Изобретение относится к формукэщем инструменту червячных прессов, применяемых в промышленности переработки полимерных материалов при наложении изоляционных покрытий на провода и кабели, и может быть использовано При комплектовании первой очереди тенологических линий для производства гофроармированных труб и шлангов.
Цель изобретения повышение качества получаемой путем наложения полимерной ИЯОЛЯ1Ц1И за счет выравнивания давления и скоростей потоков массы расплава полимера.
На фиг.1 изображена принципиальная конструктивная схема экструзион- ной кабельной головки; на фиг,2 - конструктивное в .шолнение дорнодер- жателя в тоне входног О канала; на фиг.3 ннд А на фиг.2; на фиг.4 - разрез Б-Б на фиг.; на фиг.5 - сечение на фиг.1; на фиг,6 - разрез Г-Г на фиг.З Сповернуто) ; -на фиг. 7 - развертка криволинейные: постепенно )асходящихся каналов.
Экструзионна ; кабельная головка содержит полый корпус 1 с входным каугалом 2 и ньглодн -лм отг ерстием 3. Входной канал 2 iiFjnio.riHeH в переходнике Д. Ни корпусе со стороны выходного с тверстик 3 закреплена матрица 5 с регулировочными винтами 6 и выполненной в ней тт сообщенной с полостью 7 корпуса I рабочей полостью 8 для размещения в ней насадки 9 с выполненньгм в ней рабочим каналом 0 Голов1са содержит смонтированные, соответственно, в полости 7 корпуса 1 и матрицы 5 д.орнодержатель 1 1 с торцовой поверхностью 12 для подачи проволоки и рабочей гайкой-13 и дорн 14 Дорнодержатель 11 и дорн 14 установлены с образованием их наружными поверхностями с корпусом 1 и матрицей 5 сообщенных между собой, соответственно, основного 15 и дополнительного 16 кольцевьк коаксиальных каналов переменного поперечного сечения, а внутри, дорнодержателя 11 и дорна 14 выполнены соосно рабочему каналу 10 и сообщенные между собой, соответственно,, пода.опцш 17 и питаюпщй 18 осевые каналы, Гоповка снабжена расположеьгным на наружной поверхности дорнодержателя 1 со стороны входного канала 2 рассекателем 19 потока с выполненными в нем со стороны
10
0
5
0
выходного отверстия 3 и постепенно расходящимися в направлении него криволинейными каналами 20. Головка снабжена смонтированным между дорно- держателем 11 и дорном 14 подпорным стренгирутопщм элементом 21, закрепленным на наружной поверхности дорна 14, Головка снабжена смонтированными на рабочей гайке 13 полукольцевыми вкладышами 22 и установленным на них с 1юзможностью их охвата фиксирующим кольцом 23 для крепления рабочей гайки 13 на вьтолненном на корпусе 1 5 кольцевом выступе 24. Головка снабжена смонтированным на торцовой поверхности 12 узлом 25 для отбора посто- ронних включений.
Причем Дорнодержатель I1 на участке от входного канала 2 в направле- гтии выходного отверстия 4 выполнен с уклоном для образования в направлении выходного отверстия 4 поперечных сечений основного кольцевого канала 15 с уменьшающейся площадью. Насадка 9 дополнительно снабжена зоной релакса- 1У1и К. Рабочая гайка 13 установлена на дорнодержателе I1 с возможностью осевого перемещения для регулирования дополнительного кольцевого канала 16 (между матрицей 5 и дорном 14). Входные каналы узла 25 отбора посторонних включений выполнены конфу- зорно-диффузорного типа и связаны с 5 вакуум-насосом (не показаны). Головка снабжена нагревателями. Рабочий канал 10 насадки 9 выполнен в виде связанных между собой зоной релаксации К цилиндрического и калибрующего участков (не показаны).
Головка работает следующим образом.
При выходе на заданньй технологический режим, расплав полимера,подготовленный известным способом в экструдере (не показан), поступает во входной канал 2 переходника 4, направляясь в основной кольцевой канал 15, образованный внутренней поверхностью корпуса 1 и внешней поверхностью дорнодержателя I1, встречает на своем пути рассекатель 19 потока, который распределяет поток расплава полимера на два равных по- 5 тока, по криволинейным кольцевым-каналам 20 равномерно распределяющиеся по всей длине поперечного сечения дорнодержателя 11, подпираясь за счет его уклона ( 4°1О 11о ),умень0
5
0
шак11п,его пог1еречное сечение основного кольцевого канала 13 в направлении выходного отверстия 3. Проволока к этому моменту заправлена в подающем канале 17 дорнодержателя 11 через конфузорно-диффузорные каналы узла 25 отбора посторонних включений и в рабочем канале 10 насадки 9. Их цилиндрические участки дополнительно удерживают проволоку в осевом направлении, помимо отдатчика и приемо тянущих устройств (не показаны). Расплав полимера, проходя криволинейные каналы 20, начинает стабилизироваться, как по скорости, так и по давлению, и встретив на своем пути подпорный стренгирутощий элемент 21, выходит в виде стренг в дополнительный кольцевой канал 16, образованный внутренней поверхностью матрицы 5 и внешней дорна 14, где происходит окончательная стабилизация потока масы расплава непосредственно перед нанесением последнего на перемещающийся провод.
Регулирование дополнительного кольцевого канала между матрицей 5 и дорном 14 осуществляется путем вращения рабочей гайки 13, расположенной в полукольцевых вкладышах (сухарях) 22,обрамленных фиксирующим кольцом 23 и связанных с кольцевым выступом 24 корпуса I, что позволяет перемещать дорнодержатель 11 с дорном 14 в осевом направлении и регулировать скорость истечения потока массы расплава непосредственно перед наложением последнего на изолируемый рровод. Провод за счет фрикционной составляющей потока при значительных градиентах давления, захватывается вместе с потоком расплава. После первого цилиндрического, участка насадки 9 формуется изоляционное покрытие, которое при выходе из зоны релаксации К диффузорного канала насадки 9 моментально разбухает (вследствие значительных кратковременных вязко- упругих деформаций), где реализуется релаксация внутренних напряжений расплава, вследствие падения давления и скорости потока. После чего, проходя укороченный калибрующий учас ток насадки 9, провод выходит с равномерно наложенной полимерной изоляцией, соответствующей всем параметрам технических условий на данный вид продукции. Остатки ржавчины, ока
ЛИНЫ и различной пыли, оказавшейся на поступающей проволоке, удаляются посредством узла 25 для отбора посторонних включений, конфузорно-диффузорные каналы которого обеспечивают резкие скоростные изменения воздушны х потоков и создают наиболее благоприятные условия отбора посторонних включений,что позволяет повысить прочность адгезионного слоя поли- мерНого покрытия на поступающий провод и значительно повысить качество выпускаемой продукции.
Формула изобретения
Экструзионная кабельная головка, содержащая полый корпус с входным ка
налом и выходным отверстием, закрепленную на корпусе со стороны выходного отверстия матрицу с регулировочными винтами и выполненной в ней и сообщенной с полостью корпуса рабочей полостью для размещения в ней насадки с выполненным в ней рабочим каналом, смонтированные в полости корпуса и матрицы соответственно дор- нодержатель с торцовой поверхностью
для подачи проволоки и рабочей гайкой и дорн, причем дорнодержатель и дорн установлены с образованием их наружными поверхностями с корпусом и матрицей сообщенных между собой соответственно, основного и дополнительного кольцевых коаксиальных каналов переменного поперечного сечения, а внутри дорнодержателя и дорна выполнены соосно рабочему каналу и сообщенные между собой соответственно падающий и питающий осевые каналы, отличающаяся тем, что, с целью повышения качества получаемой путем наложения полимерной изоляции за счет выравнивания давления и скоростей потоков массы расплава полимера, головка снабжена расположенным на наружной поверхности дорнодержателя со стороны входного канала
рассекателем потока с выполненными в нем со стороны выходного отверстия и постепенно расходящимися в направлении него криволинейными каналами, смонтированным между дорнодержателем
и дорном подпорным стренгирующим элементом, закрепленным на наружной поверхности дорна, смонтированными на рабочей гайке полукольцевыми вкладышами и установленным на них с возможностьго их охвата фиксирующим кольцом для крепления рабочей гайки на выполненном на корпусе кольцевом выступе, а на торцовой поверхности дор- нодержателя узлом для отбора посторонних включений, причем дорнодержа- тель на участке от входного канала в
направлении выходного отверстия выполнен с уклоном для образования в направлении выходного отверстия по- перечных сечений основного кольцевого канала с уменьтающейся площадью, а насадка дополнительно снабжена зоной релаксации.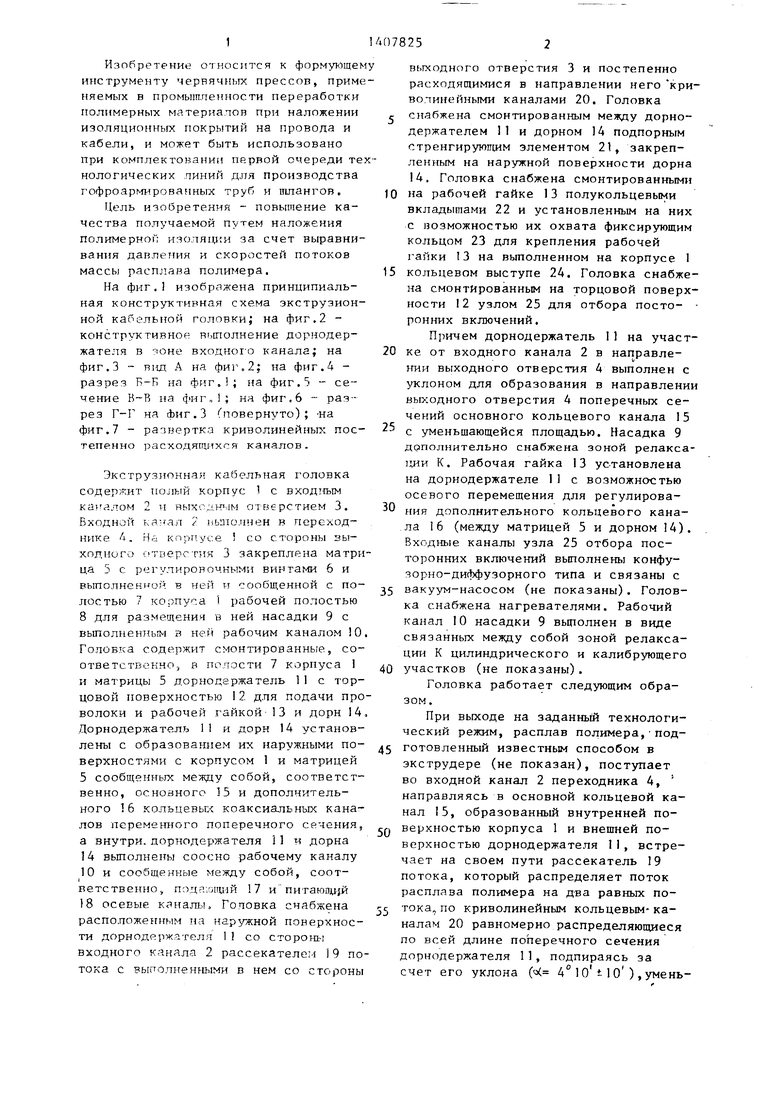

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |



Изобретение относится к формующему инструменту червячных прессов, применяемых в промьппленности переработки полимерных материалов. Цель изобретения - повышение получаемой путем наложения полимерной изоляции за счет выравнивания давления и скоростей потоков 1- асс ы расплава полимера. Для этого головка содержит корпус с входным каналом и выходным отверстием. Головка содержит закрепленную на корпусе со стороны выходного отверстия матрицу с регулировочными винтами и выполненной в ней рабочей юлостью .для размещения в ней насади с рабочим каналом. Головка содержит смонтированные в полости корпуса и матрицы дорнодержатель с торцовой поверхностью для подачи проволоки и рабочей гайкой и дорн. Дорнодержатель и дорн установлены с образованием их наружными поверхностями с корпусом и матрицей кольцевых коаксиальных каналов переменного поперечного сечения. Внутри дорнодержателя и дорна вьтолнены осевые каналы. Головка снабжена расположенным на наружной поверхности дорнодержателя со стороны входного канала рассекателем потока с вьтолненными в нем со стороны выходного отверстия и постепенно расходящимися в направлении него кри волинейными .каналами. Головка снабжена смонтированным между дорнодержа- телем и дорном подпорным стренгирук - щим элементом, закрепленным на наружной поверхности дорна. Головка снабжена также смонтированными на рабочей гайке полукольцевыми вкладышами и ус-, тановленным на них с возможностью их охвата фиксирующим кольцом для крепления рабочей гайки на выполненном на корпусе кольцевом выступе, а на торцовой поверхности дорнодержателя узлом для отбора посторонних включений. Дорнодержатель на участке от входного канала в направлении выходного отверстия выполнен е уклоном для образования в направлении выходного отверстия поперечных сечений основного кольцевого канала с уменьшающейся площадью, а насадка дополнительно снабжена зоной релаксации. 7 ил. - и. сл 00 ю сл
Г
10
5
фиг.1
ВидА
0tye.2
6-5
фиг.
г-г
fO tfO
11
Фиг. б
11
Фиг. 7 .
| Приспособление для регулирования подачи мундштучной бумаги | 1931 |
|
SU26237A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент-США № 3402427, кл.425-113, опублик | |||
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
