Изобретение относится к области полимерного машиностроения и может быть использовано в агрегатах для получения изделий из полумеров на базе двухкаскадных экструдеров.
Известен червячный экструдер для полимерных материалов, содержащий корпус, размещенный в нем червяк с приводом вращения и загрузочное устройство 1.
Однако качество полученных в таком экструдере изделий недостаточно высоко., 4JO обусловлено низкой степенью смешения и гомогенизации материала при перемещении его червяком в корпусе .экструдера.
Ближайшим по технической сущности и .достигаемому результату к изобретению является двухкаскадный экструдер для полимерных материалов, содержащий экструдерьа первого и второго каскадов, соединенные между собой входным, выходным патрубками и переходником, выполненным с изогну-тым каналом для прохода полимера, имеющим прямолинейные участки 2.
За счет последовательного перемешивания материала сначала в экструдере первого каскада, а за.тем в экструдере второго каскада обеспечивается эффективная его гомогениэация Однако надежность Конструкции двухкаскадного экструдера недостаточна, что обусловлено жестким соединением переходника с входным и выходуым патрубками и с экструдерами первого и второго каскадов и выпол.нением канала переходника постоянных размеров, бла годаря чему возни10кают значительные осевые н.агрузки на переходник и крепеж экструдера температурного расширения его конструктивных элементов (так как рабочая температура в процессе
15 экструзии достигает 250°С) и из-за отсутствия возможности регулирования сопротивления канала переходника, что приводит к авариям, поломкам и снижает производительность
20 экструдера.
Цель изобретения - повышение на цежности и увеличение произврдител.ности двухкаскадного экструдера. Достигается эта-цель благодаря
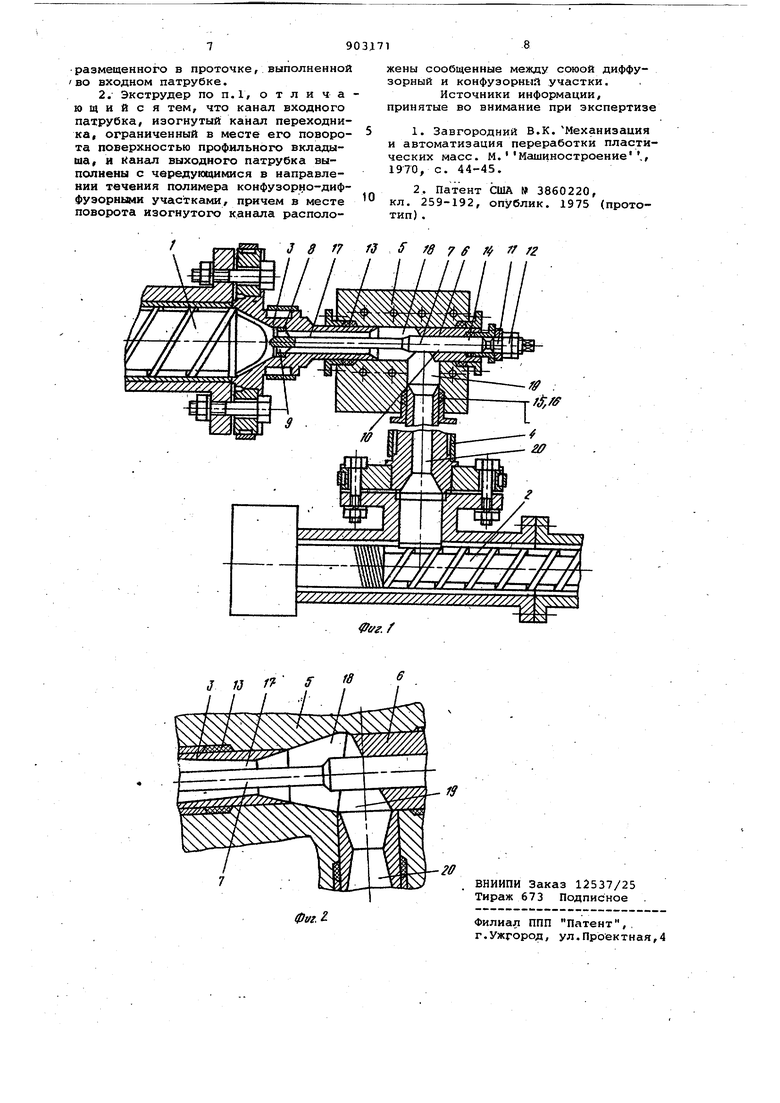
25 тому, что в двухкаскадном экструдере для полимерных материалов, содержащем экструдеры первого и второго каскадов, соединенные между собой входным,,выходным naTpy6Kat«i-и пере30 ходнйком, выполненным с изогнутым каналом для прохода полимера, имеющим прямолинейные участки, переходник смонтирован с возможностью перемещения относительно входного и выходного патрубков, концы которых размещены на прямолинейных участках изогнутого канала и снабжен установ ленным в месте поворота изогнутого. канала профильным вкладышем, смонтированным с возможностью перемещения относительно переходника на што ке, выполненном с увеличивающимися в направлении течения полимера размерами и соединенном с входным патрубком посредством смонтированного на его конце держателя, размещенног в проточке, выполненной во входном патрубке. Кроме того, канал входного патру ка, изогнутый канал переходника, ограниченный в месте его поворота поверхностью профильного вкладыша, и канал выходного патрубка выполнены с чередующимися в направлении течения полимера ксМфузно-диффузорными участками. В месте поворота изогнутого канала расположены сообщенные между собой диффузорный и конфузорный участки. На фиг. 1- показан двухкаскадный экструдер в разрезе; на фиг. 2 изогнутый канал переходника с чере.дующимися в направлении течения рас плава полимера конфузорно-диффузорными участками в разрезе. Двухкаскадный зкструдер содержит экструдер 1 первого каскада и экструдер 2 второго каскада, соединенные входным 3 и выходным .4 патрубка ми с переходником 5. Переходник 5 у тановлен подвижно относительно вход ного 3 и выходного 4 патрубков и своей внутренней поверхностью ограничивающей прямолинейные участки изогнутого канала, контактирует с внешними поверхностями входного 3 и выходного 4 патрубков и может переметаться по ним, как по направляющим. В изогнутом канале для прохода полимера переходника-5 установлен подвижно относительно переходника 5профильный вкладыш 6, который сое динен с патрубком 3 штоком 7 выполненным с размерами, увеличивающи мися в направлении течения расплава полимера. Их соединение осуществляется следующим образом. Во входной части канала патрубка 3 выполнена проточка 8, в которой установлен де 9 с отверстиями, связанный со штоком 7. В профильном вкладыше 6выполнено сквозное отверстие 10, через которое проходит шток 7. На . конце штока 7 установлено средство для перемещения относительно переходника 5 профильного вкладыша 6, включающее резьбовую.часть 11 штока 7и гайку 12. Патрубки 3 и 4 и вкладыш б снабжены уплотнительными элементами 13 - 16. Патрубки 3 и 4 и вкладыш 6, шток 7 и изогнутый кансш переходника 5 образуют гидравлическое поворотное колено с кольцевым-участком17, следукицим за ним расширяк«цимся кольцевым участком 18, цилиндрическим участком 19, площадь поперечного сечения КОТОРОГО больше площади поперечного сечения участка 18,и цилиндрическим участком 20. Изогнутый канал переходника 5 выполнен таким образом, что в месте поворота потока расплава полимера происходит увеличение площади проходного сечения изогнутого канала. В варианте конструкции ( см.фиг.2) кольцевой участок 17 выполнен в виде кольцевого конфуэора, кольцевой участок 18 в виде кольцевого диффузора, цилиндрический участок 19 - в виде конфузора и цилиндрический участок 20 в виде диффузора. При работе двухкаскадного экструдера обеспечивается заданный температурный режим. При этом происходит расширение элементов конструкции. Наличие подвижного соединения переходника 5 с входным 3 и выходным 4 патрубками позволяет им -перемещаться относительно друг друга вследствие температурного расширения и не приводит в этом случае к нежелательньм напряжениям конструкции, что имело бы место при неподвижном соединении этих элементов. Расплав полимера из экструдера 1 первого каскада поступает через держатель 9 с отверстиями в кольцевой участок 17 канала патрубка 3 и затем в расширяющийся кольцевой участок 16 изогнутого канала переходника 5, обтекая при этом шток 7. На кольцевом участке 18 происходит уменьшение скорости течения расплава полимера и релаксация напряжений, возникающих в полимере. Нарастают нормальные напряжения, действующие в радиальном направлении. При дальнейшем течении расплава полимера вследствие увеличения размеров штока 7 и уменьшения проходного сечення кольцевого участка 18 увеличивается сопротивление этого участка в осевом направлении и создается перепад давления для поворота потока расплава полимера, так как сопротивление цилиндрического участка 19 канала меньше,чем сопротивление участка 18. При этом также имеют место перемещения переходника 5 относительно патрубков 3 и 4. Элементы конструкции-самоустанавливаются относительно друг друга, выбирая при этом необходимые линейные перемещения. Вследствие подвижного соединения указанных Элементов происходит уменьшение напряжений, i
т.е . уменьшаются усилия, действующие на переходник 5 в осевом направлении, которые стараются оторвать переходник 5 от экструДеров 1,2. Осевые усилия от давления расплава полимера воспринимает вкладыш б, рациональный профиль которого позволяет также осуществить плавный поворот потока расплава полимера. На переходник 5 действуют только радиальные усилия, которые не могут привести к отрыву переходника 5 от экструдеров 1,2. Вкладыш 6 через держатель 9 штока- 7, расположенный в проточке 8, передает осевые усили на патрубок .3. Вследствие того, что осевые усилия действуют и на торец (фаску) патрубка 3, расположенный на входе, в участок 18 канала в направлении, противоположном действию осевого усилия на вкладыш 6, происходит частичное уравновешивание сил действующих на патрубок 3 со стороны держателя 9 штока 7 и расплава полимера научастке 18 канала. При перемещении вкладыша б с помощью резьбовой части 11 штока 7 .и гайки 12 изменяется сопротивление на учаске 18 канёша И устанавливается его рациональная величина для данной производительности экструзии. Из цилиндрического участка 19 канала расплав полимера поступает в цилиндрический участок 20 канала и запнтывает экструдер 2. При работе двухкаскадного экструдера утечки расплава полимера через гарантированные зазоры предотвращают уплотнительные элементы 13 - 16.
Отсутсвие неподвижных соединений входного 3 и выходного 4 патрубков и держателя 9 с переходником 5 осущественно облегчает монтаж и наладку экструдера.
При выполнении изогнутого канала, гидравлического поворотного колена с чередующимися в направлении течен расплава полимера конфузорно-диффузорными участками из экструдера 1 первого каскада поступает неоднородный по сечению потока расплав . полимера, так как в данной конструкции на выходе из зкструдера 1 первого каскада отсутствуют фильтрующие элементы. Протекая в конфузорный кольцевой участок 17 канала, распла полимера сжимается по длине канала и становится более однородным. При этом увеличивается диссипация энергии, компенсируя некоторое увеличение сопротивления на этом участке снижением вязкости расплава полимера. Основные гидравлические потери энергии возникают на участках 18 и 19 канала в месте поворота потока. На участке 18 кольцевого диффузора уменьшается скорость течения расплава полимера. Известно, что гидравлические потери энергии на местных
сопротивлениях типа поворотного колена пропорциональны квёщрату скорости. Поэтому при уменьшении скорости течения расплава полимера происходит существенное уменьшение гидравлических потерь энергии на участке поворота потока, так как затем расплав полимера поступает в конфузорный участок 19 канала. При течении вязких жидкостей через местные, сопротивления типа поворотного колена возникают вторичные потоки, приводящие к неоднородности потока и повышающие сопротивление экструзии. Для обеспечения но1эмальных условий запитки экструдера 2 на выходе из
5 конфузорного участка 19 канала поток сжимается, что приводит к интенсификации диссипативных процессов в полимере и повышению однородности потока. На диффузионном участке 20
0 канала поток расплава полимера расширяется для запитки экструдера 2.
Испытания опытного образца двух каскадного экструдера показали возможность увеличения производитель5ности экструзии путем уменьшения осевых усилий, действующих на переходник и крепеж конструкции, и регулирования сопротивления экструзии, предотвращения опасности разрушения и аварии при запуске и ра0боте двухкаскадного экструдера. Это позволяет снизить удельные показатели энергозатрат и увеличить производительность экструзии в 1,5 - 2 раза при надежной работе двухкаскад5ного экструдера, что дает экономи- . ческий эффект около 10 тыс. рублей на одном типоразмере изделия.
40
Формула изобретения
1. Двухкаскадный экструдер для полимерных материалов, содержащий экструдёры первого и второго каскадоз, соединенные между собой входным выходным патрубками и переходником, выполненным с изогнутым каналом . для прохода полимера, имеющим прямолинейные .участки, отлича ющ и й-с я тем, что, с целью повышения надежности и увеличения производительности двухкаскадного экструдера, переходник смонтирован с возможностью перемещения относительно входного и выходного патрубков, концы которых размещены на прямолинейных участках изогнутого канала, и снабжен установленным в месте по,ворбта изогнутого канала профильным вкладышем, -смонтированным с возможностью перемещения относительно переходника на штоке, выполненом с увеличивающимися в направлении течения полимера размерами и соединенном с входным патрубком посредством смонтированного на его конце держателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухкаскадный экструдер для полимерных материалов | 1980 |
|
SU897555A1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Смеситель для полимерных материалов | 1990 |
|
SU1729767A1 |
| СПОСОБ ПОДАЧИ ЖИДКОСТИ И ЦЕНТРОБЕЖНЫЙ ГИДРОНАСОС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107839C1 |
| СТРУЙНЫЙ АППАРАТ | 2002 |
|
RU2225540C2 |
| ЕДИНАЯ ТЕХНОЛОГИЯ ЭКСПЛУАТАЦИИ И ПРОИЗВОДСТВА ТРАНСПОРТНЫХ СРЕДСТВ "МАКСИНИО", БЕЗАЭРОДРОМНЫЙ ЭЛЕКТРОСАМОЛЕТ (ВАРИАНТЫ), НЕСУЩЕЕ УСТРОЙСТВО, ТУРБОРОТОРНЫЙ ДВИГАТЕЛЬ (ВАРИАНТЫ), ПОЛИСТУПЕНЧАТЫЙ КОМПРЕССОР, ОБЕЧАЙКА ВИНТОВЕНТИЛЯТОРА, СПОСОБ РАБОТЫ ТУРБОРОТОРНОГО ДВИГАТЕЛЯ И СПОСОБ СОЗДАНИЯ ПОДЪЕМНОЙ СИЛЫ ЭЛЕКТРОСАМОЛЕТА | 2010 |
|
RU2457153C2 |
| СПОСОБ ПОДАЧИ ЖИДКОСТИ И ЦЕНТРОБЕЖНЫЙ ГИДРОНАСОС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107193C1 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ ПОТОКА МНОГОКОМПОНЕНТНОЙ СРЕДЫ | 2022 |
|
RU2799746C1 |
| Устройство к червячному прессу для фильтрации расплава полимера | 1987 |
|
SU1426826A2 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
