(5+) ПРОКЛАДКА ДЛЯ ПР ДОТВРАЩЕНИЯ ПРИВАРИВАНИЯ
ПУАНСОНА К СВАРИВАЕМЫМ ДЕТАЛЯМ ПРИ ДИФФУЗИОННОЙ
1
Изобретение относится к устройствам для диффузионной сварки, в частности к устройствам для сварки стальных изделий с нагревом проходящим током.
- Известно устройство, в котором свариваемые детали размещают между графитовыми электродами, в которых выделяется необходимое длясварки тепло при пропускании сварочного тока через детали и сжимающие их электроды. Для повышения стойкости графитовых электродов и уменьшения отвода тепла от них на охлаждаемые медные токоподводы между ними устанавливают прокладки из жаропрочной стали С1 .
Такое устройство нельзя применять для сварки стальных деталей.
Наиболее близкой к предлагаемой прокладке является прокладка для предотвращения приваривания пуансона к свариваемым.деталям при диффузионСВАРКЕ
ной сварке, состоящая из трех слоев 21.
Недостатками прокладки являются низкая производительность и большой расход электроэнергии при нагреве , деталей проходящим током.
Целью изобретения является повышение производительности, экономия электроэнергии за счет уменьшения переходных сопротивлений при нагреве
10 деталей проходящим током.
Поставленная цель достигается тем, что в прокладке для предотвращения приваривания пуансона к свариISваемым деталям при диффузионной сварке, состоящей из трех слоев,наружны) слои прокладки выполнены из меди, а внутренний слой - из стали, причем слои сварены между собой по
20 всему сечению.
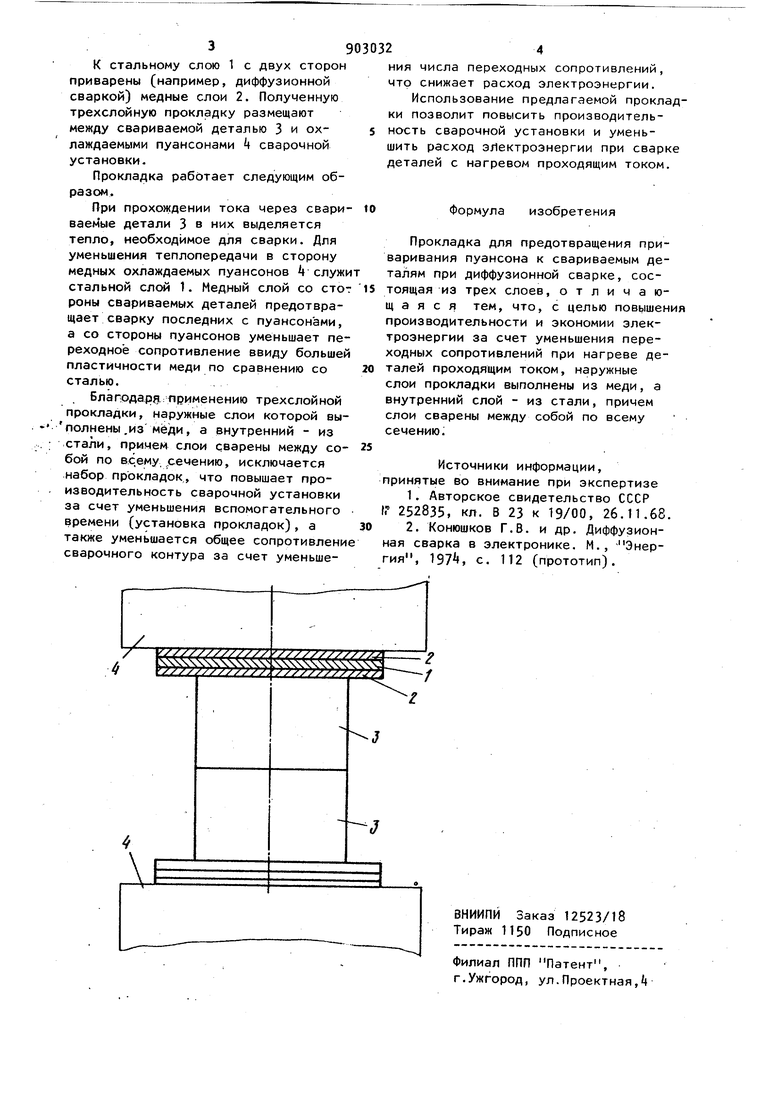
На чертеже изображена прокладка, разрез (показано ее расположение в сварочной установке).
К стальному слою 1 с двух сторон риварены (например, диффузионной сваркой) медные слои 2. Полученную трехслойную прокладку размещают между свариваемой деталью 3 и ох- s лаждаемыми пуансонами t сварочной установки.
Прокладка работает следующим образом.
При прохождении тока через свари- Ю ваемые детали 3 в них выделяется тепло, необходимое для сварки. Для уменьшения теплопередачи в сторону медных охлаждаемых пуансонов 4 служит стальной слой 1. Медный слой со стог 15 РОНЫ свариваемых деталей предотвращает сварку последних с пуансонами, а со стороны пуансонов уменьшает переходное сопротивление ввиду большей пластичности меди по сравнению со 20 сталью.
Благодаря,:применению трехслойной прокладки, наружные слои которой выполнены.из меди, а внутренний - из стали, причем слои сварены между со- 25 бой по всему, речению, исключается набор прокладок, что повышает производительность сварочной установки за счет уменьшения вспомогательного времени (установка прокладок), а 30 также уменьшается общее сопротивление сварочного контура за счет уменьшения числа переходных сопротивлении, что снижает расход электроэнергии.
Использование предлагаемой прокладки позволит повысить производительность сварочной установки и уменьшить расход электроэнергии при сварке деталей с нагревом проходящим током.
Формула изобретения
Прокладка для предотвращения приваривания пуансона к свариваемым деталям при диффузионной сварке, состоящая из трех слоев, отличающаяся тем, что, с целью повышен производительности и экономии электроэнергии за счет уменьшения переходных сопротивлений при нагреве деталей проходящим током, наружные слои прокладки выполнены из меди, а внутренний слой - из стали, причем слои сварены между собой по всему сечению.
Источники информации, принятие во внимание при экспертизе
1.Авторское свидетельство СССР
tr 252835, кл. В 23 к 19/00, 26.11.68
2.Конюшков Г.В. и др. Диффузионная сварка в электронике. М., Энер197, с. 112 (прототип).
гия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2574177C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2574179C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2574178C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
| Способ диффузионной сварки | 1989 |
|
SU1625625A1 |
| Способ диффузионной сварки | 1990 |
|
SU1764903A1 |
| Способ диффузионной сварки твердого сплава со сталью | 1984 |
|
SU1194630A1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807264C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2002 |
|
RU2214896C1 |
