(54) УСТРОЙТВО ДЛЯ МНОГОЭЛЕКТРОДНОЙ КОНТАКТНОЙ СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной контактной сварки | 1974 |
|
SU498127A1 |
| Многоэлектродная машина для контактной точечной сварки | 1972 |
|
SU442029A1 |
| Устройство для заряда индуктивного накопителя энергии | 1990 |
|
SU1764093A1 |
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ УЗЛОВ | 1995 |
|
RU2100160C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| Устройство для защиты электроустановки от изменения чередования и обрыва фазы | 1981 |
|
SU991547A1 |
| Трехфазный источник питания для машин контактной сварки | 1982 |
|
SU1098712A1 |
| ПРЕОБРАЗОВАТЕЛЬ ТРЕХФАЗНОГО ПЕРЕМЕННОГО НАПРЯЖЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2392728C1 |
| Устройство для многопостовой контактной сварки | 1981 |
|
SU998053A1 |

1
Изобретение относится к оборудо ванию для контактной сварки и может быть использовано в многоэлектродных сварочных установках.
Известно устройства для многоэлектродной сварки, содержащее трансформатор, в котором для равномерного распределения сварочного тока по соединению применяется несколько вторичных обмоток, каждая из которых имеет свою пару электродов, а конфигурация магнитопровода повторяет контур свариваемого соединения 13 .
Однако такое устройство сложно в изготовлении и требует сложной пере. наладки при изменении формы или размеров свариваемых изделий.
Наиболее близким техническим решением к данному изобретению является устройство, содержащее источник переменного трехфазного тока,сварочные контуры с вентилями, включенными по выпрямительной схеме, и две группы сварочных электродов 121.
Недостатком известного устройства является неравномерность распределения тока через соединяемые элементы.
Целью изобретения является повышение качества сварки путем равномерного распределения сварочного тока и придания последнему импульсной формы.
Поставленная цель достигается тем, что в устройстве, содержащем
10 источни п-фазного тока, сварочные контуры с электродами и вентилями, включенными по выпрямительной схеме, каждый сварочный электрод в контуре, содержащем вентили, подключен к одной
15 из фаз источника тока через соответствующий вентиль и электрически связан с электродами, подключенными к другим фазам через вентили, открытые одновременно с вентилем этого
20 электрода..
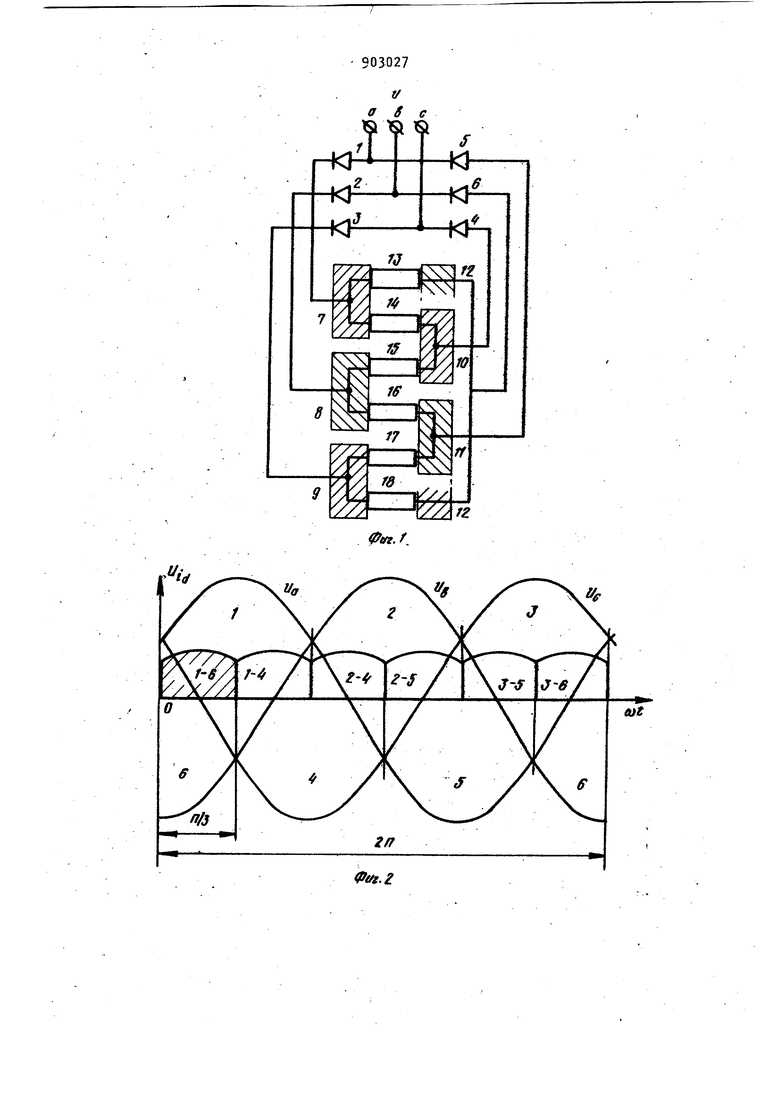
На фиг. 1 приведена электрическая схема устройства; на фиг. 2 - диаграмма работы устройства; на фиг.З
схема сварки кольцевых деталей; на фиг. Ц - схема рельефной сварки двух металлических полос; на фиг. 5 схема сварки в торец секций металлического полого перегородчатого стержня.
Устройство для многоэлектродной контактной сварки содержит вентили 1,2,3, которые составляют анодную группу, и вентили ,5,6, которые составляют катодную группу. Соответственно к вeнtилям -анодной группы подсоединены сварочные электроды ,9 а к вентилям катодной группы сварочные электроды 10,11,12.При этом напротив сварочного электрода каждой фазы установлены сварочные электроды других фаз, вентили которых открыты одновременно с вентилем этого электрода. Экаивалентные сопротивления участков свариваемого соединения, расположенных между сварочными электродами, обозначены 13,,16,17,8
.Работает устройство следующим образом..
При подаче напряжения в схему положительная полуволна напряжения приходится на фазу а. Тогда открывается вентиль 1, совместно с ним открывается .вентиль 6. Ток течет между элект{ одами 7 и 12 по сопротивлению 13, так продолжается до тех пор, пока уменьшающийся отрицательный потенциал вентиля 6 не уравняется с увеличивающимся отрицательным потенциалом вентиля 4, в результате чего вентиль 6 закрывается, а вентиль k открывается. Ток течет между электродами 7 и 10 по сопротивлению 1 до момента уравнивания уменьшающегося положительного потенциала вентиля 1 с увеличивающимся положительным потенциалом вентиля 2. Вентиль 1 закрывается, открывается вентиль 2, ток течет между электродами 10 и 8 по сопротивлению 15 и т.д.
Коммутация вентилей происходит через каждый 1/3 периода.
Таким образом, сварное соединение обегается однополярными импульсами тока,форма которых близка к прямоугольной, частота следования равна частоте источника питания, длительность равна ТГ/З периода (например, заштрихованный участок ioL фиг.2).
Применение устройства позволяет простыми средствами обеспечить равномерный нагрев свариваемых соединений. Сварочный ток отдельных участков свариваемого соединения имеет имрульсную форму, что положительно сказывается на процессе сварки,Кроме того, устройство позволяет использовать в сварочных установках обычные понижающие трансформаторы, особенно трехфазные, не. прибегая к их специальному исполнению.
Формула изобретения
Устройство для многоэлектродной контактной сварки, содержащее источник п-фазного тока, сварочные контуры с электродами и вентилями, включенными по выпрямительной схеме отличающееся тем,что,с целью повышения качества сварки путем равномерного распределения сварочного тока и придания последнему импульсной формы, каждый сварочный электрод в контуре, содержащем вентили , подключен к одной из фаз источника тока через соответствующий вентиль и электрически связан с элетродами, подключенными к другим фазам через вентили, открытые одновременно с вентилем этого электрода
Источники информации, принятые во внимание при экспертизе
s
-
ю
9 72
If
Фг/г.
