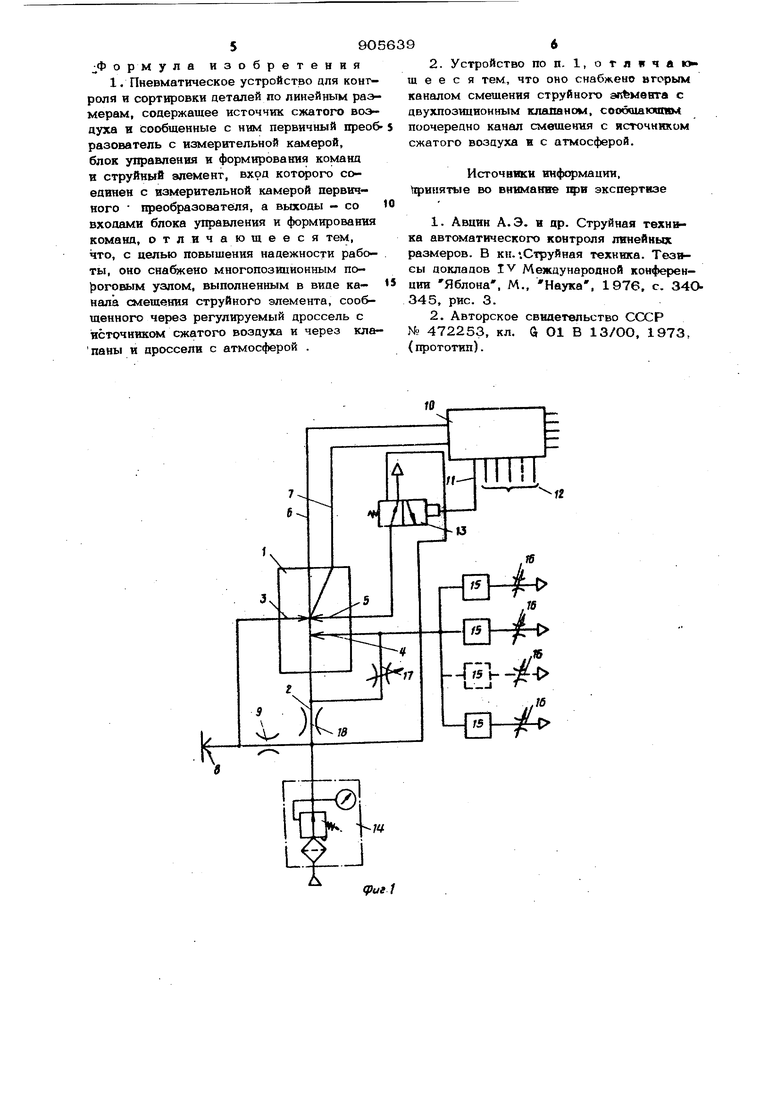
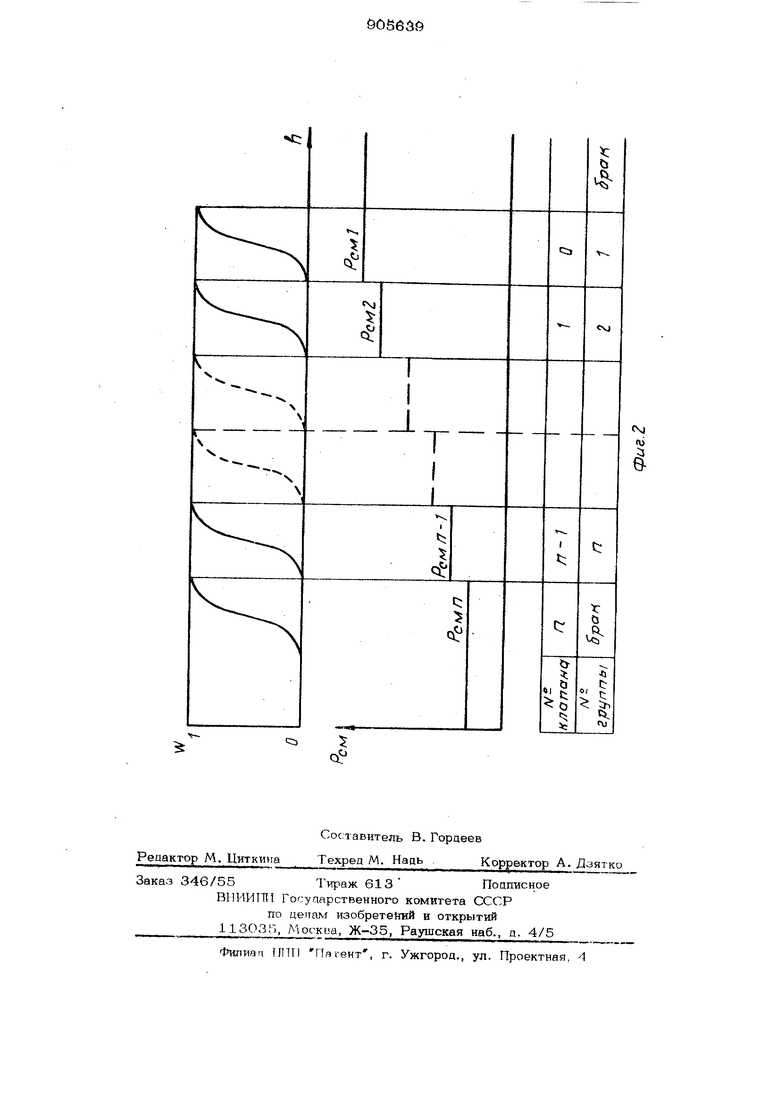
390 Кроме того, noBbimeirae нааежности до стигается тем, что устройство снабжено вторым каналом смещения струнного элемента с авухпозиционным клапаном, сообщающим поочередно канал смешения с источником сжатого воздуха и с атмосферой На фиг. 1 изображена схема устройствана фиг. 2 - карта настройки устройства пропуска. Устройство содержит струйный элемент 1 с входом 2 питания, ухфавляющим входом 3, входами 4 и 5 смещения и выходами 6 и 7, первичный преобразователь, состоящий из измерительного сопла 8 и входного сопла 9, блок 10 управления и формирования команд с выходами 11 и 12, двухпозиционный клапан 13, соеди-г ненаый со вхоасж 5 смещения струйного элемента 1, источником 14 сжатого воз- ауха, атмосферой и выходом 11 блока 10 многонозиционный пороговый узел, выполненный в виде канала смешения струйного элемента 1, подключенного к его входу состоящий из клапанов 15, упра&ляомых блоком 1О по каналам, соединенным с выходами 12 блока, настроечных дросселей 16 и регулируемого дросселя 17, через который источник 14 сжатого воздуха сообщен со входом 4 смещения струйного элемента 1, и дроссель 18 на входе 2 питания струйного элемента. Устройство работает следующим образом. После установки детали на измеритель) ную .позицию в первичном преобразовате,ле и на управляющем входе 3 струйного элемента 1 устанавливается давление, соответствующее контролируемому размеру. В исходном состоянии управляемые клапаны 15 отключены и на входе 4 сме щения струйного элемента 1 устанавливается давление , настраиваемое регулируемым дросселем 17 и соответствук шее первой сортировочной группе. Пуск устройства в работу осуществляется вруч ную либо автоматически от датчика наличия детапи на измерительной позиции (не показано). При этом происходит поС31едоьательное включение клапанов 15, соединяющих вход 4 смещения с атмосферой через настроечные дроссели 16. В результате давлевие на входе 4 смещения ступенчато понижается на величину, соответствующую интервалу сортировочной группы. При срабатывании струйного элемента сигнал с его выхода 7 поступает в блок Ю управления и формирования команд. Включение следующих кпапанов 15 9 Iпрекращается. Пороговый узел имеет погрешность С11абатывания, которая иллюстрируется на фиг. 2, где показаны зависимости вероятности срабатывания порогового элемента от управляющего давления при различных уровнях давления смещения. Поэтому действительный размер детали при срабатывании струйного элемента может соответствовать соседним сортировочным группам. Для уточнения сортировочной группьг с выхода 11 блока 10 управления и формирования команд на двухпозиционный клапан 13 многократно подают команды на включение и выключение. При каждом включении клапана 13 происходит сообщение входа 5 смещения с источником 14 сжатого воздуха давлением, достаточным для возврата струйного элемента 1 в исходное положение. При отключении клапана 13 вход 5 смещения сообщается на фтжсированный промежуток времени с атмосферой. Блок Ю управления формирования команд фиксирует число включений клапана 13 И число срабатываний элемента 1. Если число срабатываний элемента 1 равно числу включений, выдается команда на отнесение детали к сортировочной группе, номер которой равен номеру клапана 13, при котором произошло первое срабатывание струйного элемента 1. При числе срабатываний, меньшем числа включений клапана, номер сортировочной группы выбирается на единицу большим номера клапана. После окончания цикла схема возвращается в исходное состояние « Выполнение порогового узла многопозиционным, настройка порогов срабатывания которого осуществляется путем вклинения управляемых клапанов, задающих на входе смещения струйного элемента давления, соответствующие сортировочным группам, позволяет использовать в схеме устрой- ства один струйный элемент. Это уменьшает .деформацию характеристики перви ного .преобразователя и повышает надежность сортировки. Этому способствует и снабжение многопозиционного порогового ,„. „,„л.„,„„„,„.. элемента двухпозиционным клапаном уточцения сортировочной группы, с помощью которого осущестнляется многократная проверка срабатывания элемента. При таком вьтолвении устройства значительно снижается расход воздуха на питание струйных элементов измерительгной схемы, что делает устройство более эконсаусичным. 590 Формула изобретения 1. Пневматическое устройство для контроля и сортировки деталей по линейным раз мерам, содержащее источник сжатого воздуха и сообщенные с ним первичный преоб разователь с измерительной камерой, блок управления и формирования команд и струйный элемент, вход соединен с измерительной камерой первичного преобразователя, а выходы - со входами блока управления и формирования команд, отличающееся тем, что, с целью повышения надежности работы, оно снабжено многопозиционным узлом, выполненным в виде канала смещения струйного элемента, сообщенного через регулируемый дроссель с источником сжатого воздуха и через клапаны и дроссели с атмосферой . 9 2. Устройство по п. 1, отличающее с я тем, что оно снабжено вгорым каналом смещения струйного эг мевта с двухпозиционным клапаном, сообщающем поочередно канал смещения с источником сжатого воздуха и с атмосферой. Источники информации, финятые во внимание щэи экспертизе 1.Аваин А.Э. и др. Струйная техника автоматического контроля линейных размеров. В кн.«Струйная техника. Тезисы докладов IV Международной конференции Яблона, М., Наука, 1976. с 340345, рис. 3. 2.Авторское свидетельство СССР № 472253, кл. G О1 В 13/ОО, 1973, {прототип).
tj
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| Многопозиционный пневмопривод | 1980 |
|
SU877158A1 |
| Струйная позиционная пневматическая система привода длинноходовых установочных координатных перемещений | 2023 |
|
RU2802568C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ ДОЗАТОРОМ | 2007 |
|
RU2349445C2 |
| Устройство управления многоступенчатой трансмиссией | 1989 |
|
SU1682217A1 |
| ДИСКРЕТНЫЙ КЛАПАН-ДРОССЕЛЬ С ИМПУЛЬСНОЙ СИСТЕМОЙ УПРАВЛЕНИЯ | 1997 |
|
RU2114457C1 |
| МАНИПУЛЯТОР ВИННИКОВА И.К. | 1995 |
|
RU2097965C1 |
| ПНЕВМОСТЕНД ДЛЯ НАСТРОЙКИ И ПРОВЕРОК ЭЛЕКТРОМАГНИТНЫХ ПНЕВМОРАСПРЕДЕЛИТЕЛЕЙ КЛАПАННОГО ТИПА ДЛЯ ПНЕВМОПРИВОДОВ | 1997 |
|
RU2117979C1 |
| Система снабжения транспортного средства сжатым воздухом | 1988 |
|
SU1588602A1 |
| Сверлильная головка | 1984 |
|
SU1237320A1 |
ч
с:э
«41
I i
C4J
т u
I I
ti t
I I;
ce
X
u
vS
«
t
t
g t %:
:ji c,
ГО
