(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАМОТКИ ПАКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля полноты намотки паковок прядильных машин | 1984 |
|
SU1252272A1 |
| Устройство для контроля работы прядильной машины | 1981 |
|
SU1049586A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ РАСТЕНИЙ | 2003 |
|
RU2253222C1 |
| Устройство для управления прядильной машиной | 1982 |
|
SU1108151A1 |
| Устройство для контроля времени работы оборудования | 1990 |
|
SU1815664A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ РАСТЕНИЙ | 2005 |
|
RU2297133C2 |
| Устройство для приема телесигналов | 1983 |
|
SU1137497A1 |
| Устройство для управления фотоколориметрическим газоанализатором | 1982 |
|
SU1092468A1 |
| АКТИВАТОР РОСТА РАСТЕНИЙ | 2005 |
|
RU2300187C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ РАСТЕНИЙ | 2005 |
|
RU2296457C2 |
1
Изобретение относится к автоматическим устройствам для контроля за полнотой намотки паковок и может быть использовано, например, на прядильных машинах непрерывного действия.
Известно устройство для контроля намотки паковок, содержащее счетчик наработки, первый вход которого подключен к задатчику, а один из выходов электрически связан с блоком световой и звуковой сигнализации 1.
Недостатком такого устройства является то, что не контролируется время задержки съема и начало нового цикла намотки, в результате чего паковки отличаются по полноте намотки, т. е. снижается точность контроля.
Цель изобретения - повышение точности контроля намотки паковок.
Поставленная цель достигается тем, что устройство содержит блок управления, счетчик времени интервала съема паковок с задатчиком, счетчик времени задержки съема паковок, сигнальные лампы на каждом рабочем месте, коммутатор сигналов съема, формирователь импульсов с делителем частоты и переключатель, причем второй вход
счетчика наработки через последовательно включенные переключатель, делитель частоты и формирователь подключен к одной из фаз электродвигателя прядильной машины, выходы коммутатора сигналов съема электрически связаны с соответствующими сигнальными лампами, а его соответствующие входы соединены с первым выходом блока управления и выходом счетчика времени интервала съема, последующие выходы блока управления подключены ко входам счетчика времени интервала съема, а реверсивные входы блока управления соединены с реверсивными выходами счетчика наработки и счетчика задержки времени съема.
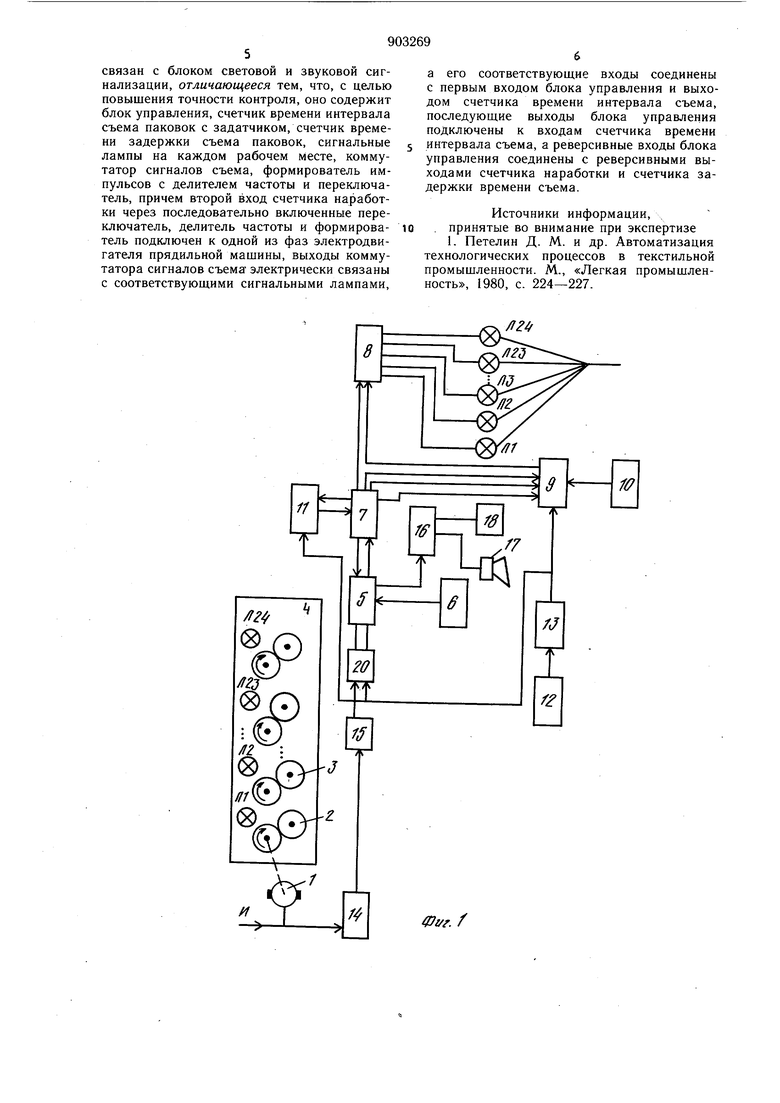
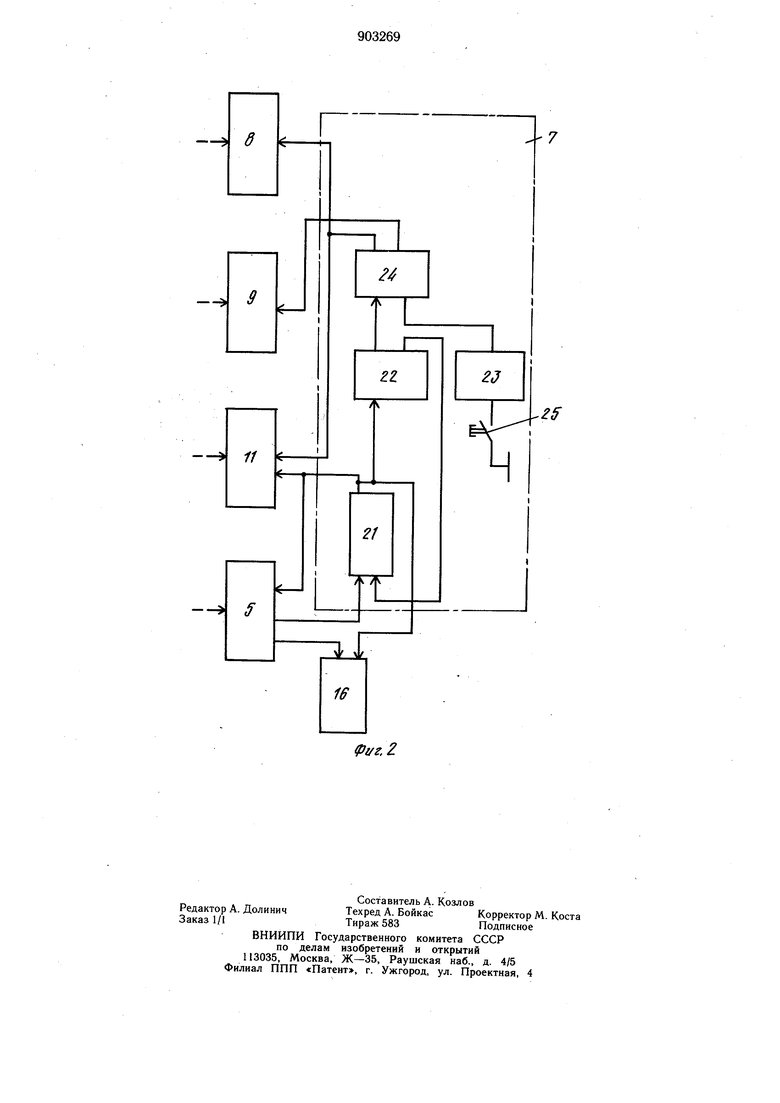
На фиг. 1 изображена функциональная схема устройства; на фиг. 2 - то же, блока управления.
Устройство для контроля намотки паковок подключено к одной из фаз напряжения питания синхронного электродвигателя 1 (фиг. 1), механически связанного с фрикционным валиком 2, приводящим во вращение бобины 3 прядильной машины 4. Число оборотов синхронного электродвигателя 1 строго пропорционально числу периодов напряжения и числу оборотов фрикционного валика 2. Устройство контроля содержит счетчик наработки 5 с задатчиком 6, блок управления 7, коммутатор сигналов съема 8, счетчик времени интервалов съема 9 с задатчиком 10, счетчик времени задержки съема 11, кварцевый генератор 12 с делителем частоты 13, формирователь импульсов 14 с делителем частоты 15, блок сигнализации 16 с сиреной 17 и световым табло 18. Входы коммутатора 8 подключены к выходу блока управления 7 и вьгходу счетчика времени интервалов съема 9. Выходы коммутатора 8 связаны с сигнальными лампами 19, установленными на каждом рабочем месте. Счетчик времени задержки съема 11 выполнен в виде счетчика импульсов и подключен к блоку управления 7, связанному со счетчиком наработки 5, выполненному в виде пятидекадного счетчика импульсов. Другими выходами блок управления. 7 соединен со счетчиком времени интервалов съема 9. Генератор тактовых импульсов 12 выполнен в виде кварцевого генератора и через делитель частоты 13 подключен к входу счетчика наработки 5 через переключатель 20, входу времени интервала съема 9 и входу счетчика времени задержки съема 11. Формирователь импульсов 14 своим входом подключен к одной из фаз напряжения питания синхронного двигателя 1, а выходом через делитель частоты 15 и переключатель 20 соединен с входом счетчика наработки .4 R чяяигммпгти пт пплпжрния пРПР,.лк.ки 5. В зависимости от положения переключателя 20 вход счетчика наработки 5 связан или с формирователем импульсов 14, или с генератором тактовых импульсов 12. Блок управления 7, (фиг. 2) содержит счетчик времени 21, триггеры 22, 23 и 24. При этом один из входов счетчика времени 21 связан с выходом счетчика наработки 5. Выход счетчика времени 21 через логические схемы (не показаны) соединен с блоком сигнализации 16, счетчиком времени задержки съема 11 и первым триггером 22, своими выходами связанного с другим входом счетчика времени 21 и с одним из входов третьего триггера 24, другой вход которого соединен с выходом второго триггера 23, управляемого кнопкой квитирования 25. Один из выходов третьего триггера 24 подключен к счетчику времени задержки съема 11 и коммутатору 8, а другой - к счетчику времени интервалов съема 9. Устройство работает следующим образом. На формирователь импульсов 14 поступает одна фаза напряжения питания двигателя 1. С выхода формирователя 14 импульсы поступают на счетчик наработки 5. Каждый поступающий на счетчик 5 импульс соответствует десяти оборотам двигателя 1. Счетчик импульсов (наработки) 5 в зависимости от положения переключателя 20, отсчитывает число оборотов или точное время в секундах. Секундные импульсы поступают от кварцевого генератора 12 и делителя частоты 13. При поступлении на счетчик 5 числа импульсов, соответствующего заданному, со счетчика поступает сигнал на блок управления 7 и блок сигнализации 16. Блок управления 7 запрещает дальнейщий счет импульсов. Блок сигнализации 16 включает сирену 17 и табло 18, лампы которого (не показаны) начинают мигать. Нажатием кнопки квитирования 25 выключается сирена, а лампа переключается на ровный свет. Через время, задаваемое сигналом счетчика времени 21, блок управления 7 выдает сигнал на коммутатор 8 и блок сигнализации 16 и сбрасывает на нуль счетчик импуль Блок сигнализации 16 при этом включает сирену, а коммутатор 8 включает лампу первого рабочего места. Эти сигналы означают конец цикла намотки. Снова нажав кнопку квитирования 25, оператор выключает сирену 17 и световое табло 18. Нажатием этой кнопки выдается сигнал, разрещающий прохождение секундных импульсов на счетчик времени интервалов съема 9, а также сигнал, переводящий коммут а7ор 8 в рабоче е7остояниеГи сигГал разрешающий счет нового цикла, При совпадении числа импульсов, поступающих на счетчик времени интервалов ъема 9 с заданием, счетчик выдает сигнал „д коммутатор 8, сбрасывается в нуль и o., следующий интервал. Коммутатор 8 включает лампу второго рабочего места и т. д. до 24 рабочего места. После погасания лампы на 24 рабочем месте коммутатор 8 автоматически переходит в исходное состояние. Если по проществии заданного блоком управления 7 времени после включения лампы 1 рабочего места обслуживающий персонал не приступает к съему паковок, т. е. не нажимает кнопку квитирования 25, включается счетчик времени задержки съема И, который остановится только после нажатия этой кнопки. Показания задержки съема сохраняются в течение всего следующего цикла намотки. Сброс на нуль счетчика времени задержки съема 11 производится через задаваемое счетчиком 21 время. Применение предлагаемого устройства позволяет за счет повыщения точности контроля получить паковки с одинаковой длиной нити, сократить отходы производства и снизить удельные нормы расхода сырья Формула изобретения Устройство для контроля намотки паковок преимущественно на прядильной мащине непрерывного действия, содержащее счетчик наработки, первый вход которого подключен к задатчику, а один из выходов электр|1чески
связан с блоком световой и звуковой сигнализации, отличающееся тем, что, с целью повышения точности контроля, оно содержит блок управления, счетчик времени интервала съема паковок с задатчиком, счетчик времени задержки съема паковок, сигнальные лампы на каждом рабочем месте, коммутатор сигналов съема, формирователь импульсов с делителем частоты и переключатель, причем второй вход счетчика наработки через последовательно включенные переключатель, делитель частоты и формирователь подключен к одной из фаз электродвигателя прядильной машины, выходы коммутатора сигналов съема- электрически связаны с соответствующими сигнальными лампами.
а его соответствующие входы соединены с первым входом блока управления и выходом счетчика времени интервала съема, последующие выходы блока управления подключены к входам счетчика времени интервала съема, а реверсивные входы блока управления соединены с реверсивными выходами счетчика наработки и счетчика задержки времени съема.
Источники информации, , принятые во внимание при экспертизе 1. Петелин Д. М. и др. Автоматизация технологических процессов в текстильной промышленности. М., «Легкая промышленность, 1980, с. 224-227.
/f
Ф1/. f
Фг/г, Z
