1
Изобретение относится к оборудованию но нереработке полимеров методом экструзии при нанесении теплогидроизолирующе- го покрытия на трубы и может быть использовано в энергетическом строительстве нри осун1ествлении производства теплопроводов, преимущественно на заводах битумо- перлитовой изоляции труб для бесканальных тепловых сетей.
Целью изобретения является повьииение качества теплогидроизоляционного покрытия труб из вспененного полимера.
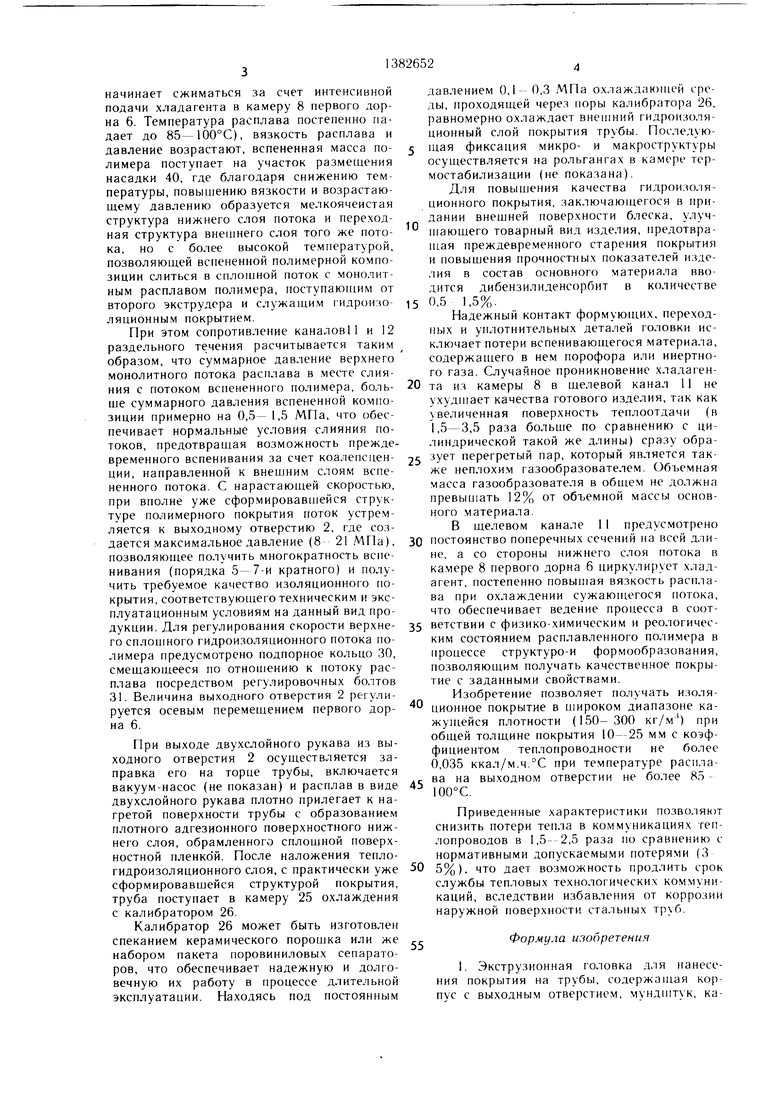
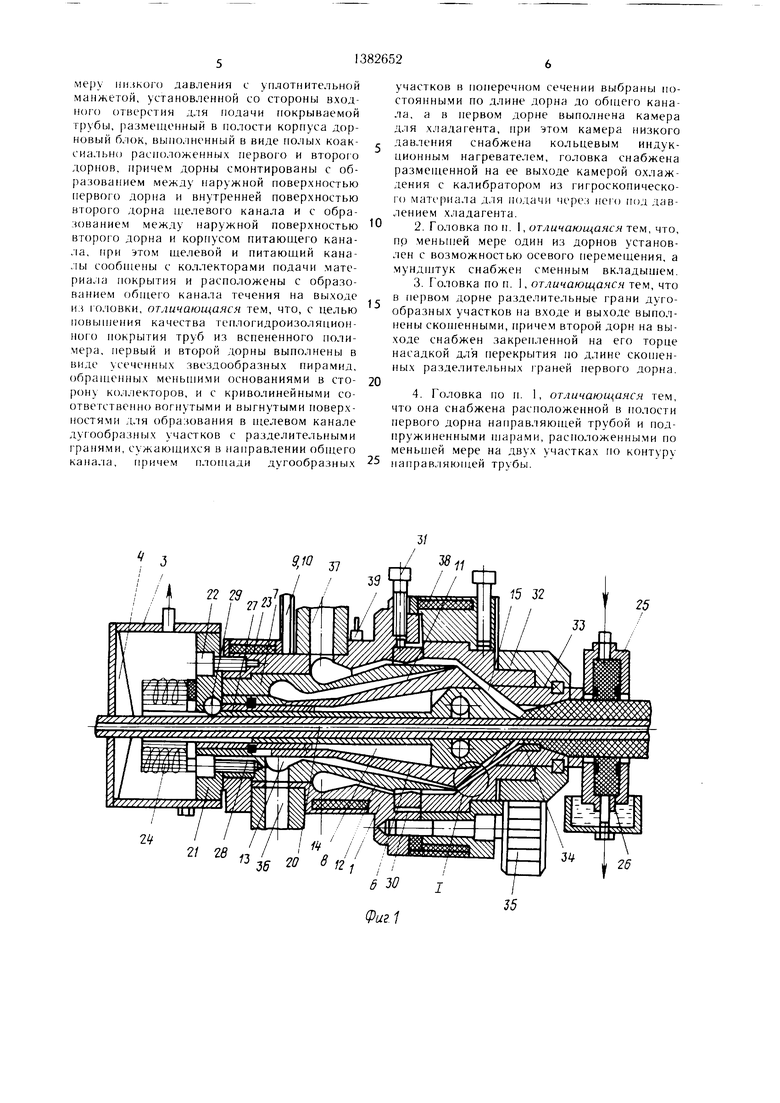
На фиг. 1 представлена принципиальная конструктивная схема головки, продольный разрез; на фиг. 2 - внешний элемент конструкции первого дорна, аксонометрия; на фиг. 3местный разрез блока дорнов,
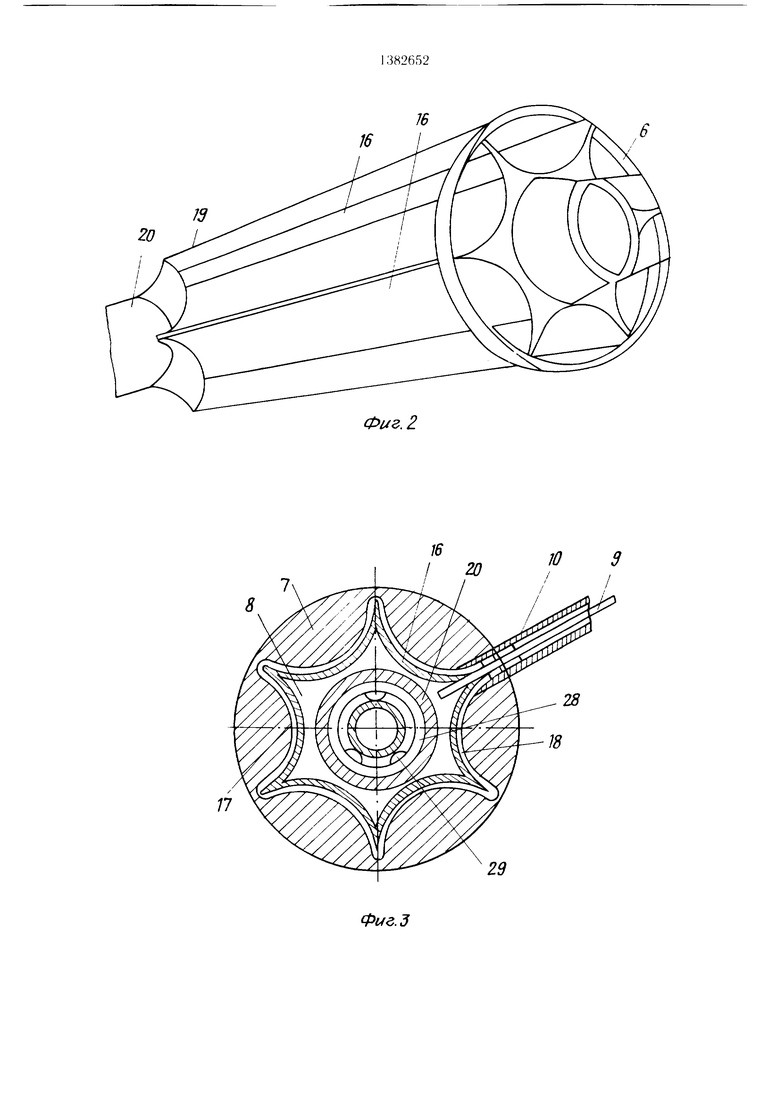
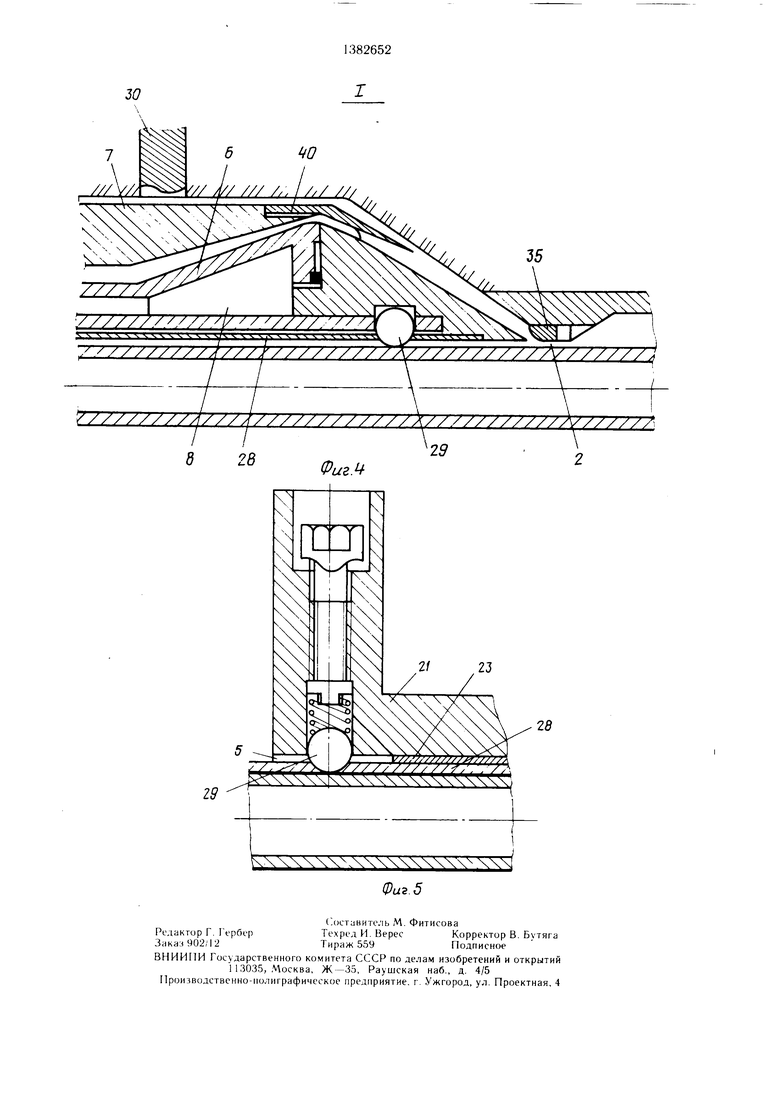
в месте подвода хладагента; на фиг. 4 узел I на фиг. 1, где показаны каналы в месте слияния потоков массы расплавов полимеров; на фиг. 5вариант установки подпружиненных niapoB.
Экструзионня головка содержит корпус 1 с выходным отверстием 2, ка.меру 3 низкого давления с уплотнительной манжетой 4, уста- р{овленной со стороны входного отверстия 5 для подачи покрываемой трубы. В корпусе 1 размещен дорновый блок, выполненный в виде полых коаксиально расположенных первого 6 и второго 7 дорнов. В первом дор- не 6 выполнена камера 8 для циркуляции теплоносителя, связанная с источником подачи хлада1 ента (не изображен) посредством трубок 9 и 10 для подвода и отвода соответственно.
Л1ежду наружной поверхностью первого дорна 6 и внутренней поверхностью второго дорна 7 образован щелевой канал 11. Между наружной поверхностью второго дорна 7 и корпусом I образован питающий канал 12. Щелевой II и питающий 12 каналы сообщены с коллекторами 13 и 14 подачи материала покрытия. На выходе из головки щелевой 11 и питаюп1ий 12 каналы образуют общий канал 15 течения. Первый 6 и второй 7 дорны выполнены в виде усеченных звездообразных пирамид, обращенных меиьп ими основаниями в сторону коллекторов 13 и 14. Дорны 6 и 7 выполнены с криволинейными соответственно вогнутыми 16 и выгнутыми 17 поверхностями для образования дугообразных участков 18 щелевого канала 11, сужающихся в направлении общего канала 15. В первом дорне 6 разделительные грани 19 на входе и выходе выполнены скощенными. На выходе скощенные грани 19 переходят в цилиндрический дорнодержа- тель 20. Площади дугообразных участков 18 в поперечном сечении выбраны постоянными по длине дорна 6 до общего канала 15. Первый 6 и второй 7 дорны консольно смонтированы в корпусе 1 посредством фланцевой втулки 21, болтов 22 и промежуточной втулки 23. Камера 3 низкого давления снабжена кольцевым индукционным нагрева
826522
телем 24, размещенным за уплотнительной манжетой 4. За выходным отверстием 2 размещена камера 25 охлаждения с калибратором 26 из гигроскопического малериала 5 для подачи через него под давлением 0,1-0,3 МПа хладагента.
По меньщей мере один из дорнов 6 или 7 установлен с возможностью осевого пере- .мещения с последующей фиксацией фланцевой втулкой 21 для регулирования вели 0 чины щелевых каналов 11.
В полости 27 первого дорна 6 расположена направляющая труба 28 со смонтированными по ее контуру подпружиненными тарами 29 для центровки псжрываемой тру.с бы и плавного неремещения ее в процессе нанесения полимерной изоляции. В корпусе 1 расположено подпорное кольцо 30 с регулировочными болтами 31, и с возможностью осевого перемен1ения смонтированы сборный стакан 32 с мундщтуком 33
20 и сменным вкладышем 34, связанные с приводной шестерней 35 для регулирования величины сопротивления выходного отверстия 2.
Экструзионная головка выполнена с входными каналами 36 и 37 для подачи вспененной полимерной композиции. На корпусе I смонтированы нагреватели 38 и термопары 39 для регулирования температурного режима.
Второй дорн 7 снабжен на выходе дуго-,,. образных участков 18 насадкой 40, пере25
крывающей по длине скощенные грани 19 первого дорна 6. Насадка 40 закреплена на торце второго дорна.
Работа головки осуществляется следующим образом.
jr Предварительно праймированную покрываемую трубу, расположенную по оси направляющей трубы 28, подаются в камеру 3 низкого давления, где при включенном индукционном нагревателе 24 происходит нагрев поверхности трубы до определенной темпе40 ратуры (в пределах 50- 75°С). Перемещаясь внутри головки, труба самоцентрируется подпружиненными щарами 29 и останавливается на выходном отверстии 2 для наложения полимерного покрытия. Композиция вспененного полимера (Г1Э, ПС, ПВХ) с химическим или физическим газообразовате- лем, например азодикарбоксамидом или низкомолекулярной (низкокипящей) органической смесью, определяющим размеры и структуру ячеек в массе, в виде тегеро Q генного расплава поступает во входной канал 36, равномерно распределяясь по тороидальному коллектору 13, постепенно растекается в щелевом канале 11 по дугообразным участкам 18. Аналогично в коллектор 14 подается монолитный поли.мер и далее
55 поступает в питающий канал 12.
Расплав вспененной полимерной композиции на дугообразных участках 18 растекается по поверхностям 16 и постепенно
начинает сжиматься за счет интенсивной подачи хладагента в камеру 8 первого дор- на 6. Температура расплава постепенно падает до 85-100°С), вязкость расплава и давление возрастают, вспененная масса полимера поступает на участок размещения насадки 40, где благодаря снижению температуры, повышению вязкости и возрастающему давлению образуется мелкоячеистая структура нижнего слоя потока и переходная структура внешнего слоя того же потока, но с более высокой температурой, позволяющей вспененной полимерной композиции слиться в СПЛО1ПНОЙ поток с монолитным расплавом полимера, поступающим от второго экструдера и служащим гидроизоляционным покрытием.
При этом сопротивление каналов 11 и 12 раздельного течения расчитывается таким образом, что суммарное давление верхнего монолитного потока расплава в месте слияния с потоком вспененного полимера, больше суммарного давления вспененной композиции примерно на 0,5- 1,5 МПа, что обеспечивает нормальные условия слияния потоков, предотвращая возможность преждевременного вспенивания за счет коалепсцен- ции, направленной к внещним слоям вспененного потока. С нарастающей скоростью, при вполне уже сформировавшейся структуре полимерного покрытия поток устремляется к выходному отверстию 2, где создается максимальное давление (8 21 МПа), позволяющее получить многократность вспенивания (порядка 5-7-и кратного) и получить требуемое качество изоляционного ю- крытия, соответствующего техническим и эксплуатационным условиям на данный вид продукции. Для регулирования скорости верхнего сплошного гидроизоляционного потока полимера предусмотрено подпорное кольцо 30, смещающееся по отношению к потоку расплава посредством регулировочных болтов 31. Величина BbixojiHoro отверстия 2 регулируется осевым перемещением первого дор- на 6.
При выходе двухслойного рукава из выходного отверстия 2 осуществляется заправка его на торце трубы, включается вакуум-насос (не показан) и расплав в виде двухслойного рукава плотно прилегает к нагретой поверхности трубы с образованием плотного адгезионного поверхностного нижнего слоя, обрамленного сплошной поверхностной пленко й. После наложения тепло- гидроизоляционного слоя, с практически уже сформировавшейся структурой покрытия, труба поступает в камеру 25 охлаждения с калибратором 26.
Калибратор 26 может быть изготовлен спеканием керамического порошка или же набором пакета поровиниловых сепараторов, что обеспечивает надежную и долговечную их работу в процессе длительной эксплуатации. Находясь под постоянным
0
давлением 0,1-0,3 МПа охлаждающей среды, проходящей через поры калибратора 26, равномерно охлаждает внешний гидроизоляционный слой покрытия трубы. Последующая фиксация микро- и макроструктуры осуществляется на рольгангах в камере термостабилизации (не показана).
Для повышения качества гидроизоляционного покрытия, заключающегося в придании внешней поверхности блеска, улучшающего товарный вид изделия, предотвра- П1ая преждевременного старения покрытия и повышения прочностных показателей изделия в состав основного материала вводится дибензилиденсорбит в количестве
5 0.5 1,5%.
Надежный контакт формующих, переходных и уплотнительных деталей головки исключает потери вспенивающегося материала, содержащего в нем порофора или инертного газа. Случайное проникновение хладаген0 та из камеры 8 в щелевой канал 11 не ухудшает качества готового изделия, так как увеличенная поверхность теплоотдачи (в 1,5-3,5 раза больше по сравнению с цилиндрической такой же длины) сразу обра5 зует перегретый пар, который является также неплохим газообразователем. Объемная масса газообразователя в общем не должна превышать 12% от объемной массы основного материала.
В щелевом канале 11 предусмотрено
0 постоянство поперечных сечений на всей длине, а со стороны нижнего слоя потока в камере 8 первого дорна 6 циркулирует хладагент, постепенно повьицая вязкость расплава при охлаждении сужающегося потока, что обеспечивает ведение процесса в соот5 ветствии с физико-химическим и реологическим состоянием расплавленного полимера в процессе структуро-и формообразования, позволяющим получать качественное покрытие с заданными свойствами.
Изобретение позволяет получать изоляционное покрытие в широком диапазоне кажущейся плотности (150- 300 кг/м ) при общей толщине покрытия 10-25 мм с коэффициентом теплопроводности не более 0,035 ккал/м.ч.°С при температуре расплас ва на выходном отверстии не более 85 100°С.
Приведенные характеристики позволяют снизить потери тепла в коммуникациях теплопроводов в 1,5-2,5 раза по сравнению с нормативными допускаемыми потерями (3 5%), что дает возможность продлить срок службы тепловых технологических коммуникаций, вследствии избавления от коррозии наружной поверхности стальных .
0
Формула изобретения
1. Экструзионная головка для нанесения покрытия на трубы, содержащая корпус с выходны.м отверстием, мундштук, каме)у Hii.fKoro давления с уплотиительной манжетой, установленной со стороны входного отверстия для подачи юкрываемой трубы, размещенный в полости корпуса дор- новый блок, выполненный в виде полых коак- сиально расположенных первого и второг о дорнов, причем дорны смонтированы с образованием между наружной поверхностью первого дорна и внутренней поверхностью второго дорна щелевого канала и с образованием между наружной поверхностью второго дорна и корпусом питающего кана- та, при этом щелевой и питающий каналы сообп1ены с коллекторами подачи материала покрытия и расположены с образованием обп1,его канала течения на выходе из головки, отличающаяся тем, что, с целью повьлпения качества теплогидроизоляпион- }|ого покрытия труб из вспененного полимера, первый и второй дорны выполнены в виде усеченных звездообразных пирамид, обрап енных меныпими основаниями в сторону коллекторов, и с криволинейными соответственно вогнутыми и выгнутыми поверхностями для образования в щелевом канале дуг ообразньгч участков с разделительными гранями, сужающихся в направлении обп;его канала, причем площади дугообразных
0
5
0
5
участков в поперечном сечении выбраны постоянными по длине дорна до обще|-о канала, а в первом дорне выполнена камера для хладагента, при этом камера низкого давления снабжена кольцевым индукционным нагревателем, головка снабжена размещенной на ее выходе камерой охлаждения с калибратором из гигроскопического материала д;1я подачи через него под давлением хладагента.
2.Головка по п. 1, отличающаяся тем, что, по меньп1ей мере один из дорнов установлен с возможностью осевого перемещения, а мундн тук снабжен сменным вкладышем.
3.Головка по п. 1, отличающаяся тем, что в первом дорне разделительные грани дугообразных участков на входе и выходе выполнены скоп1енными, причем второй дорн на выходе снабжен закренленной на его торце насадкой для перекрытия по длине скошенных разделительных |-раней первого дорна.
4.Головка по п. 1, отличающаяся тем, что она снабжена расположенной в полости первого дорна направляющей трубой и подпружиненными П1арами, расположенными по меньшей мере на двух участках по контуру направляющей трубы.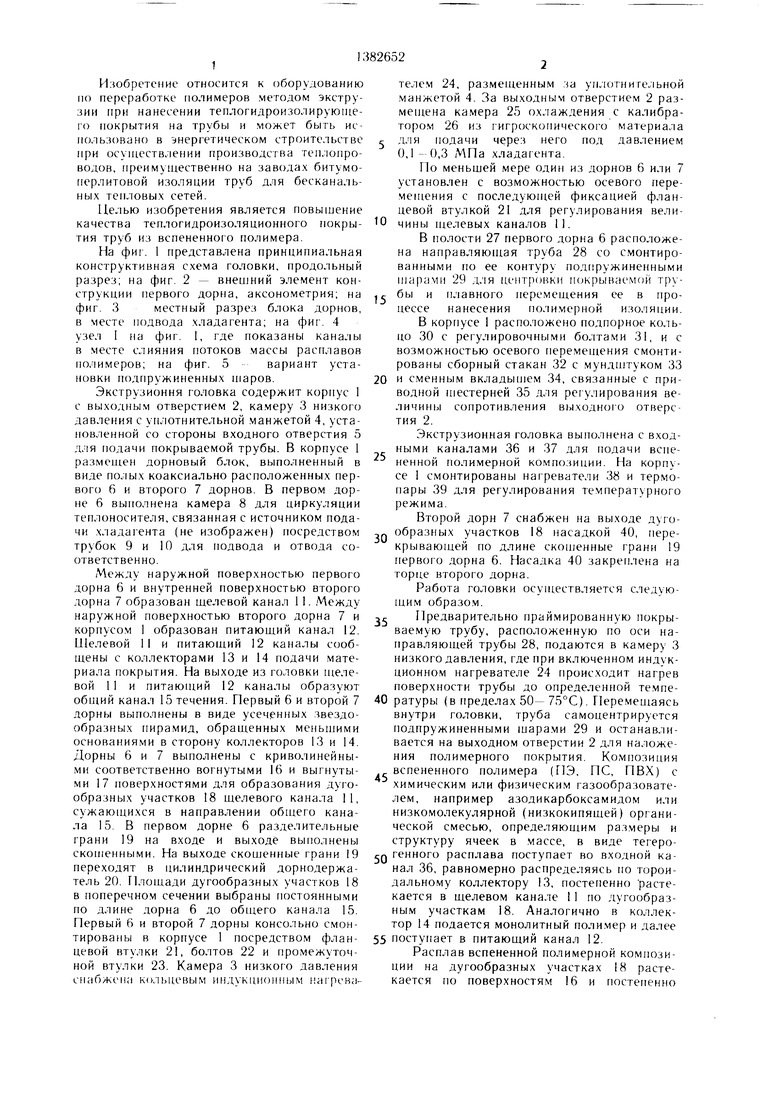
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Устройство для формования полых профилей из вспененных термопластов | 1986 |
|
SU1388305A1 |
| Экструзионная головка для нанесения покрытия на изделие | 1980 |
|
SU910444A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| Устройство для изготовления полых профильных изделий из термопластичных полимеров | 1981 |
|
SU1024292A1 |
| Экструзионная головка | 1991 |
|
SU1801764A1 |
| ЭКСТРУЗИОННЛЯ ГОЛОВКА ДЛЯ НЗГОТОВЛГ:НИЯ | 1972 |
|
SU329031A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ПОРУЧНЯ ИЗ ТЕРМОПЛАСТМАССЫ | 2008 |
|
RU2497671C2 |
| Роторная литьевая установка для переработки полимеров | 1980 |
|
SU1168427A1 |
Изобретение относится к оборудованию для изготовления труб с теплогидро- изолирующим покрытием. Целью изобретения является повышение качества теплогид- роизоляционного покрытия труб из вспененного полимера. Экструзионная головка состоит из корпуса, камеры низкого давления с уплотнительной манжетой и индукционным нагревателем и размещенной на выходе камеры охлаждения с калибратором. В корпусе размеш,ен дорновый блок с двумя полыми коаксиально расположенными дор- нами. В щелевом канале между первым и вторым дорном поверхности дорнов выполнены криволинейными - соответственно вогнутыми и выгнутыми. Площадь дугообразных участков между первым и вторым дорнами в поперечном сечении постоянна. В полости первого дорна имеются направляющая труба и подпружиненные шары для центровки покрываемой трубы. Вспененная композиция подается к общему каналу по дугообразным участкам щелевого канала. На входе в общий канал образуется структура вспененного слоя и сливается с монолитным расплавом полимера. Затем расплав в виде двухслойного рукава плотно прилегает к нагретой поверхности покрываемой трубы. Далее труба поступает в камеру охлаждения с калибратором. Последующая фиксация структуры осуществляется в камере термостабилизации. 3 з.п.ф-лы, 5 ил. (О (Л оо 00 N3 Oi СП N5
2f
2/ 26 я / % /, 36
25
6 JO Риг.1
I
J5
13
20
J6
Фиг. г
18
29
Фиг.З
1
40
//////////A///Jr ///////// л/ ///////// /у ////// /I
////////// ////////////////A////////.
II
8 28
ФигМ
29
/////7
29
Xi
| Патент США № 3447204, кл | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Устройство для покрытия стальных труб трубчатыми пленками из термопласта | 1981 |
|
SU976841A3 |
| Солесос | 1922 |
|
SU29A1 |
