Изобретение относится к контактной точечной сварке, в частности к способам управления машинами для контактной электросварки и может быть использовано в различных отраслях промышленности, в частности в автомобилестроении при сварке узлов любой конфигурации с большим количеством сварочных точек.
Широко известны способы контактной точечной сварки, а также схемы и устройства для управления включением машин контактной сварки [1] где предлагают по величине напряжения сети подключать определенное количество сварочных машин, но не учитывают пиковые нагрузки в питающей сети, возникающие при одновременном включении нескольких трансформаторов, подключенных к одному контактору в многотрансформаторных машинах [2] где к одному контактору подключают один сварочный трансформатор, обслуживающий один сварочный контур с двумя электродами и одним датчиком тока.
В многотрансформаторных машинах к одному контактору подключают несколько сварочных трансформаторов, образующих несколько сварочных контуров, что требует установки датчиков тока в каждый сварочный контур.
Известен способ контактной точечной сварки двух зеркально симметричных узлов [3] В данном способе предлагается робот с одним сварочным трансформатором и двумя клещами, который осуществляет последовательную сварку протяженных швов 2-х зеркально симметричных узлов, а в многотрансформаторных машинах, имеющих много электродов, производится сварка большого количества точек, расположенных в разных плоскостях.
Известны способы контактной точечной сварки на многоэлектродных сварочных машинах различного исполнения:
1. С одним трансформатором:
с последовательным зажатием электродов и последовательным включением тока через токораспределитель;
или с одновременным зажатием электродов при последовательном включении тока через токораспределитель во вторичной цепи.
2. Многотрансформаторные машины с одновременным или групповым включением нескольких трансформаторов с первичной стороны [4]
К недостаткам точечной сварки на многотрансформаторных машинах относятся:
большая установочная мощность, требующая создания мощных электрических сетей питания при одновременном включении всех или группы сварочных трансформаторов;
сложность получения качественной сварки при одновременной сварке каждым трансформатором нескольких точек (до 8) на одном режиме.
В современной промышленности используются три принципиальные схемы и несколько комбинированных схем многоточечных машин (Гуляев А.И. Технология точечной и рельефной сварки сталей, М. Машиностроение, 1969, с. 192-193, рис. 117. а,б; Гуляев А.И. Технология и оборудование контактной сварки. М. Машиностроение, 1985, с.155 160, рис. 112 114, 116 и табл.17).
1. В машинах с последовательным зажатием изделия электродами. Свариваемое изделие зажимается поочередно разными парами электродов. Действие сварочных пистолетов синхронизируется с включением и выключением сварочного тока.
Основной недостаток этой системы, снижающий производительность труда, - это потеря времени на ход электродов при их последовательной работе. Отсутствие одновременного и длительного зажатия изделия электродами ухудшает теплоотвод и способствует остаточным деформациям изделия.
2. В машинах с одновременным зажатием изделия и коммутацией тока во вторичном контуре свариваемое изделие зажимается всеми электродами одновременно, а сварочный ток подается к электродам через токораспределитель во вторичной цепи. Преимуществом этих машин является высокая производительность и лучший отвод тепла электродами от изделия.
Недостатками этой системы являются большие размеры вторичного контура, сложность токораспределителя, его ненадежность и увеличенная потребляемая мощность машины.
3. Наиболее близким к заявляемому техническому решению является схема многоточечной сварочной машины (Гуляева А.И. Технология точечной и рельефной сварки сталей. М. Машиностроение, 1969, с. 192 193, рис. 117, в). В многотрансформаторной системе к сварочным пистолетам постоянно подключен определенный сварочный трансформатор, что уменьшает габаритные размеры контура и мощность трансформатора. В этой системе изделие также зажимается всеми электродами одновременно. Трансформаторы равномерно распределяются по фазам питающей сети, и включаются одновременно. При большом их числе потребуется создание слишком мощных эклектических сетей. В этом случае применяется последовательное включение отдельных групп сварочных трансформаторов, осуществляемое специальными распределительными устройствами. Преимуществом такой системы по сравнению с изложенными выше является более высокая надежность машины, снижение мощности, повышение cosΦ и более равномерная загрузка фаз. Сварочные машины этого типа более универсальны, т.к. позволяют обеспечить выбор режимов сварки для различных групп сварочных пистолетов.
К недостаткам такой системы относятся:
одновременное включение всех сварочных трансформаторов или одновременное включение групп трансформаторов, равномерно распределенных по фазам подводящей электросети, увеличивает установочную мощность машины, вызывает пиковую нагрузку на сеть питания и требует наличия мощных электросетей и пускорегулирующей аппаратуры (контакторов, вводных автоматических выключателей);
возникают токи шунта, вызванные межфазным напряжением и напряжением между электродами от применения разных режимов при сварке деталей различной толщины, что приводит к дополнительному расходу электроэнергии и взаимному влиянию токов одного контура на качество сварки точек другого контура;
отсутствует возможность выбора режима для каждой точки;
невозможно применение системы автоматического контроля и подрегулировки параметров режима каждой точки.
Задача изобретения снижение установочной мощности оборудования, снижение энергонагрузки на сеть питания и сварочные трансформаторы, экономия электроэнергии и обеспечение стабильного качества точечной сварки с возможностью применения автоматического контроля с обратной связью параметров режима каждой точки в многотрансформаторных машинах.
Указанную задачу решают следующим образом:
последовательно включают в работу каждый сварочный трансформатор и производят сварку по одной точке при параллельном соединении витков вторичных обмоток трансформатора. При этом снижаются нагрузки на сеть питания и сварочные трансформаторы, уменьшается сопротивление вторичного контура, исключаются токи шунта, экономится электроэнергия;
каждый трансформатор подключают к отдельному контактору, управляемому многорежимным регулятором циклов сварки, что позволяет установить индивидуальный режим для сварки каждой точки и применить систему автоматического контроля параметров режима сварки;
совмещают сварку точек электродами одной группы с операцией сжатия электродов перед сваркой другой группы и операцией перемещения электродов к месту свари точек третьей группой. Время сжатия электродов перед сваркой первой точки в группе задают один раз. Сварку точек в группе производят последовательно. Разжатие электродов производят после окончания сварки последней точки. Время выдержки электродов под давлением после сварки задают только для последней точки. Следовательно, сокращают время сварки группы точек, каждый трансформатор производит большее количество сварок за один цикл машины, что приводит к уменьшению потребного количества сварочных трансформаторов.
В отличие от прототипа, где:
одновременно включаются все или группа сварочных трансформаторов;
каждый трансформатор сваривает одновременно несколько точек (до 8) на одном режиме;
к одному контактору подключают несколько сварочных трансформаторов;
машина имеет большую установочную мощность, создаются большие нагрузки на сеть питания и сварочные трансформаторы;
усложняется получение качественной сварки.
На фиг.1 показана схема первичного и вторичного контуров многотрансформаторной сварочной машины; на фиг.2 показана последовательность работы трех трансформаторов в многотрансформаторной сварочной машине.
Способ контактной точечной сварки осуществляется следующим образом.
К каждому сварочному трансформатору подключают максимально возможное количество пистолетов или клещей для сварки близлежащих точек, образуя зоны сварки, каждая из которых обслуживается одним трансформатором. Рассмотрим осуществление способа на примере работы трех трансформаторов в многотрансформаторной сварочной машине, где сваривают 18 точек на листовых деталях разной толщины. Каждый трансформатор подключают к отдельному контактору, управляемому многорежимным регулятором циклов сварки, задают индивидуальный режим для каждой точки. Соединяют параллельно витки вторичных обмоток трансформаторов. Каждый трансформатор производит сварку точек в зонах A, B, C последовательно в несколько циклов. Часть сварочных пистолетов (фиг.1) перемещается с помощью кареток. В нескольких зонах сварки сжимают одновременно одну или две пары электродов (в зависимости от способа подвода тока), образуя группу электродов, работающих в одном цикле. В первом цикле сварки (фиг. 2) сжимают одновременно первую группу электродов для сварки точек A1, A4, B2, C5, C8, подключенных соответственно к трансформаторам Т1, Т2, Т3, и производят последовательное включение контакторов К1, К2, К3 и последовательную сварку точек, указанных выше. Время сжатия электродов задают один раз перед сваркой первой точки (т.т. А1 и А4) в группе. Время выдержки электродов под давлением после сварки (проковка) задают только для последней точки в группе (т.т.C5 и C8). Разжатие электродов производят после окончания сварки последней точки в группе (т.т. C5 и C8). Время разжатия электродов 1-ой группы совмещают с временем сжатия электродов 2-ой группы (т.т.A7, B1, C2). Во втором цикле сваривают последовательно точки A7, B1, C2 на других режимах при последовательном включении контакторов. После окончания сварки последней точки C2 во втором цикле совмещают разжатие электродов 2-ой группы с сжатием электродов 3-ей группы. При большом количестве трансформаторов на машине время на ход электродов используют для сварки точек другими трансформаторами, т. е. совмещают сварку точек электродами одной группы с операцией сжатия электродов другой группы (на фиг.1 и 2 не показано). Производится последовательная и непрерывная сварка точек в течение всего цикла работы машины.
Предлагаемый способ контактной точечной сварки позволит улучшить теплоотвод и уменьшить деформацию изделия. Каждый трансформатор сможет произвести большее количество сварок за один цикл машины, что приводит к уменьшению потребного количества сварочных трансформаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ МНОГОТРАНСФОРМАТОРНОЙ СВАРОЧНОЙ МАШИНЫ И СХЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2131340C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПАРАМЕТРОВ РЕЖИМА ТОЧЕЧНОЙ СВАРКИ НА МНОГОТРАНСФОРМАТОРНОЙ МАШИНЕ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2113952C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1997 |
|
RU2129481C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| Устройство для контактной сварки | 1976 |
|
SU659317A1 |
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
| Машина для контактной точечной сварки | 1981 |
|
SU1002118A1 |
| Устройство для многоточечной контактной сварки | 1989 |
|
SU1696218A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
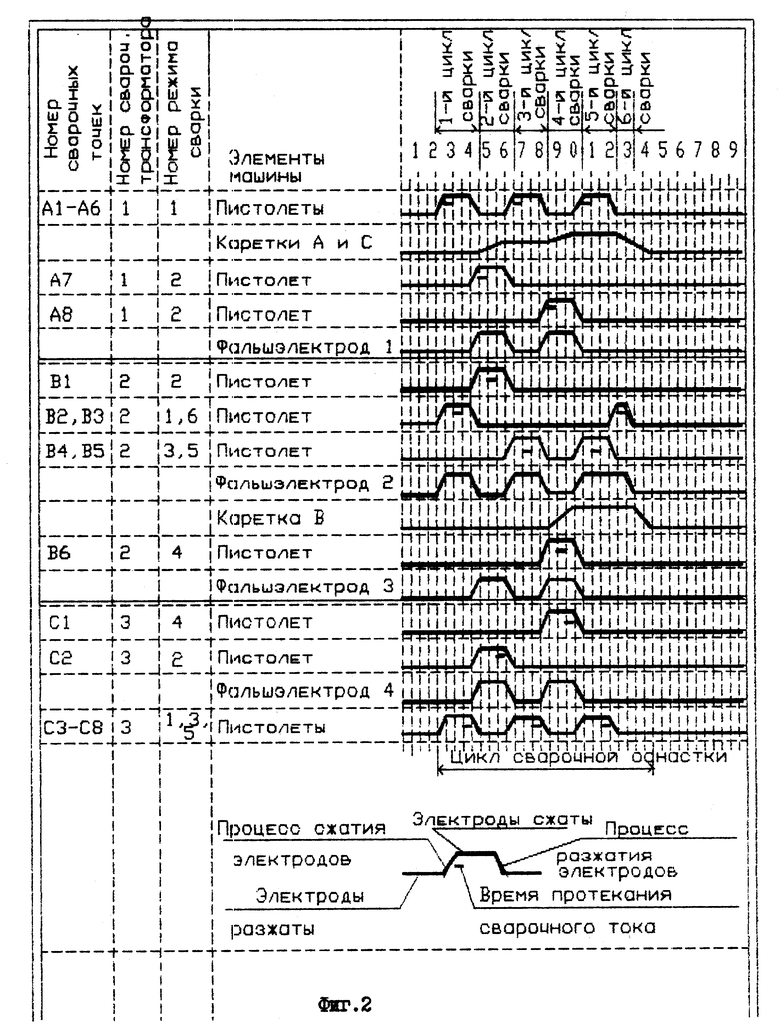
Изобретение относится к контактной точечной сварке, а более конкретно к способам управления машинами для контактной электросварки и может быть использовано в различных отраслях машиностроения. Сущность изобретения: способ контактной точечной сварки узлов на многотрансформаторных сварочных машинах состоит в том, что одновременно сжимают одну пару электродов от каждого трансформатора в зонах A, B и C в каждом цикле сварки. Каждый сварочный трансформатор Т1, Т2 и Т3 подключают к отдельному контактору К1, К2, К3, управляемому многорежимным регулятором РЦС1, РЦС2, РЦС3 циклов сварки. Трансформаторы включают в работу последовательно, витки вторичных обмоток трансформаторов соединяют параллельно. Время сжатия электродов задают один раз перед сваркой первой точки, время выдержки электродов под давлением - после сварки последней точки в каждом цикле. Производят последовательную сварку точек в индивидуальном режиме. 2 ил.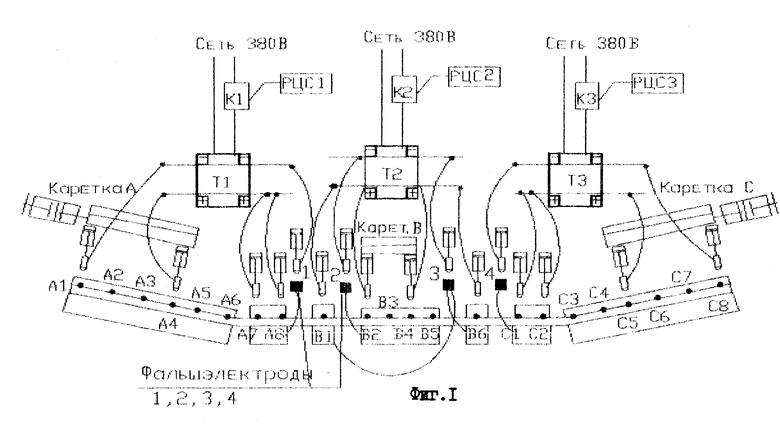
Способ контактной точечной сварки узлов любой конфигурации, имеющих большое количество точек, расположенных в разных плоскостях на многотрансформаторных сварочных машинах, включающий одновременное сжатие электродов по одной паре от каждого трансформатора и последовательное включение групп сварочных трансформаторов, витки вторичных обмоток которых соединены параллельно и каждый из которых подключен к соответствующей группе сварочных электродов и отдельному контактору, электрически связанному с многорежимным регулятором циклов сварки, отличающийся тем, что в каждом цикле сварки трансформаторы в группе включают в работу каждый поочередно, при этом время сжатия электродов задают один раз перед сваркой первой точки в цикле, время выдержки электродов под давлением после сварки задают только для последней точки в цикле, причем время разжатия электродов предыдущего цикла сварки совмещают с временем сжатия электродов в следующем за ним цикле сварки.

