(54) ИНСТРУМЕНТ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1977 |
|
SU645825A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU884983A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1980 |
|
SU906678A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU854696A2 |
| Инструмент для упрочняющей обработки,внутренних цилиндрических поверхностей | 1981 |
|
SU1063580A2 |
| Способ упрочняюще-отделочной обработки внутренних поверхностей деталей и устройство для его осуществления | 1975 |
|
SU594192A1 |
| Устройство для упрочняющей обработки деталей с отверстиями | 1979 |
|
SU899686A1 |
| Устройство для упрочнения внутренней поверхности отверстий | 1978 |
|
SU745660A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU861040A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1984 |
|
SU1175680A1 |
Изобретение отнех;ится к обработку металлов давлением и может быть вопользовано при упрочнении внутренних цилиндрических поверхностей. По основному авт. св. № 9О6678 известен инструмент дпя упрочН5ВО1цей обработки внутренних цилиндрических поверхностей, выполненный в виде цвлиндрических вкладышей с буртиком на концах и оправки, причем вкладыш и сшр ка выполнены со скосами, образуюоощми клиновую пару С J- 3 При упрочнении стенок отверстий в пакетах из деталей из рагшородных материалов участки отверстия в каждой детали получаются с разными размерами иэ-за разных упругих свойств материалов деталей пакета, приводящих пр одинаковой величине раздачи отверстия к неодинаковой величине остаточных д (}юрмаций материала каждой детали пакета. Для устранения указанного недостатка после упрочнения приходится дово дить отверстие до требуемого размера путем удаления упрочненного слоя, в результате чего качество упрочнения пакета значительно уменьшается. Цель изобретения - повьпиение качества обработки поверхностей деталей, установленных пакетом. Цель достигается тем, что инструмент для упрочняющей обработки внутренних цилиндрических поверхностей, выполненный в вшхе цилиндрических вкладышей с буртиком на концах и оправки, причем вкладыши и оцравка выполнены со скосами, офазуюшими клиновую пару, снабжен дополнительными вкладышами со ско сами, предназначенными для взаимодействия с соответствующими дополнительными скосами, выполненными на оправке, при этом угйы скосов основной и дополншгельных клиновых пар связаны соотношениемSWd GT G
гае
- углы скосов . вой и последующих за ней одноступенчатых клиновых пар;
(г ,6 ЕЕ. - соответственно Ц Тл т 1
пределы текучести и модули упругости материала первой и последу ющих за ней деталей пакета.
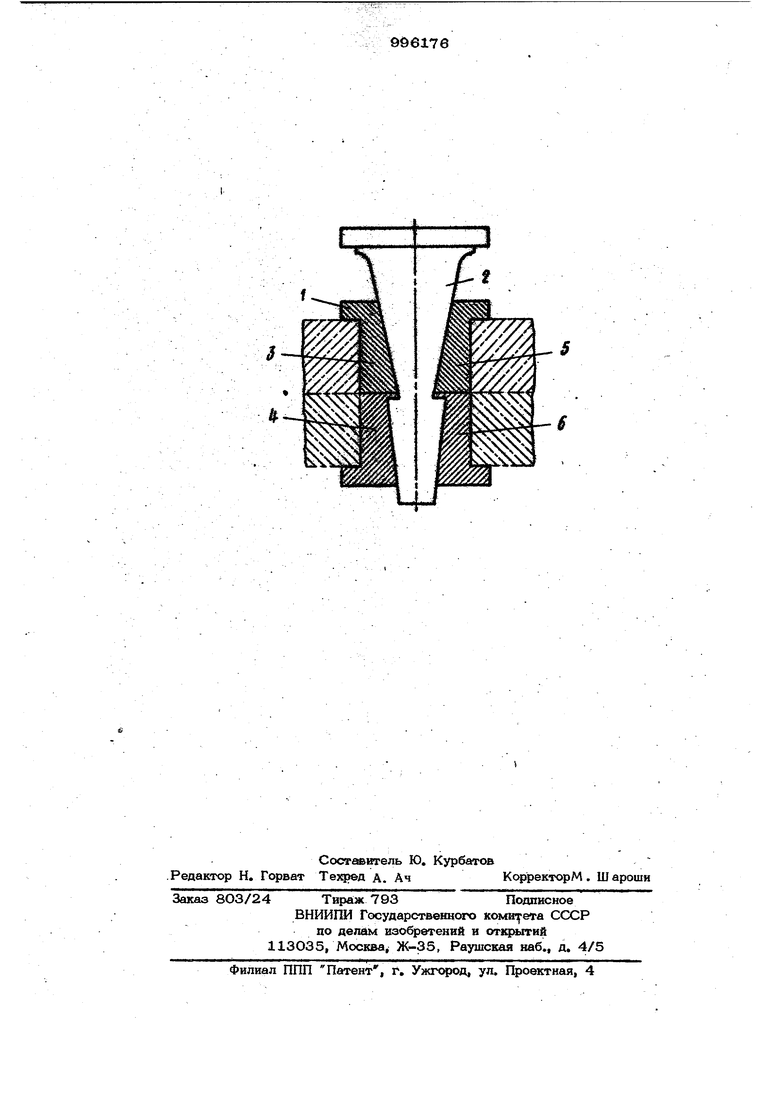
На чертеже представлен предлагаемый инструмент.
Инструмент содержит цилиндрический вклада1Ш 1 и оправку 2 со ступенча.тыми скосами, расположенными симмет)ично. Диаметр цилиндрической поверхности вкладыша из условия свободного входа его в упрочняемое отверстир.
Вкладыш 1 состоит из двух частей, которые расположены по обе стороны оправки 2, Каждая часть вкладыша состоит из отдельных элементов соответственно 3 и 4, 5 и 6, образующих со с косами оправки одноступенчатые клиновые пары, число которых равно числу деталей пакета.
Длины элементов отправкуодноступенчатых пар равны толщинам соответствую. им деталей пакета, углы скосов этих пар связаны зависимостью
5ПИс1 От . 1
бЬл, (Ут
- углы скосов , вой и последующих за ней одноступенчатых клиновых пар; (Jf ,(Jj..,t.|,t. - соответстве шо
пределы текучеети и модули упругости матер ала первой и поо ледующих за ней деталей пакета.
Необходимо отметить, что угол ско, сов первой одноступенчатой пары целесообразно выбирать на 1-2 больше угла самоторможения.
Упрочнение стенок отверстия осуществляют следующим образом.
Обе части вкладыща 1 совместно с оправкой 2 устанавливают в обрабатываемое отверстие и прикладывают осевую силу, обеспечивая при этом перемеще-, нйе оправки на величину, пропорциональную (с учетом углов скосов) величинам перемещения элементов вкладьииа в каждой детали пакета (в среднем величине пластической деформации материа-ла}. По окончании процесса упрочнения снимают осевые усилия, смешают (Н1рав ку, в исходное положение и извлекают |вкладьиив и оправку из огверстия. . Использование предлагаемого устройства позволяет по сравнению с прототипом повысить качество деталей из раэнородшлх материалов, обработанных при {установке пакетом, и увеличить их долговечность в 1-3 раза.
Формула изобретения
Инструмент для упрочняющей обработ ки внутренних цилиндрических поверхностей по авт. св. № .0667 8, о т л и ч а ю ш и и с я тем, что, с целью повышения качества обработки поверхностей деталей, установленных пакетом, инструмент снабжен дополнительными вклаш 1Шами со скосами, предназначе№ными для взаимодействия с соответствуЮ.ЩИМИ дополнительными скосакш, вьшопненными на оправке, при этом углы ско са основной и дополнительных клиновых пар связаны соотношением
$№ot4 . Ш1. JbL
де
lO-4
- углы скосов первой и последук щих за ней одноступенчатых клиновых пар;
(H,,h..t,,t - соответственно пределы текуч еоти и модули упругости материала первой и последующих За ней деталей пакета.
Источники информации, принятые во внимание при экспертизе,
