t
Иаобрегение огносигся к обработке металлов аавлением и можег быть использовано гфи упрочнении внутренних цилинц1рических псверхностей.
По основному авт, св. М 645825 иэвестен инструмент, выполненный в вице цилинцрического вклацыша с буртиком на конце и оправки. Вкладыш и оправка выполнены со скосами, образующими клиновую пару ij .
Недостаток известного устройства образование в упрочненном слое тангенциальных остаточных напряжений, что ухуцшает качество поверхности.
Цель изобретения - псвышение качестеа упрочняющей обработки.
Поставленная цель цостигается тем, чго в инструменте цля упрочняющей обработки внутренних циликарических поверхностей на оправке выполнен второй cn.viC, расположенный асимметрично первому, а вклацыш выполнен из овух частей, расположенньк по обе стороны оправки.
Применение оправки с двумя скосами, взаимоцействукяцими с вклааышамн, исключает ее контакт с обрабатываемой поверхностью и пр1юоцит только к нормальному перемещению вклааышей относительно; обрабатываемой поверхности, что исключает появление тангенциальных напряжений в упрочненном слое.
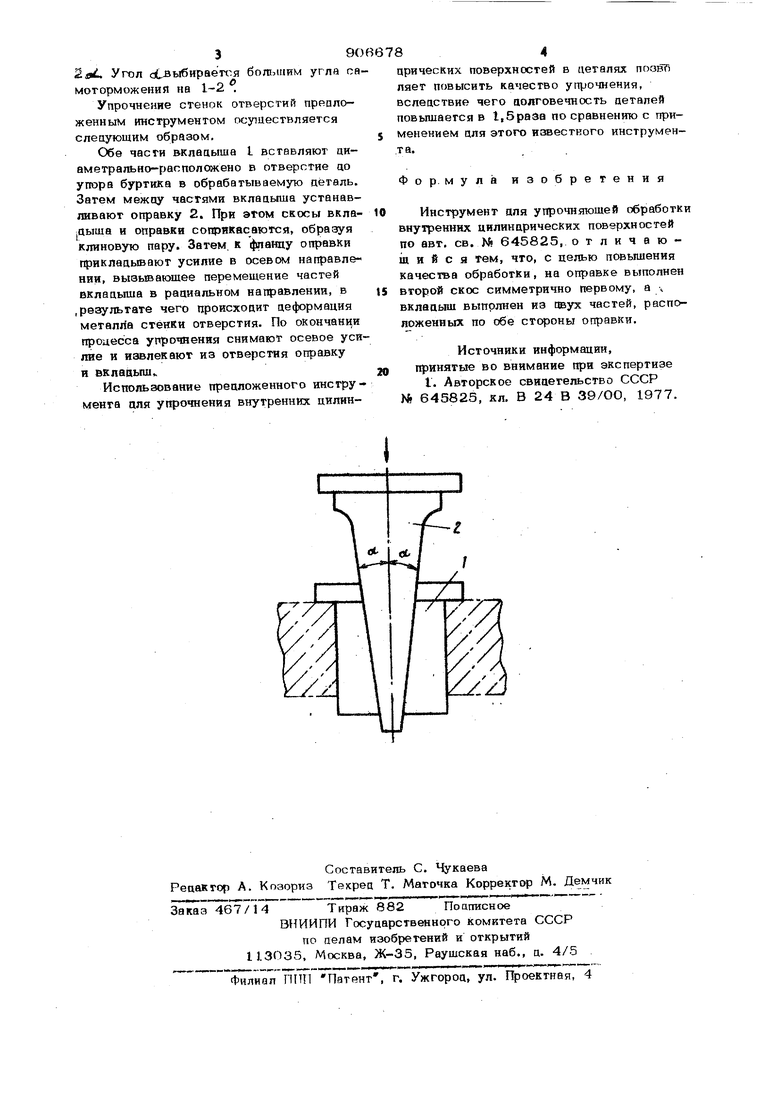
На чертеже показан инструмент аля упрочняющей обработки внутренних цилинарических поверхносгей.
Инструмент выполнен в вице состоящего из овух частей цилиндрического вклацыша I с буртиком на конце и цнлинцрнческой оправки 2 с фланцем. Диаметр цилинцрических чаете вклацыша и оправки выбирается с учетом обеспечения свсбоаного входа инструмента в упрочняющее отверстие. На вклааыше (m-l равке выполнены скосы поа оаянаковым ; углом к оси вклацыша и опрэвки, причем на оправке выполнено ова симметрично расположенных скоса, образуюшюс угол
2ei. Угол оСвыбираеп я угла самоторможения на 1-2 .
Упрочнение стенок отверстий преаложенным инструментом осуществляется слецующим образом.
Обе части вкладыша I вставляют циаметрапьно-рагположено в отверстие цо упора буртика в обрабатываемую цёталь. Затем межоу частями вклацыша устанавливают оправку 2. При эч-ом скосы вкла|Цыша и оправки соприкасаются, образуя Клиновую пару. Затем, к фпавду оправки прикладьшают усилие в осевом направлении, вызывающее перемещение частей вклацыша в рааиальном направлении, в .результате чего происходит деформация металла стенки отверстия. По окончании процесса упрочнения снимают осевое усилие и извлекают из отверстия оправку к вклацыш,.
Использование предложенного инструмента цля упрочнения внутренних цилиндрических поверхностей в деталях погзвГ ляет повысить качество упрочнения, вследствие чего цолговечность деталей повьпиается в 1,5раза по сравнению с применением для этого известного инструмента.
Фор. мула изобретения
Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей по авт, св. W 645825, отличающийся тем, что, с целью повьпиения качества обработки, на оправке выполнен
второй скос симметрично первому, а вкладыш выполнен из даух частей, расположенных по обе стороны оправки,
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР N 645825, кл, В 24 В 39/ОО, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочняющей обработки,внутренних цилиндрических поверхностей | 1981 |
|
SU1063580A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU861040A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU854696A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1984 |
|
SU1175680A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1980 |
|
SU996176A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU884983A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1977 |
|
SU645825A1 |
| Датчик влажности сыпучих материалов | 1980 |
|
SU905758A1 |
| Инструментальная оправка с повышенной жесткостью и виброустойчивостью | 2021 |
|
RU2777079C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
