П
СП
со
00 00 О)
lliioopcTi iinr относится к Г1)()мы111леннос- ти CI роитсмьиых материа.юв, а именно к установкам для садки кирпича на обжиго- libK на1Ч)негки.
Цсмь изобретения новьииеиие надеж- НОС1И работы.
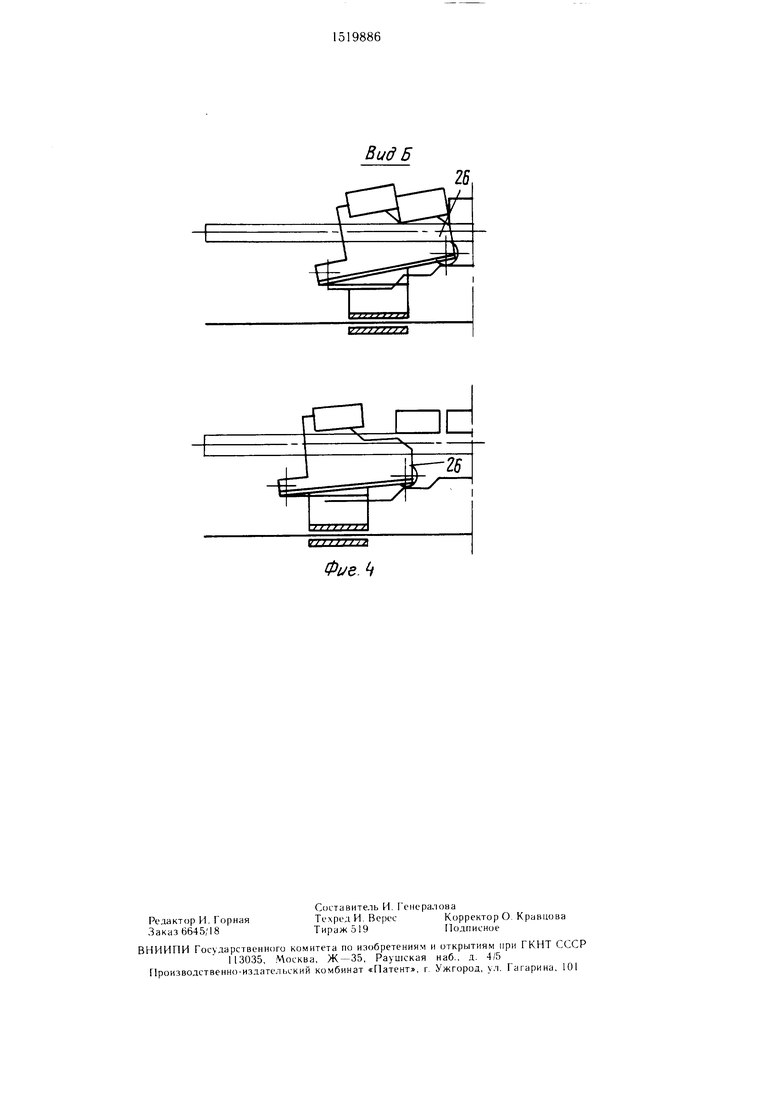
На (|)иг. I изображена нрсд.чаг-аемая установка д;1Я садки. н. 1ан; на фиг. 2 се- MeiHie .Л .Л на фиг. 1; на (jnii. . 3 вид Ь на 4)111. 1 (с ис.ходиым но. южением кареток .ме- .хаиичма сдвижки); на фиг. 4 то же, с краЙ1Н1м и нромежуточи1)1м ио.южения.ми ка- регок ме.ханизма .
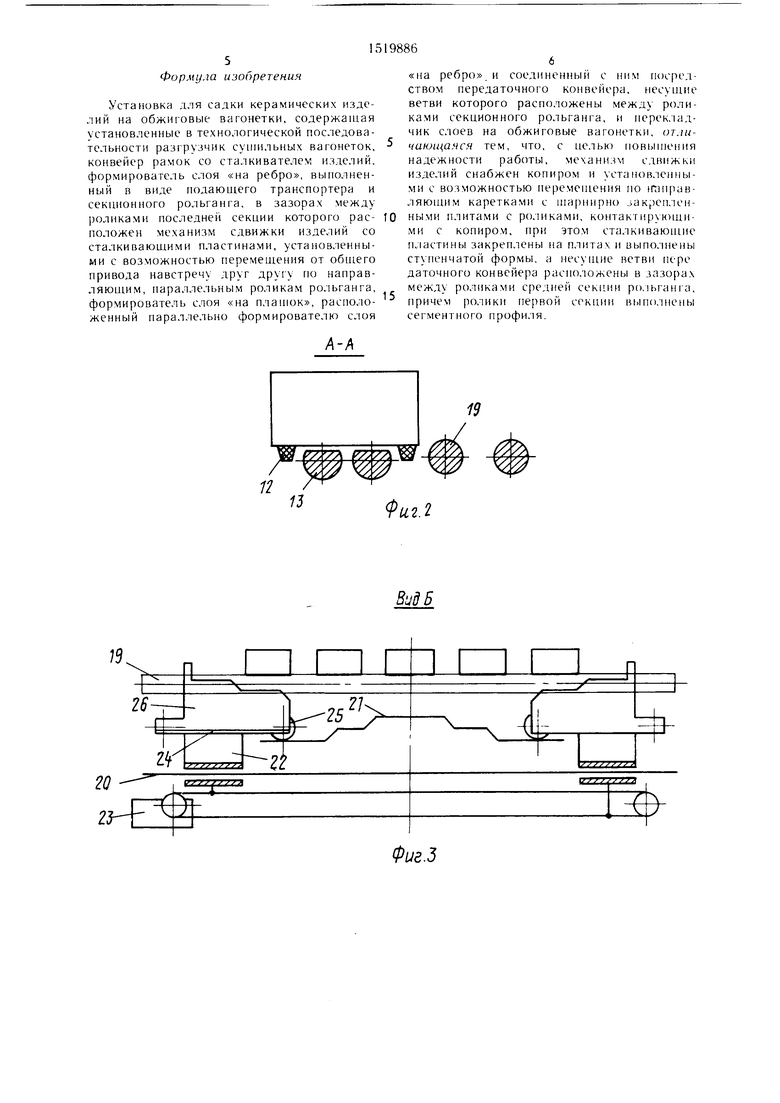
Установка содержит раз1 )узчик 1, кон- Bciiep 2 рамок 3 со ста.1киваге. 1ем 4, ycTpoiicTBo накоиления и раснреде.чения кирпича, выполненное из нриемиог о грансиор- ге|ш ), нромежуточного транспортера 6, накони ге,1Ь}Н)1.х сто,1()в 7 и 8, перета,1кива- гелс11 9 и 1(1 изде, 1И11, фо)мир()вате, 1ь с, 1оя на ребро, 5ЫН().1ненн1 1Й из нoдaк)(J |рансиортера 11 с разгонным участком 12 и комм, iC K гоночного стола в виде трехсекцион- Н(1го р1,|1)Ган1 а, юлики 13 ие)вой секции 14 когорого имеют сегмеитный ирофи, 1ь, а в за- зо)ах Biopoii секции 15 расположены иесу- IIUIC негвн переда гочного конвейера 1В с иерега,1кивате,1ем 17. На третьей секнии 18 грехсекиноинсич) ро,;1ьганга уетан()в, 1ен механизм сдвижки изде,1И11, вынолненный в виде с ган()в, 1енн1 гх на iia)a, i, ie. ibiU)ix ро,:1икам 19 Tpexci KHHoHHoi o ро.чьганга 11анрав, :як)щих
21 Д1их ка 1еток Н1ИМ приводом 2.}. На каретках 22 И1ар11ирно ciaHOB.1ены н,1нты 24, ониракмииеся на иа- прав.1ЯК)ни1е 20 с конирами 21 носредством )о,1иков 2Г) и имекмцие рас11о,тоженные в зазорах ipeTiA ii секции 18 трехсекиио1П1Ог() |1() сгчиенчатые н. 1асти1И)1 2(1.
Формирователи. с,1оя на «ILUHHOK Bi)Uio,i- нси из нитакмиего транспортера 27 с разг он- но-кан гукицим 28 и ,1отянн)ни1М 29 учасг- , причем иад раз1 онно-кантук)ни1м участком чсгановлена упругая (кластина ;Ю. К н,)1нем учасгку 29 нримыкает одно- секнионн1 П1 ро,1ьганг ,. С третьлм секции 1 8 грехсекционного ро.1ьганга кирннчи негтеIIII
к,1адывак)тся нерек.1адчик()м 32 с-лоев на обжиговые вагонетки ,43.
Установка работает с,1едуклцим образом.
(д1ятые разгрузчико.м 1 с сун1ильных ва- I OHeioK рамки 3 с кирпичом но KOHBeiie|)y 2 нодаюгся нод ста,1кивате.1ь 4, которьи нодает кир1Н1чи на приемный транспортер о, откуда в .м()сти от на.шчия свободного места кириичи могут бьггь иодаиы на нроме- ()чн1)|Г| трансиортер ti путем cHHXfiofiHoro вк, 1К)чения ei o в )абогу с н|)иемным транс- но ггером 5 и,ли на наконнле.льный сто,1 8 с номощьк) иерета, 1кивателя И). (, нако- иитедьного стола 8 нри наличии свободного места киринчи могут б1)1ть нода- ны на ннл аК)Н11111 траисноргер 27 (|)орми|)о- ваге.ля с,н)я «на н,ла1нок, а с иромежулоч- HOIO л К1 нсно|) гера В нерега,1киватс,1ем 9
10
0
5
0
5
0
5
0
5
на наконительныи стол / и нодающии транспортер I 1 ()1(.)рмирова1е,ля с.лоя «на ребро
Ст)очка кирничей нри переходе на разгонный участок 12 транс 1ортера 11 раздвигается, об)азуя необходимые зазоры между кириичами, затем строчка кирничей с зазорами включением на один оборог роликов 13 Hepnoii секции 14 т К хсекциоино1-о .рольганга нередается на его вторую секцию 15. Таким образ(.)М. набирается слой «на ребро и но грехсекционному рольгангу иередается на его третью секцию 18, где ка.либрует- ся механизмом сдвижки включением нриво- да 23 и неремеи1енисм карст(Ж 22 на заданную ве,чичину, ири чтам выступающая часть стуненчатых нластин 2Г) сдвигает крайние кирннчи слоя, обеспечивая точную фо|1- му н размеры данного с.лоя. Сфор.мирован- Hbiii с.лой нереноснтся |ерек.ладчиком 32 с.лоев на обжиговую ва1 оиетку.
Нечелный с,лой «на н.ланюк набирается иредва)ите,льн() в виде yiLio ненной грхнпы изде.л1П1 на односекционном )о,лы ан|-е 31 формировате,ля с.лоя «на н.ланюк, зано.лне- иие которого строчками сканлованных на разгонно-кантующем участке 28 нитаюн1его г|)а11С11оргера 27 иутем онрокид)Шания унру- гой н.ластиной 1Ю кир1Н1чами н)оисходит HOHiai OBbiM не)емен1еннем строчек изделия но одиосекциоиному рольган| у 31 и подачей иод нереталкиватель 17 передаточного конвейера. Ун.лотненная 1 рунна iioi редством нерега.лкивате.ля 17 и конвейера нодается на BTOpoii часток трехсекционного р(.). с обра.зованием предвари ге.льньгх зазоров между рядами кирничей за счет разницы ско- |)ocTcii нерета.лкивателя 17 с к(Л1вейер;| 16. Гл) вто)ой секции 15 сл(.)11 с иредвари- лельными зазорами иередается на т|)етью секцию 18 грехсекционн(.)1 о юльгаша, где c.ioii ка.лнбруегся ана.лс.и ично ка.либровке с.лоя на ребро. Четный с .лой на н.ланюк (()орм11руется аналогично нечетному слою, а (|к)р миро ванне окончате.л1)НЫх i ехно. югичес- ких зазоро нроизводигся движением кареток 22 до K|)aiiHe o ио.ложения, н.литы 24 со сгуненчаты.ми нластина.ми 2( ожимают c.Toii, нри этом ряд|)1 кирничей, иод,лежащих раздвижке, нри движении кареток поднимаются стуненями стуненчатых и,ластин за счет ро.ликов 25 и когщров 21, а нри обратном ходе ряды кирничей, находящихся на ступенях ступенчатых нластин, укладываются на ролики третье) секции трех- (Л о })ольганга на заданных рас- слояннях за счет опускания ступенчатых 11,ластии скатыванием ю.ликон 25 с соответствующих участков копиров 21.
Установ1 а д.ля садки обеснечивает высокую надежность работы из-за исключения возможностей зак.ишиваний, сбоев нри формировании техно.ло1ических .зазоров в с.лоях.
Формула изобретения
Установка для садки керамических изделий на обжиговые вагонетки, содержащая установленные в технологической последовательности разгрузчик сушильных вагонеток, конвейер рамок со сталкивателем изделий, формирователь слоя «на ребро, выполненный в виде иодаюи1его транспортера и секционного рольганга, в зазорах между роликами последней секции которого расположен механизм сдвижки изделий со сталкивающими пластинами, установленными с возможностью перемещения от o6niero привода навстречу друг другу по направляющим, параллельным роликам рольганга, формирователь слоя «на плапюк, расположенный параллельно формирователю слоя
А-А
0
5
«на ребро и соединенны с ним посредством передаточного конвейера, Hecyuuie ветви которого расположены между роликами секционного рольганга, и перекладчик слоев на обжиговые вагонетки, отличающаяся тем, что, с целью повыщения надежности работы, механизм сдвижки изделий снабжен копиром и уста1 овленны- ми с возможностью перемещения по (ганрав- ляющим каретками с шарнирно закрепленными плитами с роликами, контактирующими с копиром, при этом сталкиваюп1ие пластины закреплены на плитах и выполнены ступенчатой формы, а несущие ветви пере даточного конвейера расположены в зазорах между роликами средней секции ро,ьганга. причем ролики первой секции выполнены сегментного профи.чя.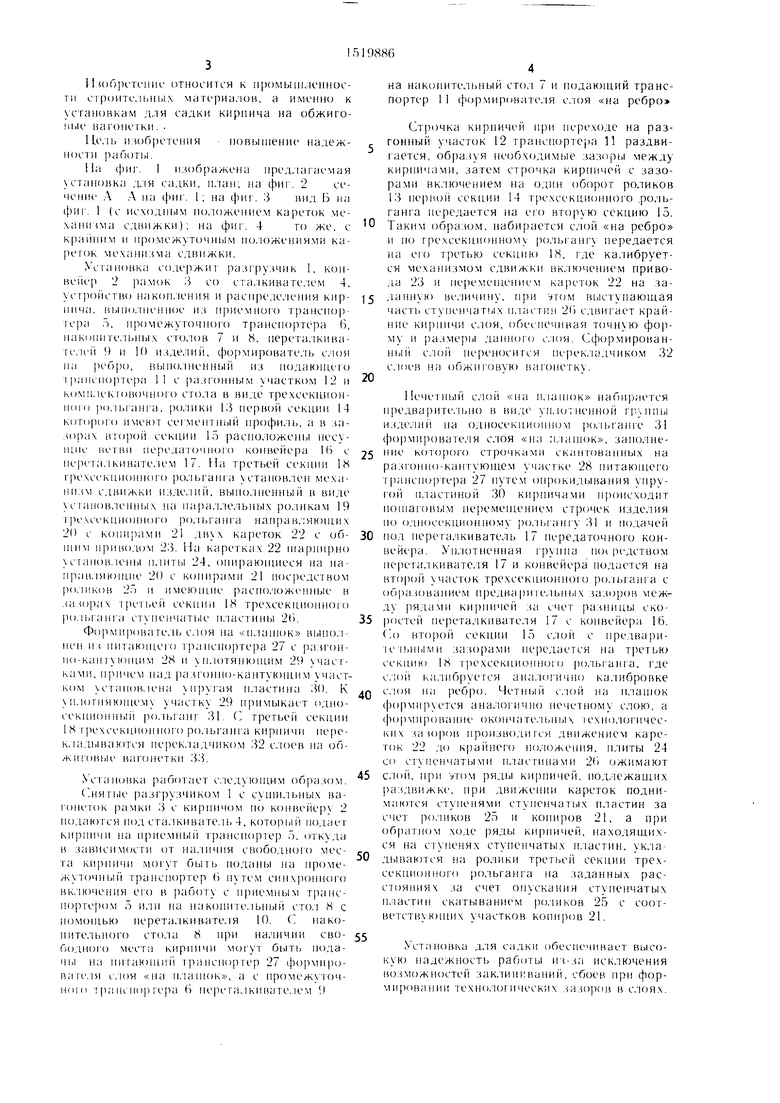
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1379120A1 |
| Устройство для механизации процессов загрузки и разгрузки кольцевой кирпичеобжигательной печи | 1948 |
|
SU88379A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Автомат-укладчик кирпича-сырца полусухого прессования на обжиговые вагонетки | 1975 |
|
SU649583A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Группирователь рядов кирпича | 1981 |
|
SU1021626A1 |
| ШАГАЮЩИЙ ТРАНСПОРТЕР ДЛЯ ПЕРЕКЛАДКИ КИРПИЧА С НАКОПИТЕЛЯ НА РОЛЬГАНГ | 1970 |
|
SU286560A1 |
| Устройство для механизации процессов загрузки и разгрузки кольцевой кирпичеобжигательной печи | 1948 |
|
SU88380A2 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Автомат-укладчик кирпича полусухого прессования на вагонетки туннельных обжиговых печей | 1983 |
|
SU1113259A1 |
Изобретение относится к области производства строительных материалов, а именно к установкам садки кирпича на обжиговые вагонетки. Цель изобретения - повышение надежности работы установки. Установка содержит разгрузчик сушильных вагонеток 1, конвейер 2 рамок со сталкивателем 4 изделий, формирователь слоя (ФС) "на ребро", выполненный из подающего транспортера 11 и секционного рольганга, формирователь слоя "на плашок", расположенный параллельно ФС "на ребро" и соединенный с ним посредством передаточного конвейера, механизм сдвижки изделий и перекладчик слоев на обжиговые вагонетки. Секционный рольганг выполнен в виде трех секций, ролики первой секции 14 имеют сегментный профиль, а несущие ветви передаточного конвейера расположены в зазорах второй секции 15, на третьей секции расположен механизм сдвижки изделий, выполненный в виде двух кареток с общим приводом, на которых шарнирно установлены плиты, опирающиеся на направляющие с копирами посредством роликов и имеющие расположенные в зазорах третьей секции ступенчатые пластины. 4 ил.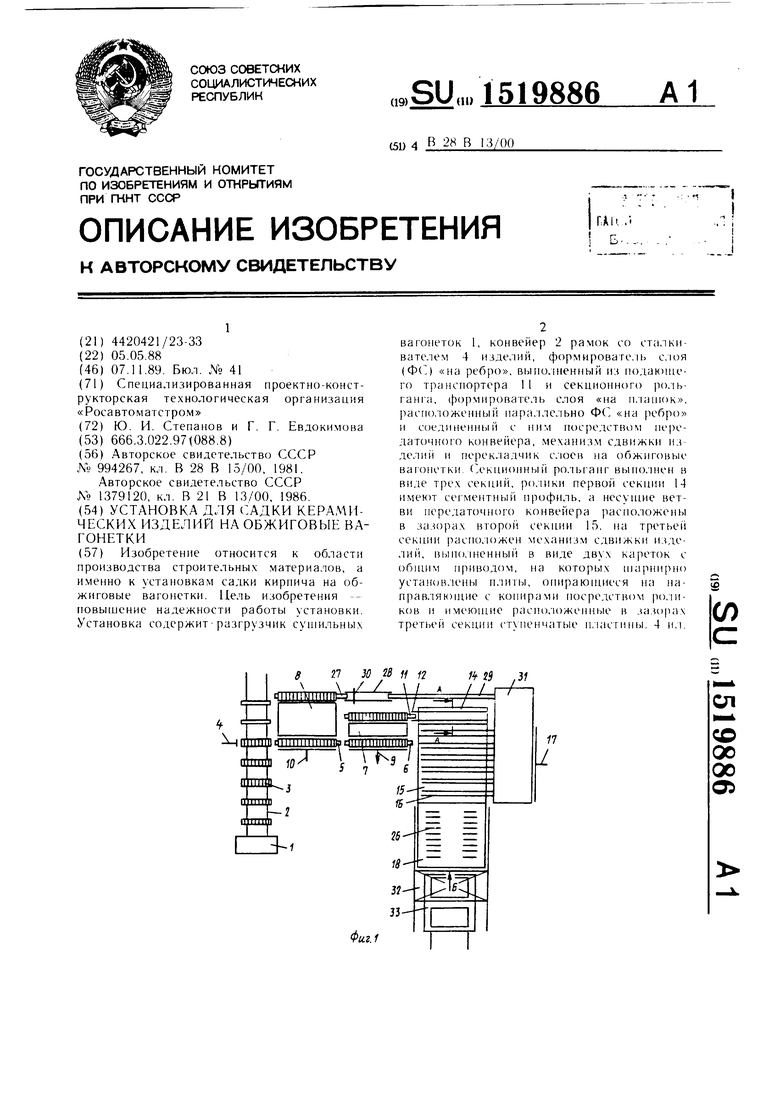
(Pu2.2
Фиг.5
Фие.
Bud Б
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1379120A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
