Изобретение относится к сварочной технике, в частности к контактной электросварке, и может быть использо вано в оборудования для многопостово или многоэлектродной контактной.свар .ки. Известно устройство для многопостовой контактной сварки, содержащее посты со сварочными электродс1гда, пер ключатель постов, общий для всех пос тов сварочный трансформатор, вторичная обмотка которого подключена пара лельно сварочным электродам, управля .емые вентили, фазовращатель, источник постоянного напряжения ji разделительные диоды tl З , Наиболее близким техническим решением к изобретению является устройство, содержащее сварочные электроды, подключенные к соответствующим управляемым вентилям, сварочный трансформатор, фазовравдатель, усилитель мощности, блок управления, в состав которого входят кольцевой счетчик, схелы совпадения, разделительные диоды и синхронизирующс1я цепь частоты промьишенной сети 23 Недостатком известных устройств является то, что длительность сварочного тока, равная 0,02 с, огра нич йвает расширение номенклатуры одновременно свариваемых разнотипных деталей. Целью изобретения является расширение номенклатуры одновременно свариваемых разнотипных деталей за счет сокращения длительности сварочного импульса. Поставленная цель достигается тем, что устройство для многопостовой контактной сварки, содержащее свароч1 ые электроды, подключенные .к соответствующим управляемым вентилям, сварочный трансформатор;Г Фазовращатель , усилитель мощности, блок управления, в состав которого входят кольцевой счетчик, схемл совпадения, разделительные диоды и синхронизирующая цепь частоты промышленной сети, снабжено согласуклцими диодами, схемой ИЛИ-НЕ, первым, вторым и третьим триггерами, при этом согласующие диоды включены между кольцевым счетчиком и схемами совпадения, а аноды согласующих диодов через схему ИЛИ-НЕ, триггеры и разделительные, диоды связаны с усилителем мощности, причем вторые входы второго и третьего триггеров подсоединены к синхронизирующей цепи частоты промышленной сети.
а первые входы этих триггеров подключены к выходам первого триггера, вход которого подсоединен к выходу схемл ИЛИ-НЕ.
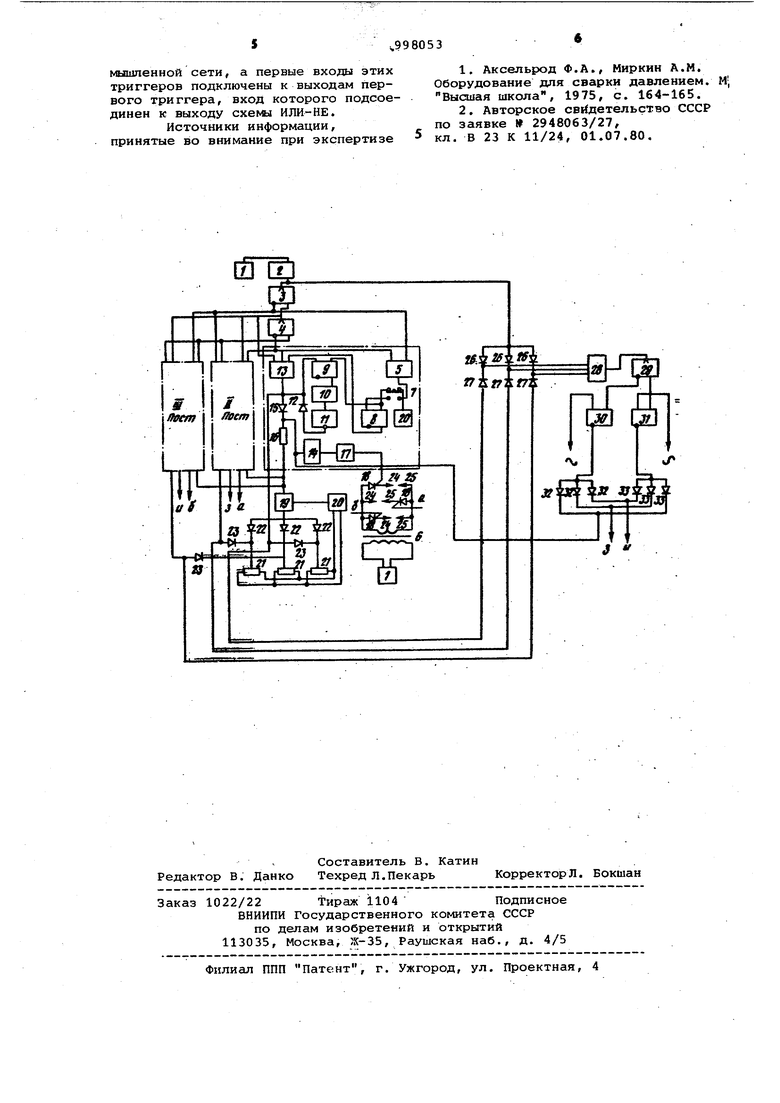
На чертеже изображена принципиальная электрическая схема устройства.
Устройство состоит иэ источника электроэнергии переменного тока 1, двоичного последовательного кольцевого счетчика импульсов на триггерах 2-4, переключателя 5 постов на логических элементах (по одному эле1менту на каждый пост), сварочного трансформатора 6, первичная обмотка которого подсоединена к источнику 1, пусковых блоков, содержащих (каждый) педаль 7 включения поста, схему установки в исходное положение на триггере 8, инвертор на триггере 9 с элементом задержки 10, элементом ИЛИг.НЕ 11 и диодом 12, схему совпадения 13, блок усиления, включающий усилитель 1 ющности 14, диод 15, резистор 16, импульсный трансформатор 17 и управляемый вентиль 18.
В устройство входит также блок управления длительностью импульса сварочного тока с фазовращателем 19, источником постоянного напряжения 20 и несколькими по числу постов парашлельно соединенными переменными резисторами 21, подключенными своими неподвижными клеммами к полюсам источника постоянного напряжения 20, а подвижными клеммами через диоды 22 развязки к входу фазовращателя 19 и через дополнительные диоды 23 развязки к выходу схемы совпадения 13. Параллельно вторичной обмотке трансформатора 6 подключены сварочные электроды 24 и 25 каждого поста. Выход фазовращателя 19 через резистор 16 и диод 15 соединен с выходами схемы совпадения 13. Кроме того, в устройство введены согласующие диоды 26 и 27, а также двойная разделительная схема ИЛИ-НЕ 28, первый триггер 29, второй триггер-30 и третий триггер 31, разделительные диоды 32 и 33
Устройство работает следукииим образом.
С кольцевого счетчика 2 через согласующие диоды 26 подаются прямоугольные импульсы длительностью 0,02 с, а со схемы совпадения 13 сигналы, возникающие при включении сварочных постов, через согласующие диоды 27 поступают также прямоугольные импульсы.
.При одновременном поступлении двух сигналов через диоды 26 и 27 осуществляется функция И, и сигнал подается на один из входов двойной разделительной схемл ИЛИ-НЕ 28. С выхода разделительной схемы сигнал переключает триггер 29 в противоположное положение.
В целях сокращения длительности сигнала до 0,01 с, снимаемого с входа усилителя мощности 14/ триггера 30 и 31 управляются сигналом от выходов триггера 29, подаваемым на правые входы, и синусоидгшьннм напряжением на левые входы в противофазе.
Левые выходы этих триггеров находятся в положении, когда один из них 0 закрыт, например триггер 30, а другой открыт в течение 0,01 с, что обусловлено наличием на его левом выходе синусоидального напряжения.
При переключении триггера 29 в 5 противоположное положение триггера . 30 и 31 также изменяют свое положение, и приходящий сигнал с усилителя мощности 14 будет зашунтирован в течение 0,01 с открытым плечом тригге0 Ра 31, сдвинутым по фазе на 180.
Таким образом, поочередное переключение триггеров 30 и 31 при работе любого сварочного поста позволяет сократить длительность сварочного 5 импульса до 0,01 с и изменить его .полярность независимо от последовательности работы постов.
Длительность импульса, равная 0,01 с является величиной максимальной и может быть значительно сокращена за счет работы фазовращателя 19.
Введение в устройство согласующих и разделительных диодов позволяет сократить длительность сварочного импульса и изменить его полярность, 5 что расширяет технологические возможности сварочных установок.
Формула изобретения
Устройство для многопостовой контактной сварки, содержащее сварочные электроды, подключенные к соответствующим управляемЕлм вентилям,
5 сварочный трансформатор, фазовращатель, усилитель мощности, блок управления, в состав которого входят кольцевой счетчик, схемы совпаде- ния, разделительные диоды и синхрол низирующая цепь частоты промышленной сети, отличающееся, тем, что, с целью расширения номенклатуры одновременно свариваемых разнотипных деталей за счет сокращения длительности сварочного импульса.
оно снабжено согласукяцими диодами,
схемой ИЛИ-НЕ, первым, вторым и тpeтьи триггерами, при этом согласующие диоды включены между кольцевым счетчиком и схемами совпадения,
а аноды согласующих диодов через
схему ИЛИ-НЕ, триггеры и разделительные диоды связаны с усилителем мощности , причем вторые входы второго и третьего триггеров подсоед11нены к
синхронизирующей цепи частоты промышпенной сети, а первые входы этих триггеров подключены к выходам первого триггера, вход которого подсоединен к выходу схемы ИЛИ-НЕ. Источники информации, принятые во внимание при экспертизе 1.Аксельрод Ф.А, Миркин A.M. Оборудование для сварки давлением. М; Высшая школа, 1975, с. 164-165. 2.Авторское свидетельство СССР по заявке 2948063/27, кл. В 23 К 11/24, 01.07.80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопостовой контактной сварки | 1980 |
|
SU891286A1 |
| Устройство для управления преобразователем постоянного тока | 1980 |
|
SU1120475A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1286367A1 |
| Устройство для импульсно-дуговой многопостовой сварки | 1980 |
|
SU956192A1 |
| Устройство для приварки проволочных выводов | 1979 |
|
SU854637A1 |
| Устройство для защитного отключения электросварочного аппарата | 1990 |
|
SU1719170A1 |
| УСТРОЙСТВО для ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU329979A1 |
| ТОЧЕЧНАЯ КОНТАКТНАЯ МАШИНА С АМПЛИТУДНЫМ СПОСОБОМ ЗАДАНИЯ НАГРЕВА | 1968 |
|
SU213227A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
