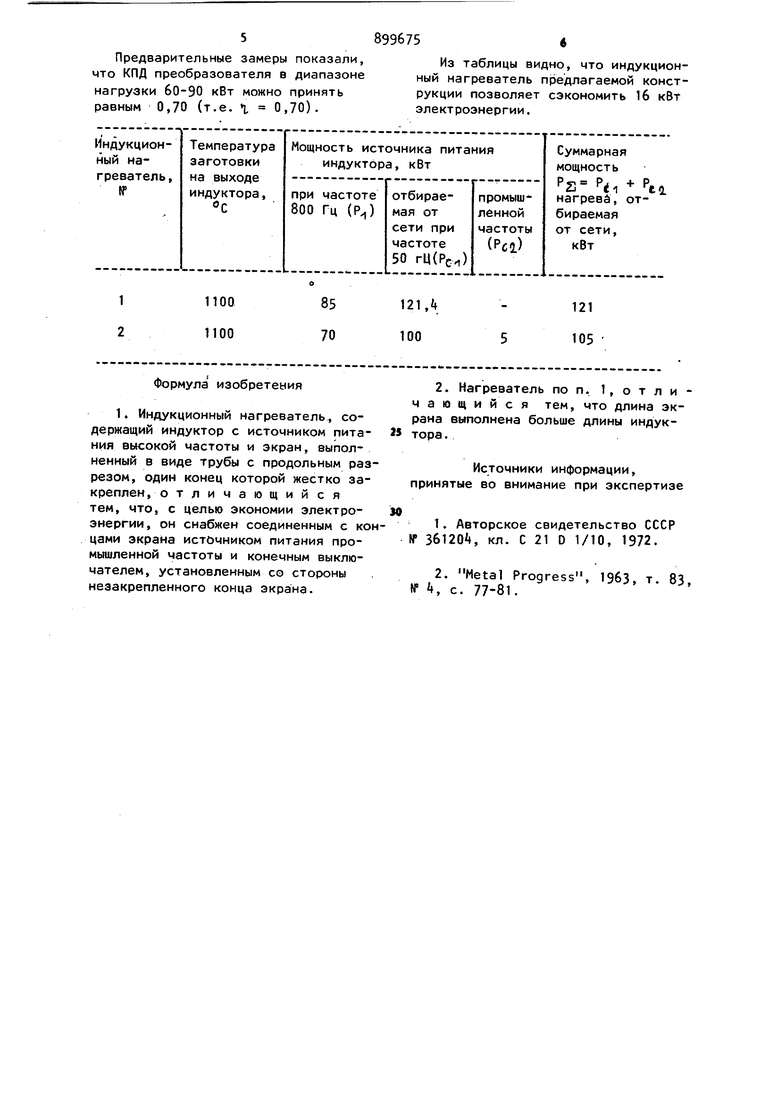
Изобретение относится к области индукционного нагрева изделий, и в частности для нагрева заготовок под обработку давлением. Известен индукционный нагреватель содержащий индуктор и экран в виде разрезной трубы, толщина стенки которой меньше, чем глубина проникновения тока в.материал экрана 1. Недостатком нагревателя является повышенное значение тепловых потерь связанное с передачей тепла от заготовок в экран. Наиболее близким к изобретению является индукционный нагреватель, состоящий из индуктора и экрана в ви де разрезной трубы с толщиной стенки больше, чем глубина проникновения тока в материал экрана, благодаря чему заготовка получает дополнительное тепло от разогретого магнитным полем экрана 2. Недостатком данного индукционного нагревателя является уменьшение элек рического КПД, связанное с потерями высо9сочастотной энергии, идущей на разогрев экрана. Цель изобретения - экономия электроэнергии при нагреве изделий. Поставленная .цель достигается тем, что индукционный нагреватель, содержащий индуктор с источником питания высокой частоты и экран, выполненный в виде трубы с продольным разрезом, один конец которой закреплен, снабжен соединенным с концами экрана источником питания промышленной частвты и конечным выключателем, установленным со стороны незакрепленного конца экрана, при этом длина экрана выполнена больше длины индуктора. На фиг. 1 изображен индукционный нагреватель; на фиг. 2 - разрез А-А на фиг. 1. Индукционный нагреватель содержит индуктор 1, подключенный через свои контакты 2 к источнику 3 питания высокой частоты. В индукторе 1 нахо389дится экран k, выполненный в виде тр бы с продольным разрезом из жаропроч ного материала, один конец которого жестко закреплен. Экран может служит лотком для продвижения нагреваемых заготовок. С целью снижения потерь .высокрчастотной энергии толщина стен ки трубы должна быть меньше глубины проникновения тока в материал экрана Экран k окружен футеровкой 5 и снабжен контактами 6 и 7 для подключения его к источнику 8 питания промышленной частоты. Один из контактов выпол нен неподвижным. Для избежания короб ления экрана .из-за увеличения линейных размеров в процессе его разогрева другой незакрепленный контакт 7 в полнен подвижным и связанным с механизмом 9 линейной компенсации. Стабилизация температуры разогрева экрана осуществляется размещением со стороны незакрепленного конца экрана конечного выключателя 10, контакты которого связаны с цепями подачи напряжения от источника 8 питания промышленной частоты на экран. Меняя по ложение конечного выключателя 10 вдол оси, совпадающей с направлением линейного расширения экрана, можно регулировать температуру разогрева экр на. При нагреве заготовок под обработ ку давлением длина экрана может быть больше длины индуктора. Тогда проходящие по нему заготовки подогреваются еще до попадания их в индуктор. Индукционный нагреватель работает следующим образом. От источника 8 питания промышленной частоты на экран подается напря жение. Под воздействием протекающего по экрану тока он разогревается и, удлиняясь, соприкасается с конечным выключателем 10, контакт которого отключает напряжение от экрана. Включением и отключением напряжения источника питания высокой частоты осуществляется стабилизация температуры разогрева экрана. После достижения экраном требуемой температуры разогрева от источника k питания повышенной частоты на индуктор 1 подается высокочастотное напряжение и одновременно осуществляется подача заготовок через экран в индуктор. Заготовки в процессе нагрева нагреваются как от электромагнитного поля индуктора, так и от поля экрана. Были проведены испытания по сравнению технико-экономических показателей известного и предлагаемого решений. Испытания проводились на индукторе, подключенном к преобразователю частоты типа ВПФ-,00-8000 (100 кВт, 8000 Гц) установки И32-100/8,0 при различных параметрах экрана. Параметры индуктора: внутренний диаметр 80 мм, длина индуктора 560 мм, число витков 32,5, внутренний диаметр футеровки 50 мм. Через индуктор пропускались заготовки диаметром 25 мм и длиной 53 мм из стали с темпом выдачи нагретой заготовки k с. Испытаны были две конструкции индукционных нагревателей: 1.Конструкция № 1 - индуктор с экраном, выполненным в виде двух коаксиальных труб с разрезами, сваренными в местах разреза..Наружный диаметр одной трубы 5 мм, толщина k мм. Наружный диаметр другой (вставленной во внутрь первой) 36 мм, толщина 3 мм. Длина труб 600 мм, материал 12Х18Н10Т.. 2.Конструкция № 2 - индуктор с экраном в виде трубы с разрезом с наружным диаметром Зб мм, длиной 600 мм и толщиной 2 мм. Экран подключался ко вторичной обмотке трансформатора сварочной машины МТП-200-1, питание которого осуществлялось от сети 50 Гц. Температура разогрева экрана устанавливалась 800°С. Все схемы испытывались при. напряжении индуктора, равном 650 В. ПрИ этом замерялась мощность индукционных нагревателей и температура заготовки на выходе из индуктора при помощи оптического пирометра типа ВИМП-015М. Данные испытаний приведены в таблице. Мощность источника питания индуктора, отбираемая от сети (Р, ), определялась, как отношение Р, -Pl С / где Р - мощность источника питания индуктора по частоте 8000 Гц (замерялась киловаттметром D 30, находящимся на пульте возбуждения установки И32-100/8,0); 1, - КПД преобразователя.
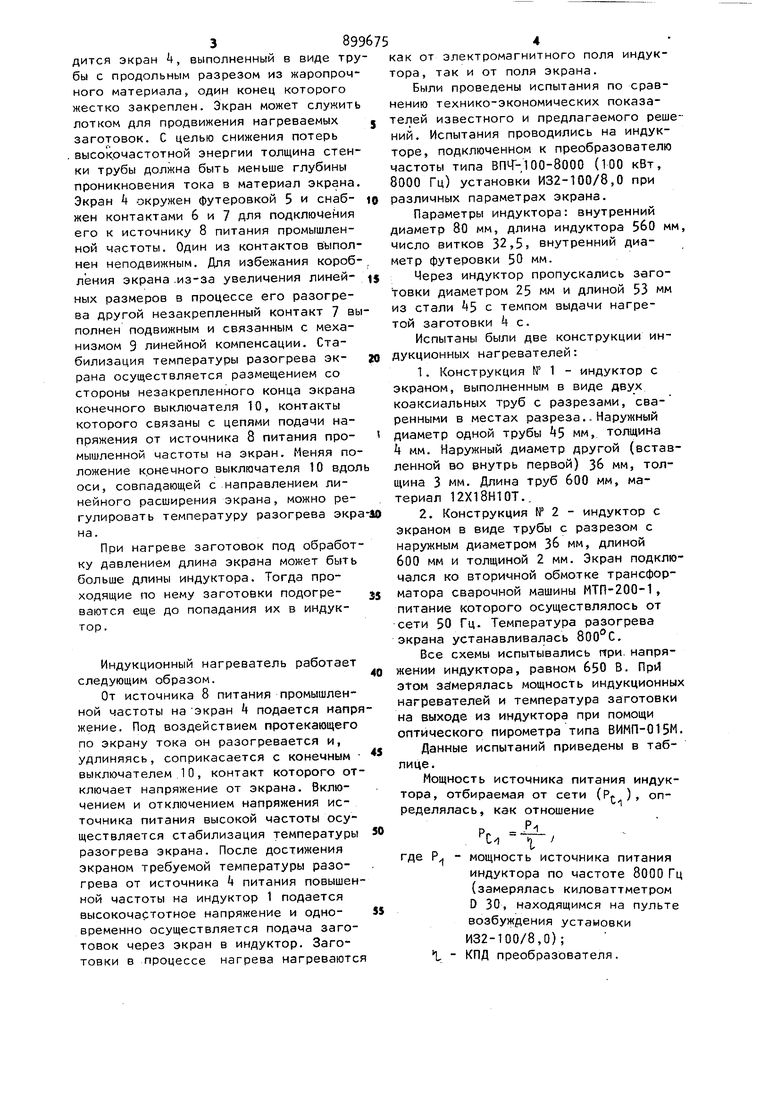
Предварительные замеры показали, что КПД преобразователя в диапазоне нагрузки 60-90 кВт можно принять равным 0,70 (т.е. L )Из таблицы видно, что индукционный нагреватель предлагаемой конструкции позволяет сэкономить 16 кВт электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С ИНДУКЦИОННЫМ НАГРЕВОМ И С ВЫСОКОЙ СТЕПЕНЬЮ ДЕФОРМАЦИИ | 2018 |
|
RU2690869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (a+b)- ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2690262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751067C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β) - ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С ВЫСОКОЙ СКОРОСТЬЮ И СТЕПЕНЬЮ ДЕФОРМАЦИИ | 2018 |
|
RU2690263C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С КОНТРОЛЕМ ПОЛЯ ДОПУСКА ТЕМПЕРАТУРЫ ДЕФОРМАЦИИ | 2018 |
|
RU2691815C1 |
| Способ индукционного нагрева ферромагнитных заготовок в методической многопозиционной установке | 1980 |
|
SU1021026A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751070C2 |
| Способ изготовления проволоки из (α+β)-титанового сплава для аддитивной технологии | 2018 |
|
RU2751066C2 |
Формула изобретения
Источники информации, принятые во внимание при экспертизе
10
-
Фиг, 2
