(З) СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЛИ ПОКРЫТИЙ
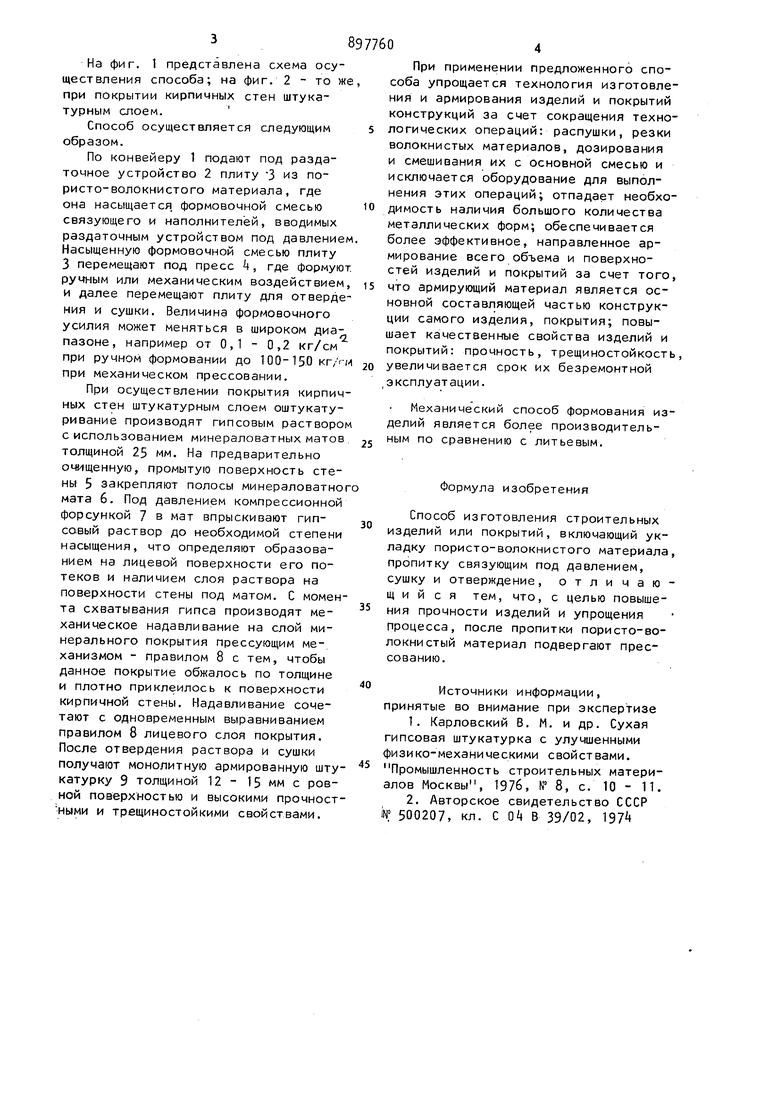
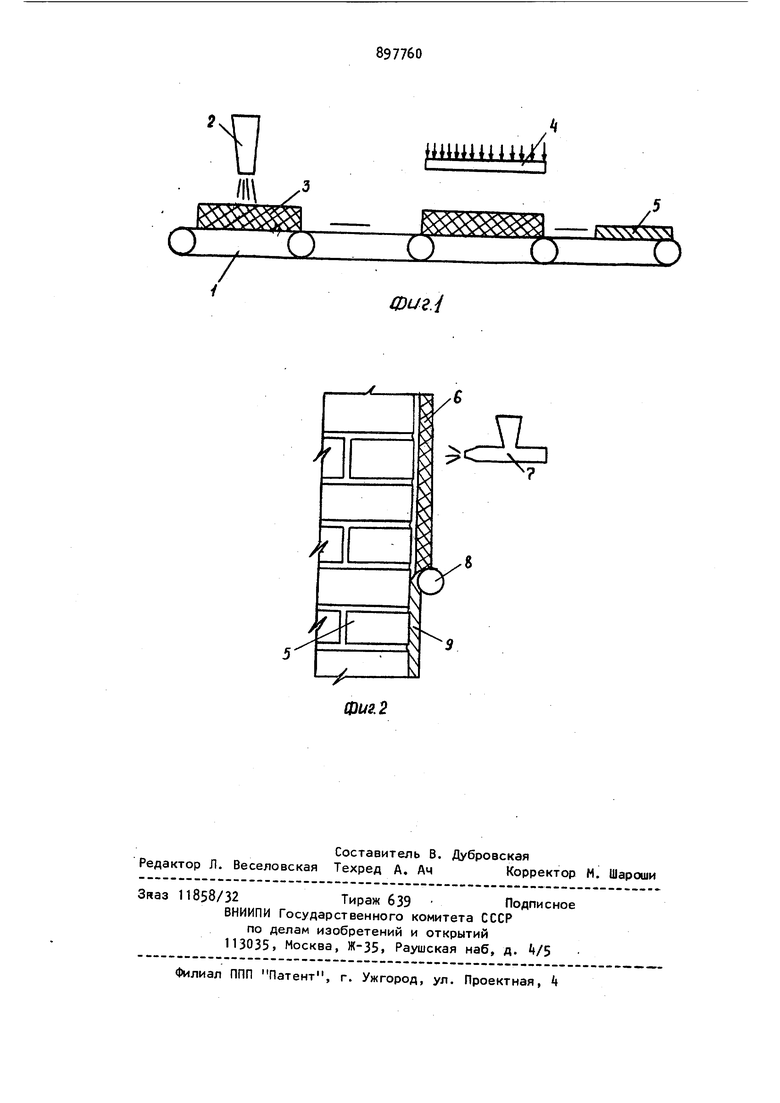
ЙзоЬретение относится к строительному производству, в частности к изготовлению строительных изделий и по крытий конструкций зданий, например, плит, панелей, полов, штукатурки, профильных элементов. Известен способ изготовления изделий и покрытий конструкций зданий с применением пористо-волокнистых материалов, при котором пористо-воло нистый материал, например стекловоло но, вводится в гипсовую композицию в виде рубленых волокон 1 J. Недостатком способа является его высокая трудоемкость, так как требуется выполнение многих операций по распушке и резке волокнистого материала, дозирование его и смешивание с основной композицией формовочной смеси. Полученные изделия имеют недо статочные качественные свойства в связи с хаотичным и неоднородным распределением армирующих волокнисты частиц по объему изделий, что приводит к образов анию трещин в изделиях. Наиболее близким к предложенному, по технической сущности и достигаемо му результату является способ изготовления строительных изделий или nor крытий, включающий укладку пористоволо.книстого материала, пропитку связующим под давлением, сушку и отверж дение Г2Т. Недостатком способа является невысокая прочность получаемых изделий и сложность процесса. Цель изобретения - повышение проч- ности изделий и упрощение процесса. Эта цель достигается тем, что согласно способу изготовления строительных изделий или покрытий, включающему укладку пористо-волокнистого материала, пропитку связующим под давлением, сушку и отверждение, после пропитки пористо-волокнистый материал подвергают пресссЛанию. , На фиг. 1 представлена схема осуществления способа; на фиг. 2 - то ж при покрытии кирпичных стен штукатурным слоем. Способ осуществляется следующим образом. По конвейеру 1 подают под раздаточное устройство 2 плиту 3 из пористо-волокнистого материала, где она насыщается, формовочной смесью связующего и наполнителей, вводимых раздаточным устройством под давление Насыщенную формовочной смесью плиту 3 перемещают под пресс k, где формую ручным или механическим воздействием и далее перемещают плиту для отверде ния и сушки. Величина формовочного усилия может меняться В широком диаот 0,1 - 0,2 кг/см пазоне, например при ручном формовании до 100-150кгАпри механическом прессовании. При осуществлении покрытия кирпич ных стен штукатурным слоем оштукатуривание производят гипсовым растворо с использованием минераловатных матов толщиной 25 мм. На предварительно очищенную, промытую поверхность стены 5 закрепляют полосы минераловатно мата 6. Под давлением компрессионной форсункой 7 в мат впрыскивают гипсовый раствор до необходимой степени насыщения, что определяют образованием на лицевой поверхности его потеков и наличием слоя раствора на поверхности стены под матом. С момен та схватывания гипса производят механическое надавливание на слой минерального покрытия прессующим механизмом - правилом 8 с тем, чтобы данное покрытие обжалось по толщине и плотно приклеилось к поверхности кирпичной стены. Надавливание сочетают с одновременным выравниванием правилом 8 лицевого слоя покрытия. После отвердения раствора и сушки получают монолитную армированную шту катурку 9 толщиной 12 - 15 мм с ровной поверхностью и высокими прочност ными и трещиностойкими свойствами. 4 При применении предложенного способа упрощается технология изготовления и армирования изделий и покрытий конструкций за счет сокращения технологических операций: распушки, резки волокнистых материалов, дозирования и смешивания их с основной смесью и исключается оборудование для выполнения этих операций; отпадает необходимость наличия большого количества металлических форм; обеспечивается более эффективное, направленное армирование всего объема и поверхностей изделий и покрытий за счет того, что армирующий материал является основной составляющей частью конструкции самого изделия, покрытия; повышает качественные свойства изделий и покрытий: прочность, трещиностойкость, увеличивается срок их безремонтной эксплуатации. Механический способ формования изделий является более производительным по сравнению с литьевым. Формула изобретения Способ изготовления строительных изделий или покрытий, включающий укладку пористо-волокнистого материала, пропитку связующим под давлением, сушку и отверждение, отличающийся тем, что, с целью повышения прочности изделий и упрощения Процесса, после пропитки пористо-волокнистый материал подвергают прессованию. Источники информации, принятые во внимание при экспертизе 1.Карловский В. М. и др. Сухая гипсовая штукатурка с улучшенными физико-механическими свойствами. Промышленность строительных материалов Москвы, 1976, № 8, с. 10 - 11. 2.Авторское свидетельство СССР iff 500207, кл. С В 39/02, 197
/
JL
X
