне которой засыпан слой песка толщиной 40 50 мм. Далее производят засыпку карбюризатора в количестве 2 oC 3% от суммарного веса оболочковой формы равномерным слоем по периметру опоки ближе к стенке опоки. Затем закрывают крышкой опоку и замазывают щели песчано-жидкостекольной смесью. После этого опока устанавливается в печь и прокаливается при температуре 800 900oC в течение 1 oC 1,5 ч в восстановительной атмосфере, создаваемой карбюризатором. Образующийся при этом углекислый газ и окись углерода предохраняют твердосплавные пластинки от окисления. Затем опоку вместе с керамической формой охлаждают до комнатной температуры. Далее керамическую форму заформовывают в заливочный контейнер, верх горловины заделывают песчано-жидкостекольной смесью и нагревают вместе с контейнером до T 400 - 500oC. Нагрев керамической формы с контейнером проводят для предотвращения термоудара тведосплавной пластинки во время заливки. После нагрева керамической формы с контейнером производят ее заливку расплавом стали или чугуна на установке для литья с кристаллизацией под давлением. Заливку и кристаллизацию расплава ведут под давлением 0,3 0,5 МПа при температуре начала кристаллизации расплава с последующим поддержанием указанного давления до конца кристаллизации. Затем контейнер снимают с установки, охлаждают до комнатной температуры, выбивают керамическую форму из контейнера, освобождают стояк с резцами из керамики и отрезают резцы от стояка.
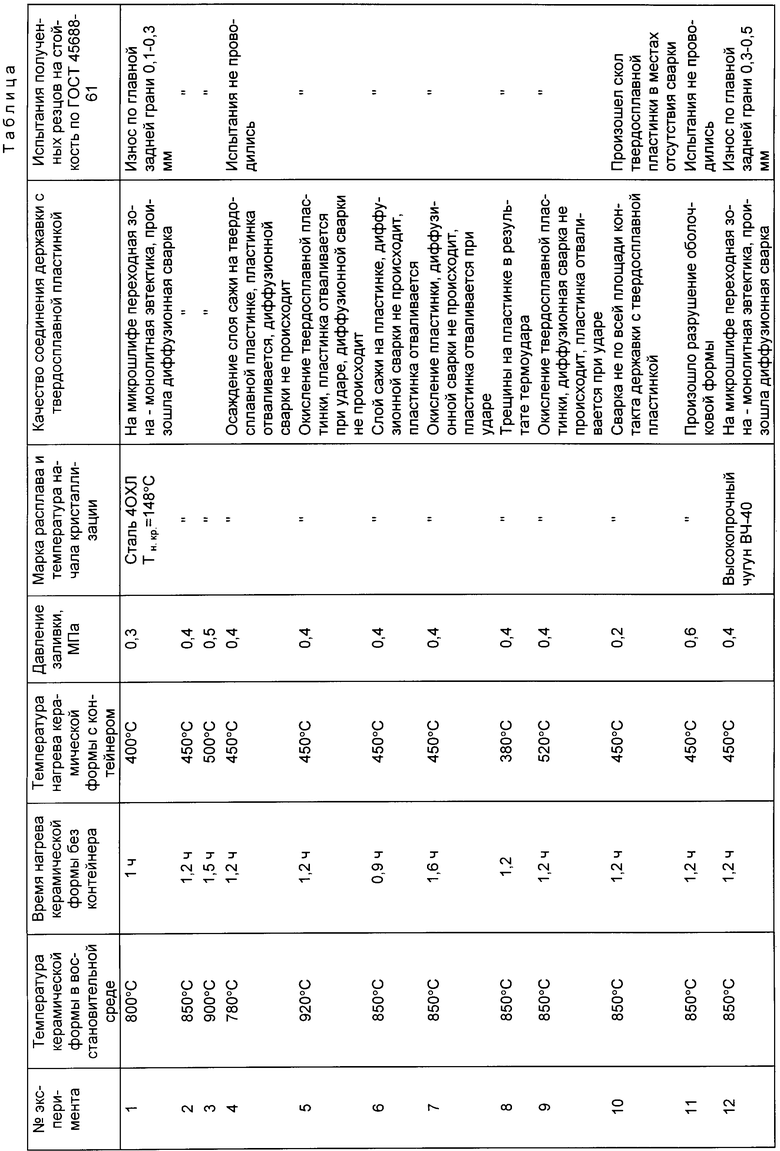
В таблице приведены результаты экспериментов осуществления способа, обосновывающие выбор пределов температур, времени, нагрева и добавления заливки, а также качество соединения твердосплавной пластинки и державки. Качество соединения термосплавной пластинки с державкой определялось по микрошлифам с помощью микроскопа, а для режима N 3 таблицы были сделаны фотографии, на которых четко видна переходная диффузионная зона, показывающая высокое качество сварки.
Кроме того, высокое качество соединения режущей пластинки с державкой показали испытания на стойкость в жестком режиме резания согласно требованиям ГОСТа 456.88-61. При этом износ на задней грани резца не превышал 0,1 0,3 мм по стали и 0,3 0,5 мм для чугуна. Отрыва пластинки от тела резца не наблюдалось.
Таким образом, предлагаемый способ позволяет получить высококачественный режущий инструмент, имеющий как прочное монолитное соединение твердосплавной пластинки и державки, так и прочную мелкозернистую структуру материала державки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2105637C1 |
| Способ изготовления биметаллического режущего инструметна | 1975 |
|
SU565775A1 |
| Суспензия для форм в литье по выплавляемым моделям | 1984 |
|
SU1253707A1 |
| Способ изготовления биметаллического режущего инструмента | 1987 |
|
SU1546205A1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1992 |
|
RU2041025C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1990 |
|
RU1755484C |
| СПОСОБ СОЕДИНЕНИЯ ТВЕРДОГО СПЛАВА С ЛИТОЙ ОСНОВОЙ ИНСТРУМЕНТА | 2001 |
|
RU2202441C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА С ЛИТОЙ ОСНОВОЙ | 2004 |
|
RU2279946C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
Изобретение относится к изготовлению режущих инструментов, в частности, к изготовлению составного твердосплавного инструмента методом литья. Сущность изобретения. Предложенный способ изготовления биметаллического режущего инструмента, включает очистку поверхности твердосплавной пластины от окислов, установку пластины в керамическую литейную форму, нагрев ее вместе с пластиной в восстановительной атмосфере, заливку керамической формы расплавом с механическим воздействием на него во время кристаллизации, охлаждение и извлечение отливки, причем нагрев керамической формы в воспламенительной атмосфере ведут при температуре 800 - 900oC в течение 1 - 1,5 час, после чего керамическую форму охлаждают до комнатной температуры, заформовывают ее в контейнер и нагревают с контейнером до 400 - 500oC, а заливку керамической формы расплавом и его кристаллизацию ведут под давлением 0,3 - 0,5 МПа при температуре начала кристаллизации с последующим поддержанием указанного давления до конца кристаллизации. 1 табл., 1 ил.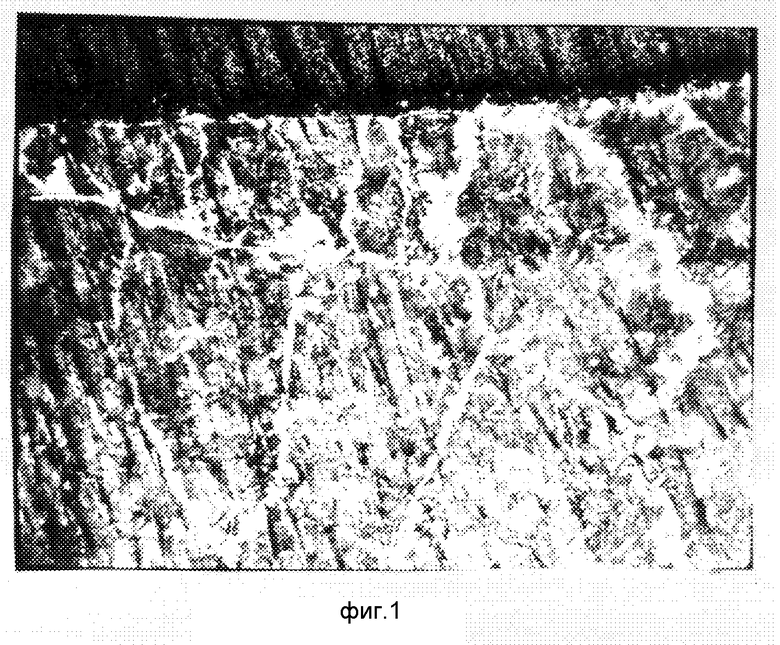
Способ изготовления биметаллического режущего инструмента, включающий очистку поверхности твердосплавной пластины от окислов, установку пластины в керамическую литейную форму, нагрев ее вместе с пластиной в восстановительной атмосфере, заливку керамической формы расплавом с механическим воздействием на него во время кристаллизации, охлаждение и извлечение отливки, отличающийся тем, что нагрев керамической формы в восстановительной атмосфере ведут при 800 900oС в течение 1,0 1,5 ч, после чего керамическую форму охлаждают до комнатной температуры, заформовывают ее в контейнер и нагревают с контейнером до 400 500oС, а заливку керамической формы расплавом и его кристаллизацию ведут под давлением 0,3 0,5 МПа при температуре начала кристаллизации с последующим поддержанием указанного давления до конца кристаллизации.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления биметаллического режущего инструметна | 1975 |
|
SU565775A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 761135, кл.B 22D 19/06, 1980 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления биметаллического режущего инструмента | 1987 |
|
SU1546205A1 |

