Изобретение относится к газопламенной обработке металлов и может быть использовано в различных областях техники для обработки отверстий малого диаметра, кромок, узких щелей и изделий со сложной формой поверхности.
Известен способ газопламенной обработки материалов [1] высокотемпературной сфокусированной газовой струей, являющейся продуктом сгорания горючего и окислителя, например водорода и кислорода, причем способ позволяет регулировать состав газовой смеси. Указанный способ применяется для резки, пайки и сварки металлов. Газопламенный нагрев передает тепло с поверхности материала вглубь материала только путем теплопроводности, что является ограничением по толщине нагретого материала и снижает эффективность использования указанного способа.
Известен способ кислородной резки стальных заготовок [2], в котором для увеличения диапазона разрезаемых толщин при повышении качества реза сначала одновременно нагревают пламенем разрезаемый участок по линии реза, а затем подают в зону реза поочередно струи кислорода через сопла, расположенные последовательно вдоль линии реза на расстоянии не менее одного и не более трех размеров диаметра сопла. Способ позволяет увеличить скорость резания в два раза по сравнению с традиционной резкой и повысить качество реза путем предварительного подогрева зоны реза. Указанный способ является недостаточно эффективным за счет того, что предварительный нагрев линии реза пламенем, как и газопламенный нагрев, производится с поверхности материала, а передача тепла вглубь материала происходит только путем теплопроводности.
Прототипом настоящего изобретения является способ газопламенной обработки с использованием индуктора для предварительного подогрева металла в установке для газовой резки под водой [3]. Индукционный нагрев металла позволяет выделить значительное количество тепла в заданном объеме материала, что повышает производительность последующей газопламенной резки. Недостатком способа по прототипу является неэффективное использование индукционного нагрева, при котором индуктор подогревает достаточно большой объем охлажденного на глубине металла, что снижает степень нагрева непосредственно зоны реза.
В связи с указанными техническими и технологическими недостатками использования способа газопламенной обработки по прототипу существует задача создания более эффективного способа газопламенной обработки материалов.
Поставленная задача решается авторами следующим образом.
В известном способе газопламенной обработки материалов, включающем подачу высокотемпературной газовой струи на необходимом расстоянии и под необходимым углом через сопло газовой горелки в зону обработки и индукционную обработку материала, индукционную обработку осуществляют в виде дополнительного локального нагрева зоны обработки токами высокой частоты, располагая индуктор на необходимом расстоянии от обрабатываемой поверхности материала для выделения тепла внутри материала на заданной глубине, при этом высокотемпературную газовую струю из сопла газовой горелки подают в зону действия индуктора, причем локальный индукционный нагрев используют до газопламенной обработки, после или в течение всего цикла газопламенной обработки, а обработку материала осуществляют с возможностью перемещения сопла газовой горелки и индуктора или обрабатываемого материала.
Технический результат от применения предлагаемого способа состоит в повышении эффективности газопламенной обработки по сравнению с прототипом. Это происходит потому, что благодаря индукционной обработке одновременно прогреваются большие объемы материала на необходимую глубину, а благодаря газопламенной обработке сфокусированное тепло вводится в заданные точки в зоне обработки на поверхности материала. В результате предлагаемый способ позволяет реализовать новые технологии, например обработку материалов со сложной формой поверхности.
К техническому преимуществу предлагаемого изобретения относится возможность автоподжига струи газа, подаваемого из сопла горелки, в зону действия работающего индуктора. При достижении определенной температуры поверхности газовая смесь воспламеняется.
Сущность изобретения поясняется чертежом, на котором схематически изображено: 1 - сопло газовой горелки; 2 - струя высокотемпературной газовой смеси; 3 - обрабатываемый материал; 4 - индуктор для высокочастотного нагрева.
Сущность предлагаемого изобретения состоит в следующем.
Сопло газовой горелки 1, через которое подается струя высокотемпературной газовой смеси 2, размещается на необходимом расстоянии и под необходимым углом к поверхности обрабатываемого материала 3. Индуктор для высокочастотного нагрева 4 также устанавливается на необходимом расстоянии от обрабатываемого материала. Конструкция индуктора определяет конфигурацию области индукционного нагрева, а его рабочая частота - глубину прогреваемого слоя материала. Для совместного перемещения сопла и индуктора относительно поверхности материала производится конструктивное их объединение, но при этом сохраняется индивидуальная подвижность как сопла, так и индуктора. После окончания позиционирования материала, индуктора и сопла газовой горелки включается питание высокочастотной и газопламенной установки (не показаны). Ток в индукторе возбуждает электромагнитное поле высокой частоты в зоне действия индуктора, энергия которого прогревает материал в зоне обработки на заданную глубину, а из сопла газовой горелки подается в зону обработки высокотемпературная газовая смесь. Попадая на нагретую индуктором поверхность материала, газовая смесь зажигается, но существует возможность и традиционного поджига. Нагрев материала индукционным способом равномерен по всему слою выделения тепла, а газопламенный нагрев позволяет добавить и сконцентрировать тепло в заданных точках, например при обработке отверстий, кромок, щелей, а также при точечной пайке или обработке стыков для сварки. В зависимости от заданной технологии обработки локальный индукционный нагрев используется до газопламенной обработки, после или в течение всего цикла газопламенной обработки.
ПРИМЕР РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Производили раскрой резанием стального листа толщиной 5 мм. При этом использовали электролизную установку "Лига-31" [4]. По паспортным данным установка "Лига-31" осуществляет резку черных и цветных металлов толщиной до 3 мм. Для нагрева зоны реза указанного стального листа использовали индуктор петлевого типа, который запитывали от высокочастотного транзисторного генератора мощностью 10 кВт и частотой 66 кГц [5]. Индуктор и сопло газовой горелки установки "Лига-31" разместили над стальным листом таким образом, чтобы высокотемпературная газовая струя попадала в зону реза на поверхности листа сквозь петлю индуктора. Затем включили обе установки. При достижении температуры поверхности листа около 400 градусов Цельсия зажегся газовый факел. Производили резку листа путем перемещения стального листа относительно индуктора с работающей горелкой. В результате благодаря использованию постоянного дополнительного локального индукционного нагрева листа в зоне газопламенной обработки был разрезан лист 5 мм с хорошим качеством реза. При этом отмечен низкий уровень выброса в атмосферу продуктов окисления и испарения.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. В.М. Корж, С.Л. Дыхно. Обработка металлов водородно-кислородным пламенем. - Киев: Техника, 1985.
2. SU 1830319 А1, В 23 К 7/00, 1993 г.
3. SU 1465215 А1, В 23 К 7/00, 1989 г. - прототип.
4. Патент РФ 2073594. БИ 5, 1997 г.
5. Свидетельство РФ на полезную модель 12756. Бюл. 3, 1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОЧАСТОТНЫЙ ТРАНСФОРМАТОР | 1999 |
|
RU2164717C2 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ЛЕНТЫ | 2000 |
|
RU2187214C2 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2002 |
|
RU2215595C1 |
| ТЕПЛООБМЕННИК | 2016 |
|
RU2640263C1 |
| СПОСОБ НАНЕСЕНИЯ ГОРЯЧЕГО АНТИКОРРОЗИЙНОГО МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ - ЦИНКОВОГО НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ - ТРУБЫ (ВАРИАНТЫ) | 2005 |
|
RU2283892C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТВЕРДЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2100520C1 |
| СПОСОБ ОЧИСТКИ ОТРАБОТАВШИХ ГАЗОВ, В ЧАСТНОСТИ, ДИЗЕЛЬНОГО ДВИГАТЕЛЯ И ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212546C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1994 |
|
RU2073594C1 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ШПИЛЕК | 2020 |
|
RU2762210C1 |
Изобретение относится к газопламенной обработке металлов и может быть использовано в различных областях техники для обработки отверстий малого диаметра, кромок, узких щелей и изделий со сложной формой поверхности. Способ газопламенной обработки материалов включает подачу высокотемпературной газовой струи на необходимом расстоянии и под необходимым углом через сопло газовой горелки в зону обработки и индукционную обработку материала, где индукционную обработку осуществляют в виде дополнительного локального нагрева зоны обработки токами высокой частоты, располагая индуктор на необходимом расстоянии от обрабатываемой поверхности материала для выделения тепла внутри материала на заданной глубине, при этом высокотемпературную газовую струю из сопла газовой горелки подают в зону действия индуктора, причем локальный индукционный нагрев используют до газопламенной обработки, после или в течение всего цикла газопламенной обработки, а обработку материала осуществляют с возможностью перемещения сопла газовой горелки и индуктора или обрабатываемого материала. Данный способ обеспечивает возможность резки черных и цветных металлов толщиной 5 мм и более. При этом отмечен низкий уровень выброса в атмосферу продуктов окисления и испарения. 1 ил.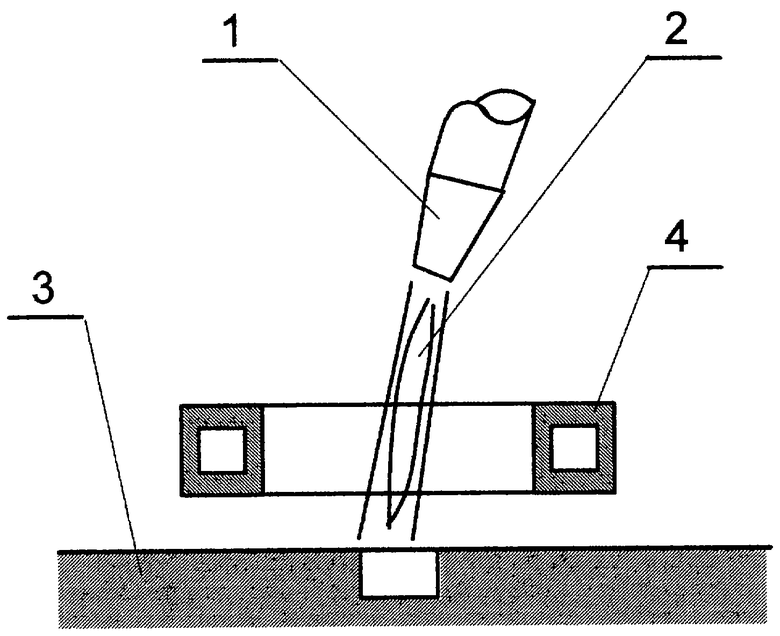
Способ газопламенной обработки материалов, включающий подачу высокотемпературной газовой струи на необходимом расстоянии и под необходимым углом через сопло газовой горелки в зону обработки и индукционную обработку материала, отличающийся тем, что индукционную обработку осуществляют в виде дополнительного локального нагрева зоны обработки токами высокой частоты, располагая индуктор на необходимом расстоянии от обрабатываемой поверхности материала для выделения тепла внутри материала на заданной глубине, при этом высокотемпературную газовую струю из сопла газовой горелки подают в зону действия индуктора, причем локальный индукционный нагрев используют до газопламенной обработки, после или в течение всего цикла газопламенной обработки, а обработку материала осуществляют с возможностью перемещения сопла газовой горелки и индуктора или обрабатываемого материала.
| Установка для резки металлов под водой | 1987 |
|
SU1465215A1 |
| Способ кислородной резки стальных заготовок | 1990 |
|
SU1830319A1 |
| СПОСОБ ГАЗОПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2128106C1 |
| Способ газовой резки двумя резаками | 1949 |
|
SU80847A1 |

