I
Изобретение относится к технологии получения неразъемных соединений и может быть использовано для склеивания деталей с соединяемыми эквидистантными замкнутыми поверхностями, например для склеивания щсяиндрических деталей типа труб, внахлест, а также в случаях, где затруднено приложение контактного давления.
Известны способы соединения таких деталей при помощи завальцовки, применешш дополнительной арматуры и импульсного магнитного поля и разделкой в ус 1.
Эти способы не обеспечивают высокого качества соединения деталей. Они требуют трудоемкой предварительной подготовки склеиваемых элементов или используют сложное оборудование.
Кроме того соединения, получаемые этими способами, негерметичны и имеют недостаточную механическую прочность.
Наиболее близким к предлагаемому является способ склеивания деталей, согласно которому На одной из соединяемых поверхностей формируют клеевую прослойку, нанося на
нее слой полимерного клеевого , например, эпоксидного или фенол-каучукового, обеспечивают контакт соединяемых поверхностей и отверждают клей при нагревания под давлением {2.
Способ позволяет получать соеданения более высокого качества. За счет применения полимерного клеевого состава возрастает герметичность соединения , повышается прочность ею на сдвиг.
10
Этот способ имеет ряд недостатков, в частности значительное количество яепроклеев, образую1дахся при малейших нарушениях тех иологического регламента, например, недостаточности контактного давления при склеивании
15 деталей с эквидистантнымуг замкнутыми поверхностями.
Цель изобретения - повышение прочности склеивания деталей с эквидистантными замкнутыми поверхностями.
20
Цель достигается тем, что в способе склеивания деталей путем нанесения на их поверхность эпоксидного или фенол-каучукового клея, контактирования поверхностей и нагреваЭ89
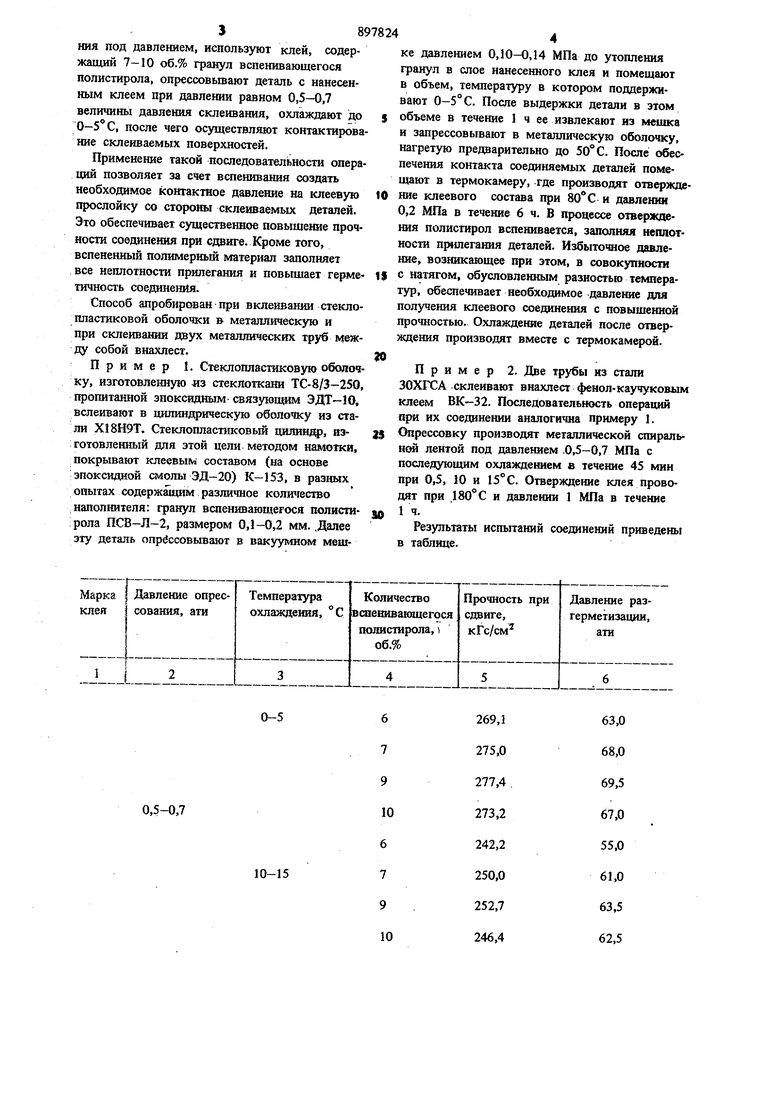
ния под давлением, используют клей, содержащий 7-10 об.% гранул вспенивающегося полистирола, опрессовывают деталь с нанесенным клеем при давлении равном 0,5-0,7 величины давления склеивания, охлаждают до О-5° С, после чего осуществляют контактирование склеиваемых поверхностей.
Применение такой последовательности операций позволяет за счет вспенивания создать необходимое контактное давление на клеевую прослойку со стороны склеиваемых деталей. Это обеспечивает существенное повышение прочности соединения при сдайте. Кроме того, вспененный полимерный материал заполняет все неплотности прилегания и повьпиает герметичность соединения.
Способ апробирован при вклеивании стеклопластиковой оболочки в металлическую и при склеива1ши дззук металлических труб между собой внахлест.
Пример 1. Стеклопластиковую оболочку, изготовленную лз стеклоткани ТС-8/3-250, пропитанной эпоксидным связующим , вслеивагот в цилиндрическую оболочку из стали Х}8Н9Т. Стеклопластиковый щшии, азготовленный для этой цели методом намотки, покрывают клеевым составом (на основе эпоксидной Ойолы ЭД-20) К-153, в раз1{ых опытах содержащим различное колшгество наполнителя: фанул вспенивающегося полистирола ПСВ-Л-2, размером 0,1-0,2 мм. .Далее эгу деталь опрйссовьгаают в вакуумном мешке давлением 0,10-0,14 МПа до утопления гранул в слое нанесенного клея и помещают в объем, температуру в котором поддерживают О-5° С. После выдержки детали в этом объеме в течение 1 ч ее извлекают из мешка и запрессовывают в металлическую оболочку, нагретую предварительно до 50° С. После обеспечения контакта соединяемых деталей помещают в термокамеру, где производят oтвq ждeпие клеевого состава при 80° С и давлении 0,2 МПа в течение 6 ч. В процессе отвержде1ШЯ полистирол вспенивается, заполняя непяотности прилегания деталей. Избыточное давление, возникающее при этом, в совокупности с натягом, обусловленньпм разностью температур, обеспечивает необходимое давление дня получения клеевого соединения с повышенной прочностью. Охлаждение деталей после отверждешш производят вместе с термокамерой.
Пример 2. Две трубы из стали ЗОХГСА склеивают внахлест фенол-каучуковым клеем ВК-32. Последовательность операций при их соеданении аналогична примеру 1. (прессовку производят металлической спиральной лентой под давлением .0,5-0,7 МПа с последующим охлаждением в течение 45 мин при 0,5, 10 и 15°С. Отверждение клея проводят при 180° С и давлении 1 МПа в течение 1 ч.
Результаты испытаний соединений приведены в таблице.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ склеивания деталей | 1982 |
|
SU1067021A1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ИЗ СТЕКЛОПЛАСТИКА ВНАХЛЕСТ | 2013 |
|
RU2522000C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ИЗ СТЕКЛОПЛАСТИКА ВНАХЛЕСТ | 2012 |
|
RU2481370C1 |
| КОНСТРУКЦИОННЫЙ КЛЕЙ И ЕГО ПРИМЕНЕНИЕ ДЛЯ СКЛЕИВАНИЯ | 2012 |
|
RU2592274C2 |
| Клеевая композиция для полимерных композиционных материалов | 2020 |
|
RU2756173C1 |
| СПОСОБ СКЛЕИВАНИЯ АКТИВИРОВАННОЙ ФТОРОПЛАСТОВОЙ ПЛЕНКИ С МЕТАЛЛОМ | 2016 |
|
RU2665540C2 |
| ДВУХКОМПОНЕНТНЫЙ КОНСТРУКЦИОННЫЙ КЛЕЙ | 2018 |
|
RU2750708C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2003 |
|
RU2247136C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ АНТЕННОГО ОБТЕКАТЕЛЯ | 2010 |
|
RU2433512C1 |
| Способ наклеивания внахлестлиСТОВыХ пОлиМЕРНыХ МАТЕРиАлОВ | 1978 |
|
SU808512A1 |
0-5
0,5-0,7
10-15
63,0 68,0 69,5 67,0 55,0 61,0 63,5 62,5
Анализ полученных экспериментальных данных, с учетом того, что скленьаине контрольных образцов, т.е. без наполнителя, включало опрессовку и охлахздение, позволяет сделать вывод о том, что введение в клеевой состав малого или избыточного количества вспенивающегося наполнителя ведет к снижению качества соединения за счет ослабляющего действия его и сохранения структурных дефектов клеевого шва. Введение же наполнителя в пределах 7-10% по объему позволяет создать монолитную клеевую прослойку, которая компенсирует некоторое снижение когезионной прочности самого состава за счет улучщеПродолжение таблицы
ния адгезионного контакта соеданяемых аоверхностей. В этом случае прочж сть |фя спббяге повышается на 17-23%, а давление разгерметизации возраста ет почти на 30%.
Формула изобретения
Способ склеивания деталей путем нанесения на поверхность эпоксндиого или фенол-каучукового клея, контактирования поверхностей и нагревания под давлением, отличающийся тем, что, с целью повышения прочности склеившшя деталей с эквихшстаит7 8978248
ными замкнутыми поверхностями, нспольэу-Источники информашт,
ют клей, содержащий 7-10 о6.% гранул вспе-принятые во внимание при экспертизе
HHBarontefocfl полнспфола, спрессовывают де-1. Авторское свидетельство СССР 645843,
таль с нанесенным клеем при давлении рав-кл. В 29 С 27/00, 1977.
ном 0,5-0,7 ВЕЛИЧИНЫ давления склеивания,s 2. Сб. Клен и герметики. Под ред. Кардаохлаждают до 0-5°С, после чего осуществляютшова Д. А., М., Химня, 1978, с. 68 (проконтаклфованяе склеиваемых поверхностей.тотил).
