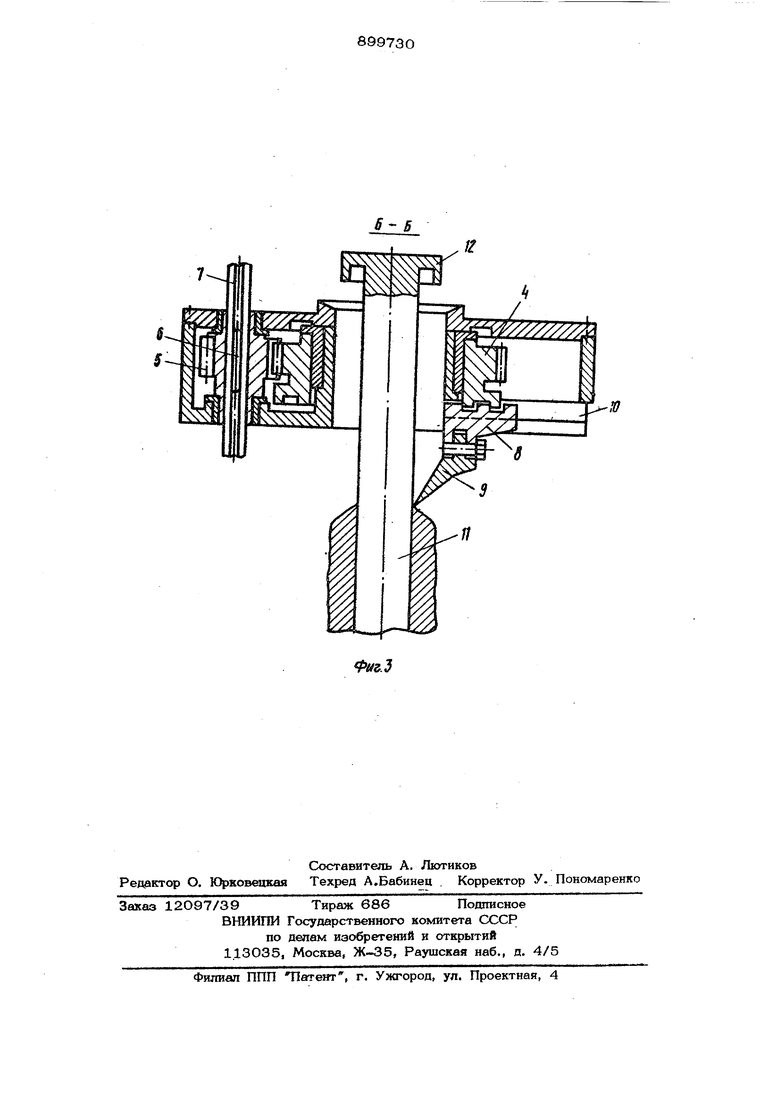
Изобретение относится к металлургии, к оборудованию для электролитического Получения тугоплавких металлов, в частности к устройствам для снятия электролитического осадка с катода. Известно устройство для очистки осад ка с катода, в котором ножи выполнены в виде отдельных элементов, сдвинутых по высоте относительно друг друга. Это устройство располагается на траверсе, и на этой же траверсе подбешен катод в процессе наращивания катодного осадка при электролизе. После окончания электролиза катод траверсой поднимается вверх, крепится специальным устройством при ходе траверсы вниз ножи срезают осадок f1 . Недостаток устройства заключается в том, что катод в процессе электролиза висит на траверсе, следовательно ножи находятся в зоне ылсоких температур и стойкость их снижается. Отвод ножей из зоны высоких температур увеличивает неиспользуемую часть катода и габариты электролизера. Известно также устройство для срезания катодного осадка, в котором ножевое устройство выполнено в виде посаженной на горизонтальную ось державки с резцами, выполненными с прорезями, входящими в зацепление с гайками. Это устройство позволяет создать зазор между телом катода и телом траверсы 10-15 мм Однако создаваемый зазор недостаточен для того, чтобы обойти узел токоподвода. Кроме того, управление устройством производится вручную. Наиболее близким к предлагаемому по технической сущности является устройство для срезания осадка с цилиндрического катода, содержащее траверсу с приводом, выполненным в виде винтовых пар, державки с ножами, центральное зубчатое колесо и приводные шестерни. Державки закреплены на центральном зубчатом колесе. Срезание осадка осуществляется при движении траверсы вниз впопь катода и вращении ножей з . Недостатком известного устройства является то, что ножи находятся в зоне действия высоких температур, что снижает их срок службы, а также то, что это устройство не позволяет уменьшить габа риты электролизера. Цель изобретения - повышение срока службы устройства путем удалении ножей из зоны высоких температур и уменьшение габаритов электролизера за счет уменьшения высоты нерабочей части катода. Поставленная цель достигается тем, что траверса снабжена рад11ально расположенными направляющими ножей, на торце зубчатого колеса выполнены спиральные канавки, а на державках ножей выступы, расположенные в этих канавках На фиг. 1 показано устройство, вид снизу; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1. Устройство состоит из двух винтов 1 с гайками 2, траверсы 3 и зубчатого колеса 4, приводимого во вращение шестернями 5, сидящими на скользящих шпон ках 6 на ходовых валиках 7. Количество ходовых валиков 7 и шестерен 5 может быть любым, что определяется конструктивно, в зависимости от нагрузки. На нилшем торце зубчатого колеса 4 выполнены спиральные канав1Ш, взаимодействую щие с выступами державок 8, с закрепленными на них секторными ножами 9. Ножи 9 могут перемещаться по радиальным направляющим Ю траверсы 3. Количество радиальных направляющих Ю и, соответственно, державок 8 и ножей 9, а также ширина ножей 9 выбирается таким образом, что при сведении ножей вокруг катода 11 кромки их образовывают контур, повторяющий профиль поперечного сечения катода 11. Устройство работает следующим образом. В процессе электролиза катод 11 в электролизере тюдвещен на токоподводе 12. После окончания нарашивания катодного осадка траверса 3 с помошью винтов 1 и гаек 2 опускается, специальным устройством захватывает катод 11 и под нимается вверх. В конце хода вверх специальное устройство фиксирует катод 11 затем траверса 3 опускается вниз до 89 4 верхнего уровня катодного осадка, после чего подается команда на включение привода (условно не показан) ходовых валиков 7. При вращении валика 7 через скользящую шпонку 6 вращение передается шестерне 5 и от нее зубчатому колесу 4. Последнее, вращаясь, заставляет ножи сомкнуться вокруг катода 11, в конце хода подается команда на дальнейшее опускание траверсы 3, при этом происходит завершение среза, подается команда на разведение ножей 9 и подъем траверсы 3 в крайнее зерхнее положение. В конце хода траверсы 3 вверх подается команда на расфиксацию катода 11 и он при следующем опускании траверсы 3 вниз устанавливается в исходное положение. Тра- еерса 3 с разведенными ножами 9 под- нимается в исходное положение, вынося ножи 9 из горячей зоны. В дальнейшем цикл повторяется. Изобретение позволяет создать новую конструкцию электролизера для получения и рафинирования титана и других тугоплавких металлов со значительно меньшими габаритами, меньшей металлоемкостью и со значительным увеличением съема металла с 1 м площади цеха, а также увеличить срок службы ножей. Формула изобретения Устройство для срезания осадка с цилиндрического катода, содержащее траверсу с приводом, выполненным в виде винтовых пар, державки с ножами, центральное зубчатое колесо, приводные шестерни, отличающееся тем, что, с целью повышения срока службы и уменьшения габаритов электролизера, траверса снабжена радиально расположенными направл5пощими ножей, на торце зубчатого колеса выполнены спиральные канавки, а на державках ножей - выступы, расположенные в этих канавках. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 329800, кл. С 22 С 34/12, 1968. 2.Авторское свидетельство СССР № 393938, кл. С 22 В 34/12, 1967. 3.Авторское свидетельство СССР № 535376, кл. С 25 С 7/08, 1975,
fpnz.2
6- S

| название | год | авторы | номер документа |
|---|---|---|---|
| Электролизер для получения и рафинирования металлов в расплавах | 1976 |
|
SU619549A1 |
| Электролизер для получения и рафинирования металлов в расплавах | 1975 |
|
SU616347A1 |
| Электролизер для получения и рафинирования металлов в расплавах солей | 1977 |
|
SU707999A1 |
| АВТОМАТ ДЛЯ ОШИНОВКИ | 1971 |
|
SU317573A1 |
| Электролизер для рафинирования титана | 1960 |
|
SU138746A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ВЫДЕЛЕНИЯ МЕТАЛЛОВ | 1998 |
|
RU2133304C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ТУГОПЛАВКИХ МЕТАЛЛОВ ИЗ РАСПЛАВЛЕННЫХ СРЕД | 1965 |
|
SU177085A1 |
| Электролизер | 1979 |
|
SU825677A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ И РАФИНИРОВАНИЯ ТУГОПЛАВКИХ МЕТАЛЛОВ И СПЛАВОВ | 1965 |
|
SU223369A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ АНОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213164C2 |