Известны способы формовки электродов для свншювых яккумуляторов.
Отличительная особеиность предло/кепного способа заключается в том, что, с целью автоматизации процесса формовки, электроды собирают Б кассеты, снабжеиные кронштейнами и запруж ают в конвейерную формовоч1 Ю ваину, при чем скорость движения конвейера и его длина подобраны таким образом, что время нребывания электродов в isainie соответствует времени, иеобходимому для ироиесса формовки электродов.
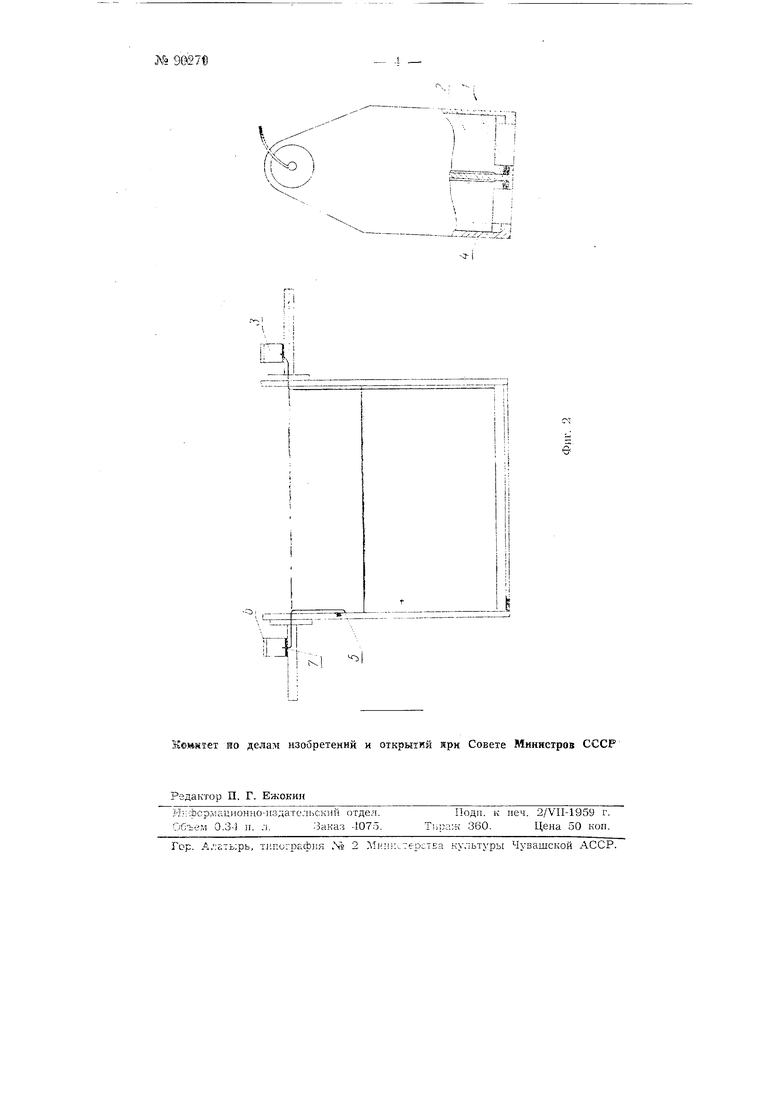
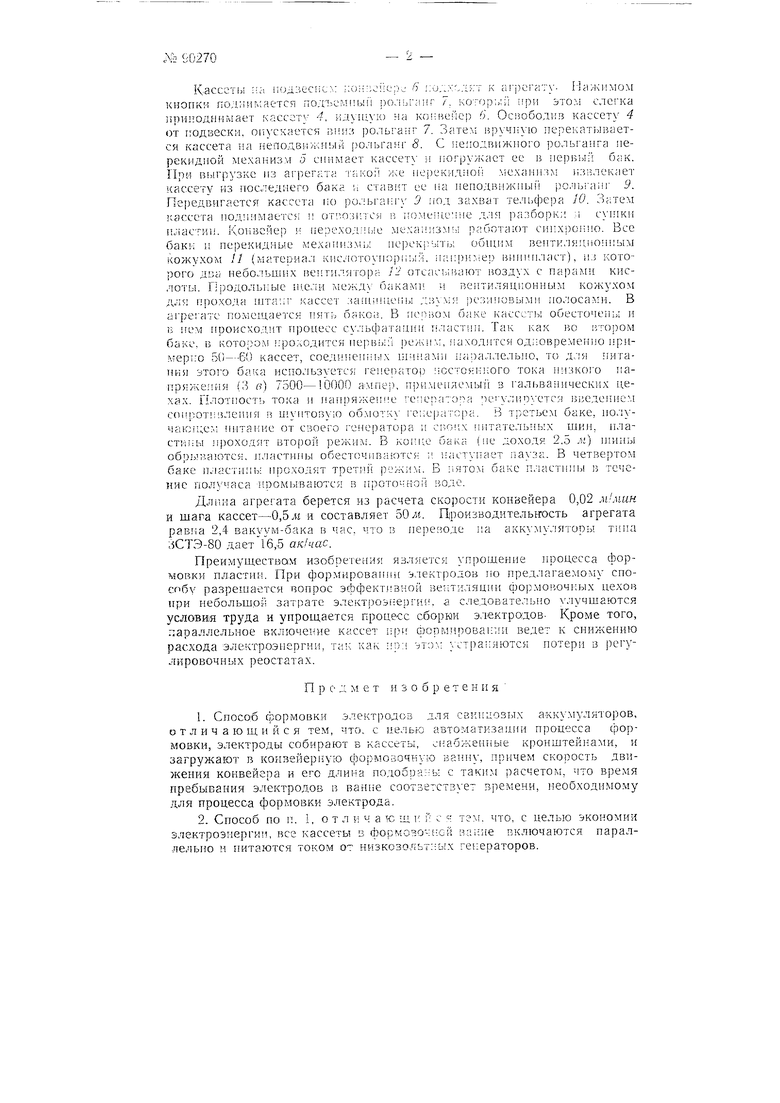
На фиг. 1 показан конвейерный агрегат; на фиг. 2-кассетаКассета иредставляет собой аккумуляторный бак с пазами .аля пластин, без дна. В нижне - части кассеты имеется свиниовая ншна 1, на которую ставятся отрицательные нластины 2. Св1 иновая шина св;пшо15Ь.1 ириводол соединена с токосъемником 3, расположенным на одной из боковых штапг кассеты. Положительные нластины 4 нринаиваются к перемычке, а носледияя к ко ггакту 5 иа боковой стенке кассеты. Контакт соединеи с токосъеми1 ом 6. Токосъемники ра:;:,1еи;ены на изоляторах 7- Зарадка кассеты нроизводится в .;есте 1:з отов; еиия H.iacTiHi (вие формовочно о зала). К агрегату и.х .ает подвесной конвейер.
.Лгре1ат для формовки представляет собой ряд кис:1ото пор;:ых баков , стояшихиа изолятора.х 2 и наголиенных кислотой. Вдоль бака ироход|1т дпуненной, вертикально замкнутьп коивейер 3. Кг.ссеты 4 злгружаются в бак с таким расчетом, что боковые штанги ее попадают на цен, конвейера. Конвейер неремеп1ает их вдоль бака на 0,5.н одна от другой. Для передачи кассет из бака в другой ирименяе с 1 об,1чныГ |1е1)екидной .механизм 5, имеюнип :ся в 1-а,1ьван 1ческих автоматах «Миккер. Загрузку в агрегат и выгрузкх из него производят эти же неоекидиые мex;iииз iы.
KacccTi) гк дзеснсл: ;;()н:;о;;е;)с fi :o;,x,;ii:T к arj)eiH7y. H;I KHMOM КНОПЕСИ no;;i iN;aeTcn пода сыпыГ рольганг / когорь;; при этол слегка приподнимает кассоту 4, идущую ма KOiiBcnep 6. Освободив кассету 4 от ггодвески, oiiycKaeTCJT ijun, рольгаь:г 7. За.тем вручмую псрекат Л5ается кассета на неподвижный |)ольганг 5. С пеподвижного рольганга нерекидной механизм 5 снимает кассету и ног|}у кает ее в нервьп бак. Г1ря В1)1грузке нз агрегата таком е перекидной iexaннз i извлекает кас.сету из последнего бака и ставит ее на неподвижны ролы-а1 г 9. Передвигается кассета но . Э нод захват тельфсза 10. Затем кассета юднимается отпоз1;тся к :к) для разборкл л Hjiac Hi). Конвейер и 1 ереходиь е меха; ; змы работают )Oi;Ho. Все баки н нерекидные мехаии.з.(ь: нерек- -лть; обниш ,1я;и1онным кожухол // (материал кнСс отоу орный, ), нз которого даа небо.чьшнх 1 ентнл. 2 отеасьнииот с нарами .noiLi. П 1)0дольные Hie:iH междх баками и вентиляционным кожухом AJiH нрохода игганг 1ссет резиновыми нолосамн. В aiperaTc помегцается иять баков. В нcpiю баке кассеты обесточены м Б нем происходит Г юиеес су.льфатан и и,. Так ак i,o r/rojjoM баке, в ;ото;}0; 1 проходится HepBijifi , находится одновременно примерно 50--60 кассет, соединен Ь х Н1чналп нара-т.тельно, то д;1я нитанряження (о в 7500-10000 а:мне), Н| нменлемы1 в 1альванических цехах. Плотность тока i генератоМ е Л;и 0 ется 1зведен 1ем со1 ротнвлеиия в u yi TOny;o генератора. В третьем баке, по.тумаюи;ем от своего гe epaтopa н Н тательнь:х шкн, нлаcTiiiiht 1роход5 т второй режнл;. В Koiuie бака (пе доходя 2.5 м тины об). лластишз обесточ ва отс -: -, наету ает нахза. В четвертом баке нластннь; 1 роходят трет; |)ежи:. В riHTO i баке п,)1 в течение получаса и)ом згваются в нроточно -; гюде.
Длнка агрегата берется из расчета скорости конвейера 0,02 м .шш и шага кассет-0,5лг и составляет 50/.t. Цроизводительность агрегата равна 2,4 вак /м-бака в час. Ч1о в нерерюде на акклму.ляторы тнна ; СТЭ-80 ,5 ак/час.
Преимуществом изобретения яв.тяется унрошенне нроцесса формовки пластин. При формирова 1 1и электродов но нред.тагаемому способу разрешается вопрос эффективной ве;1тиляции форморючных цехов при небольшр: ; затрате электроэнергн . а следовательно лучшаются условия труда и упрощается процесс сборк и электрсхдов- Кроме того, параллельное вкл оче1П е кассет 1;)и сЬоомцровании ведет к снижению расхода эле чтроэнергин, таь: как IHO; зто:,; устраняются нотерн з jieryлировочных реостатах.
П р е д м е т изобретения
1.Способ формовки электродов для свинцовых аккумуляторов, отличающийся тем, что. с целью автоматизацггн нроцесса формовки, электроды собирают в кассеты, с ;аб кеннь е кроищтейнами, и загружают в конвейерную с|)орыозочную ванну, нричем скорость движения коивейгра и его длина нодобра;-ь; с таким расчетом, что время пребывания электродов в Batuie соотзетстз е времени, необходимому для процесса формовки электрода.
2.Способ но н. 1, о т л и ч а ю щ г: н с ISM. что, с целью экономии злектроэнерги, все кассеты в формозочЕ-ой на;;ие включаются параллельно н питаются током от низкозольт::ь х генераторов.
V
(ho )
LI
:i.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной окраски и сушки банок | 1949 |
|
SU81171A1 |
| Многопозиционная горизонтальная карусельная машина для центробежного литья тел вращения | 1948 |
|
SU86012A1 |
| Устройство для укладки предметов в ящики | 1981 |
|
SU979207A1 |
| Стенд для испытания подшипников | 1959 |
|
SU128187A1 |
| Устройство для уборки и перегрузки штучных изделий, например, камней, вырезанных камнерезной машиной | 1955 |
|
SU103585A1 |
| Установка для кондиционирования воздуха для железнодорожных вагонов | 1956 |
|
SU108469A1 |
| Аппарат для термической переработки топлив | 1935 |
|
SU51287A1 |
| Устройство для шероховки и промазки стыков протекторов | 1957 |
|
SU111781A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1988 |
|
SU1519886A1 |
| Установка для обработки изделий | 1977 |
|
SU701832A1 |