(54) ДВУХКЛСКАДНЫЙ ЭКСТРУДЕР ДЛЯ ПОЛИМЕРНЫХ
I
Изобретение относится к nonHMepHorviy машиностроению и может быть использовано в агрегатах для получения издепий из полимеров на базе двухкаскадных экструдеров.
Известен экструдер для полимерных материалов, содержащий материальный цилиндр, шнек и экструзионную головку 1
Недостатком экструдера явпяется недостаточное перемешивание материала, поскольку длину шнека нельзя безгранично увеличивать, а при небольшой длине шнека эффективная пластикация не обеспечивается.
Наиболее близким по технической сущ- j, ности и достигаемому результату к предлагаемому изобретению является двухкаскадный экструдер для полимерны материалов, содержащий экструдеры первого и второго каскадов, соединенные переход- JQ НИКОМ, .выполненным с изогнутым каналом для прохода полимера. В данном эструдере за счет наличия экструдеров первого и второго каскадов обеспечиваетМАТЕРИАЛОВ
ся достаточньш для перемешивания полимера путь, а за счет установки в переходнике датчика давления, связанного с приводом экструдера первого каскада, обеспечивается регулирование производ тельности двухкаскадного экструдер0 2}.
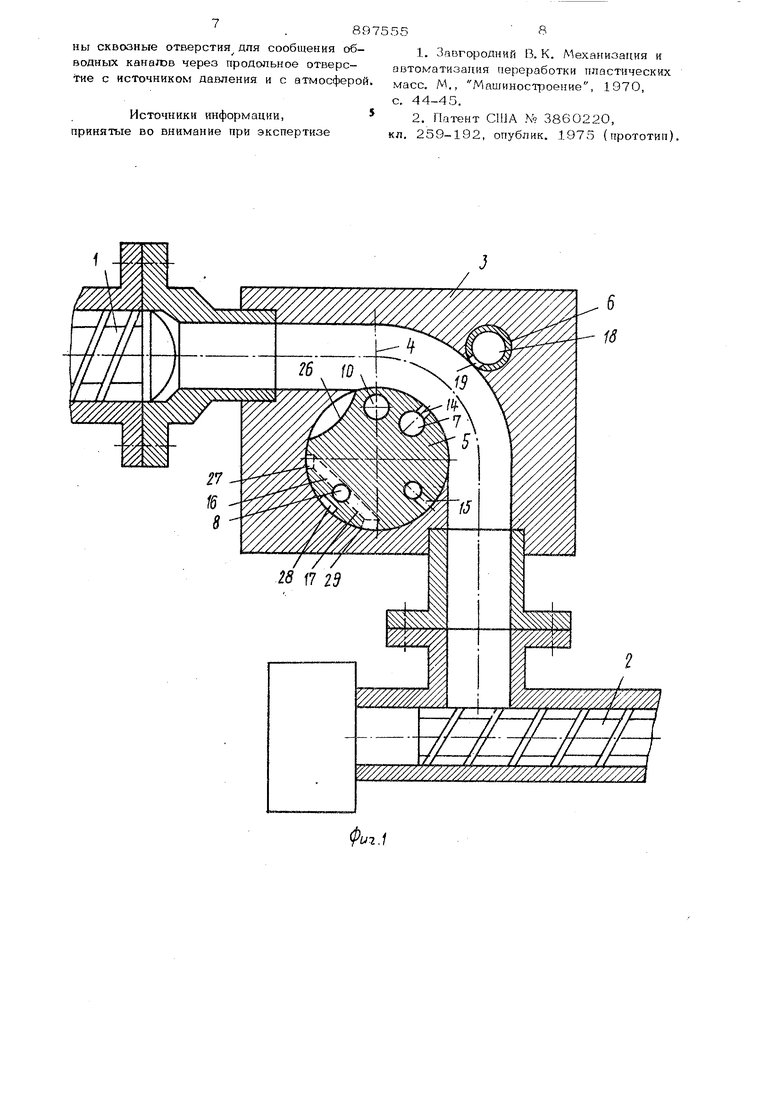
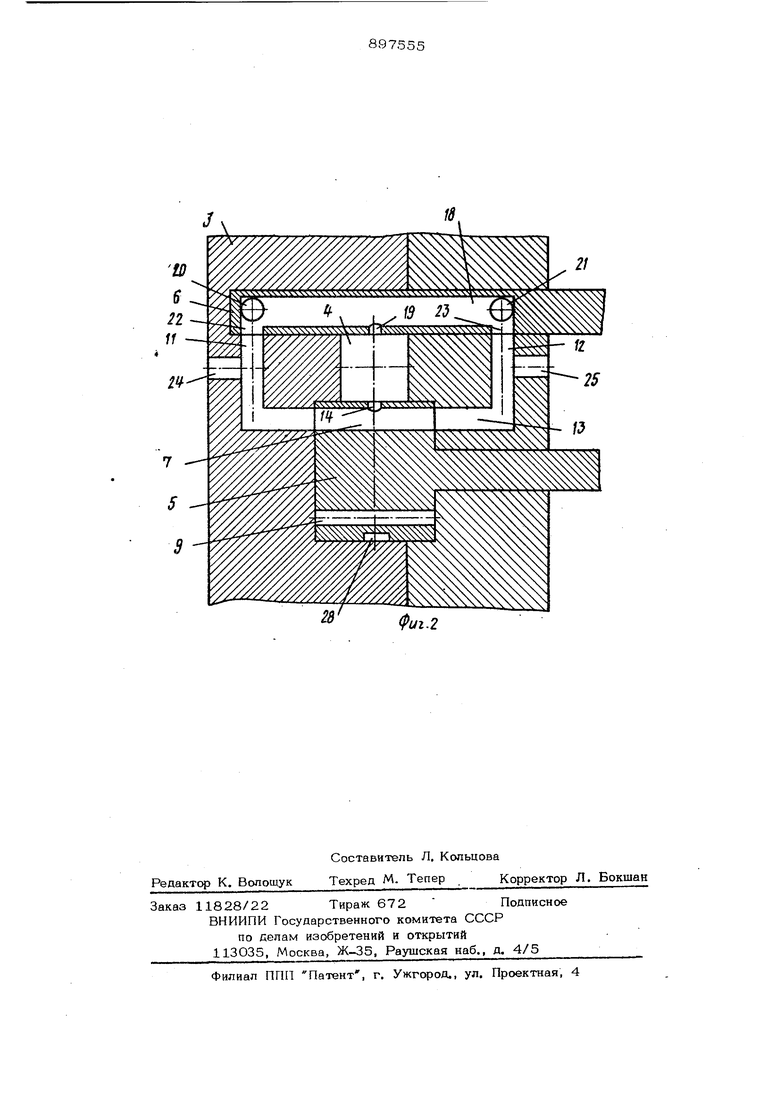
Недостатком двухкаскадного экструдера является невозможность повышения качества издепий из-за отсутствия средств регулирования сопротивления экструзии, связанного с регулированием сопротивления прохождению полимера в изогнутом канале переходника, т. е. с регулированием проходного сечения изогнутого канала, что является существенным, так как в месте поворота расплава полимера в переходнике разность давлений на внешней и внутренней стенках изогнутого канала приводит к возникновению местных потерь, к появлению вторичных течений, к нежелательному повышению напряжения сдвига и снижению качества изделий. Цель изобретения повышение качест ва изделий за счет регулирования сопротивления экструзии. Указанная цель достигается тем, что двухкаскадном экстру дере для полимерных материалов, содержащем экструдеры .первого и второго каскадов, соединеШ1ые переходником, выполненным с изогнутым каналом для прохода полимера, переходник снабжен установленными в месте из,гиба по обе стороны изогнутого канала перпендикулярно продольной его оси вкладышами, смонтированными с возможностью поворота и образующими внешнюю и внутреннюю стен-ки изогнутого канала,причем в переходнике выполнены обводны каналы, а во вкладышах выполнены парал лельно ИХ: осям продольные каналы и рас положенные под углом к осям вкладышей отверстия для сообщения изогнутого канала посредством продольных каналов с обводными каналами. Кроме того, на поверхности вкладыша образующего внутреннюю стенку изогнуто го канала, выпапнены выемки, а продопь- иые каналы вкладышей выполнены с разными циаметрами, что расширяет диапа зон регулирования сопротив,пения экструзии . С целью облегчения : чистки обводных каналов, во вкладыше, образующем внут,реннюю стенку изогнутого канала, выполнено расположенное параллельно оси вкла дыша продольное отверстие, а в переходнике выполнены сквозные отверстия для сообщения обводных каналов через продольное отверстие с источником давления и с атмосферой. На фиг. 1 изображен двухкаскадный экструдер, продольньй разрез; на фиг. 2 переходник двухкаскадного экструдера, поперечное сечение. Двухкаскадный экструдер (фиг, 1) состоит из экструдеров первого 1 и второго 2 каскадов, соединенных между собой переходником 3 с изогнутым каналом 4. В месте поворота потока полимера внутренняя стенка изогнутого канала 4 переходника 3 образована поверхностью вкла дыша 5, а внешняя - поверхностью вкладыша 6, установленных перпендикулярно продольной оси изогнутого канала 4 пере ходника 3, В теле вкладыша 5 выполнены продольные каналы 7-9 и продольное отверстие Ю, расположенные параллельно его оси, которые могут быть соединены поочередно с обводными каналами 11-13, (фиг. 2), выполненными вдоль , торцевых стенок переходника 3. Продольные каналы 7-9 также могут быть поочередно соединены с изогнутым кана лом 4 отверстиями 14-17, расположенными под углом к оси вкладыша - 5. В теле вкладыша 6 соосно с ним выполнено отверстие 18, которое может быть соединено поочередно отверстиями 19-23, расположенными под углом к оси вкладыша 6 с изогнутым каналом 4 и с обводными каналами 11-13. Обводные кана:- лы 11 и 12 могут быть соединены соответственно сквозными отверстиями 24 и 25 с атмосферой и источником давления или заглушены (не показано). Вкладыш 5 снабжен выемками 26-29 на поверхности , причем, например, выемка 28 образована при крестообразном пересечении выемок 27 и 29. Отношение диаметров продольных каналов 7-9 выбрано не равным единице, например, живое сечение продольного канала 7 больше живого сечения продольного канала 9. I Двухкаскадный экструдер работает следующим образом. Перерабатываемый материал подается экструдером первого каскада 1 через изогнутый канал 4 переходника 3 в экструдер второго каскада 2. Под действием центробежной силы инерции в месте поворота потока расплава полимера давление на внешней стенке изогнутого канала 4 повьплается, а на внутренней - понижается, что приводит к увеличению местных потерь давления, возникновению поперечной циркуляции и появлению вторичных течений. Это вызьшает нежелательное повышение напряжений сдвига и обуславливает неравномерный расход полимера на элементарных участках в поперечном сечении потока, в частности у внешней и внутренней стенок изогнутого канала 4, что приводит к дополнительным потерям давления и увеличивает сопротивление экструзии, мощность экструде- ров, снижает производительность экструзии и при достижении критических напряжений сдвига может привести к качественным изменениям в полимере и снижению качества изделий. В рабочем положении отверстие 18 и продольный канал 7 вкладьдией 6 и 5 соединены отверстиями 19 и 14 р изогнутым каналом 4. Отверстия 24 w 25 заглушены. При этом продольный канал 7 соединен с обводными каналами 11-13, к которым посредством отверстий 22 и 23 подключено отверстие 18. Часть потока полимера перетекает по отверстиям 19-23, обводным каналам 11-13, продольному 5 канапу 7 и отверстию 11 из зоны высокого давления в зону низкого давле ния. Происходит выравнивание профиля давлений в поперечном сечении изогнуто го канала 4 и изменяется сопротив.пен экструзии. При повороте вкладыша 5 пр исходит регулирование сопротивления экструзии вследствие того, что к /обвод ным каналам 11-13. подключаются продольные каналы с различным диаметром например вместо продольного канала 7 может быть прподключен продольный какап 9, гидравлическое сопротивление которого больше сопротивления продольного канала 7. Изменяется суммарное сопротивление перетеканию полимера из зоны высокого давления в зону низкого давления, величина расхода, и, следовательно, величина напряжений сдвига в изогнутом канале 4, на входе в экструдер второго каскада 2 и на выходе из экструдера первого каскада 1. Это позволяет тонко регулировать сопротнвление экструзии, а также вачшо при из менении режима экструзии или марки перерабатываемого полимера. Регулирова ние сопротивления экструзии через нутый канал 4 происходит при повороте вкладыша 5 и изменении профиля и размеров изогнутого канала 4 с помощью выемок 26-29. Выемка 26 увеличивает проходное сечение изогнутого канала 4 и наменяет его сопротивление. Введение в работу выемок 27-29 позволяет изменять Давление в угловых зонах изогнутого канала 4, так как часть полимера, двигаясь по крестообразно пересекаю щимся выемкам 27 и 29, куда она поступает из отверстий 16, 17 и продольного канала 9, подпитывает угловые зоны изогнутого канала 4. Возможны и другие варианты выполнения выемок. При очистке обводных кан;алов 11-13 отверстия 24 и 25 соединены соответственно с атмосферой и источником давления. При зтом к обводным каналам 11-13 поворотом вкладыша 6 подключаются отверстия 18-21 и поворотом вкла дьпиа 5 продольное отверстие 1О. Источ ник давления, например сжатый воздух, через отверстие 25 действует на полиме находящийся в отверстиях, заставляет его вытекать через отверстие 24. При эток предотвращается термодеструкдия полимера, приводящая к повреждению поверхностей отверстий и к снижению ка-. чества изделий, при регулировании сопротивления с помощью выемки 26 или при переходе на другую марку полимера. 5 предотвращается возможность смещения различных полимеров, снижающая качество изделий, и повыщается универсальность экструдера. Предлагаемый экструдер позволяет . улучщить качество изделий R снизить мощность Экструзии путем регулирования сопротивления изогнутого канала, обладает достаточно щироким диапазоном регулирования, позволяет экструдировать пояимер с высокой производительностью экструдер ов и предотвратить его термодеструкцию при регулировании или при пере ходе на другую марку полимера, что обуславливает его универсальность. Все это дает возможность получить экономический эффект при экструзии конкретного типоразмера профиля из различных полимеров около 10 Т1з1с. руб в год. о р м у л а изобретения 1.Двухкаскадньп экструдер для полимерных материалов, содержащий экструдеры первого и второго каскадов, соединенные переходником, выполненным с изогнуаъгм каналом для прохода полимера, отличающийся тем, что, с целью повышения качества изделий за счет регулирования сопротивпеняя экструзии, переходник снабжен установленнымн в месте изгиба по обе стороны i53oritj-Toro канала перпенцикулярно продольной его оси вклацыилами, смонтнрованньмис возможностью поворота я образующими внешнюю и внутреннюю стенки изогнутого канала, причем в переходнике хзыполпены обводные каналы, а во вкладышах выполнены параллельно их осям продольные каналы и расположенные под углом к осям вкладышей отверстия для сообщения изогнутого канала посредством продольных каналов с обводными каналами. 2.Экструдер по п. 1, о т л и ч а ющ и и с я тем, что, с целью расширения диапазона регулирования сопротивления экструзии, на поверхности вкладьпиа, образующего внутреннюю стенку изогнутого канала, выполнены , а продольные каналы вкладьпией выполнены с разными диаметрами. 3.Экструдер пб пп. 1 и 2, о т л и - чающийся гем, что с целью облегчения чистки обводньрс каналов, во вкладьш1е, образующем внутренню о стенку изогнутого канала, выполнено расположенное параллельно оси вкладыша продольное отверстие, а :в переходнике выполне
.897555 S
ны сквозные отверстия для сообщения об-, Завгородний В. К. Механизация и
водных каналэв через продольное отверс-автоматизация переработки пластических
тие с источником давления и с атмосферой. асс. М., Машиностроение, 1970,
Источники информации,2. Патент CI1JA № 386022.0,
принятые во внимание ари экспертизекл. 259-192, опублик. 1975 (прототип).
с. 44-45.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухкаскадный экструдер для полимерных материалов | 1980 |
|
SU903171A1 |
| Фильтрующее устройство к экструдеру | 1979 |
|
SU825326A1 |
| Устройство для формирования целлюлозных трубчатых оболочек | 1987 |
|
SU1496744A1 |
| ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2448831C2 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| Фильтр к экструдеру | 1977 |
|
SU630088A1 |
| Устройство к червячному прессу для фильтрации расплава полимера | 1987 |
|
SU1426826A2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
-li
