Изобретение относится к обработк металлов давлением и может быть использовано при одновременном упрочнении внутренних цилиндрических поверхностей и торцов деталей.
По основному авт. св. № 645825 известен инструмент для упрочняющей обработки внутренних цилиндрических поверхностей, выполненный в виде цилиндрического вкладыша с буртиком на концеи оправки,при .этом вкладыш и оправка выполнены со скосами, образующими клиновую пару l} .
Недостаток известного инструмента состоит в том,что он не позволяет производить одновременную обработку отверстия и противоположных поверхностей детали, прилежащих к отверстию. Это снижает технологические возможности инструмента. Кроме того, из-за отсутствия фиксации положения оправки в крайнем рабочем положении, обработанное отверстие имеет невысокую точность,
Цель изобретения - повышение технологических возможностей инструмента путем обеспечения возможности одновременной обработки противоположных поверхностей детали, прилежащих к отверстию и повышение точности обработки.
Указанная цель достигается тем, что в инструменте для упрочняющей обработки внутренних цилиндрических поверхностей, буртик вкладыша и фланец оправки расположены с противоположных торцов инструмента, а на буртике вкладыша и фланце оправки перпендикулярно к осевой подаче инструмента выполнены рабочие поверхности предназначенные для обработки прилегающих к отверстию поверхностей детали.
При этом в буртике вкладыша и фланце оправки выполнены сквозньое отверстия для размещения соответствующей оправки и вкладыша, причем радиус отверстия, выполненного в буртике вкладыша, равен радиусу оправки, а радиус отверстия, выполненного во фланце оправки, равен радиусу вкладыша.
На фиг. 1 показан предлагаемый инструмент, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Инструмент содержит цилиндрический вкладыш 1 с буртиком 2 и цилиндрическую оправку 3 с фланцем 4. На вкладыше и оправке выполнены скосы под одинаковым к оси вкладыша 5 и оправки. На буртике 2 вкладыша 1 и фланце 4 оправки 3 выполнены перперпендикулярно осевой подаче инструмента рабочие поверхности 5 и б соответственно, предназначенные для 10 обработки прилегающих к отверстию поверхностей детали. В буртике 2 вкладыша 1 и фланце 4 оправки 3 выполнены сквозные отверстия для размещения соответствующей оправки 3 5 и вкладыша 1, причем радиус отверстия , выполненного в буртике 2 вкладыша 1 равен радиусу оправки 3, а радиус отверстия, выполненного во фланце оправки,, равен радиусу вклаQ дыша 1.
Упрочнение поверхностей детали предлагаемым инструментом осуществляется следующим образом.
В предварительно подготовленное
5 отверстие устанавливают вкладыш 1 до касания поверхности 5 и детали. Затем в отверстие детали устанавливают оправку 3, при этом оправка 3 размещается в отверстии буртика 2 вкладыша 1, а вкладьзш 1 - в отверс тии фланца 4 оправки 3.
Под действием деформирующего усилия Р, прилагаемого к вкладышу 1 и оправке 3, осуществляют их осевую подачу, обеспечивая упрочняющую об-;
5 работку отверстия и противоположных поверхностей детали, прилежащих к отверстию.
Деформация осуществляется до тех пор пока не произойдет замыка0 ние инструмента, т.е. поверхность . вкладыша и оправки не вступает в контакт с соответствующими цилиндрическими поверхностями отверстий, выполненный в буртике вкладыша 1
5 и фланце 4 оправки 3.
Предлагаемое устройство по сравнению с известным обладает большими технологическими возможностями, так как позволяет обрабатывать одновре0 менно с отверстием и плоские поверхности детали и обеспечивает получение более высокой геометрической точности обработанного отверстия . |детали.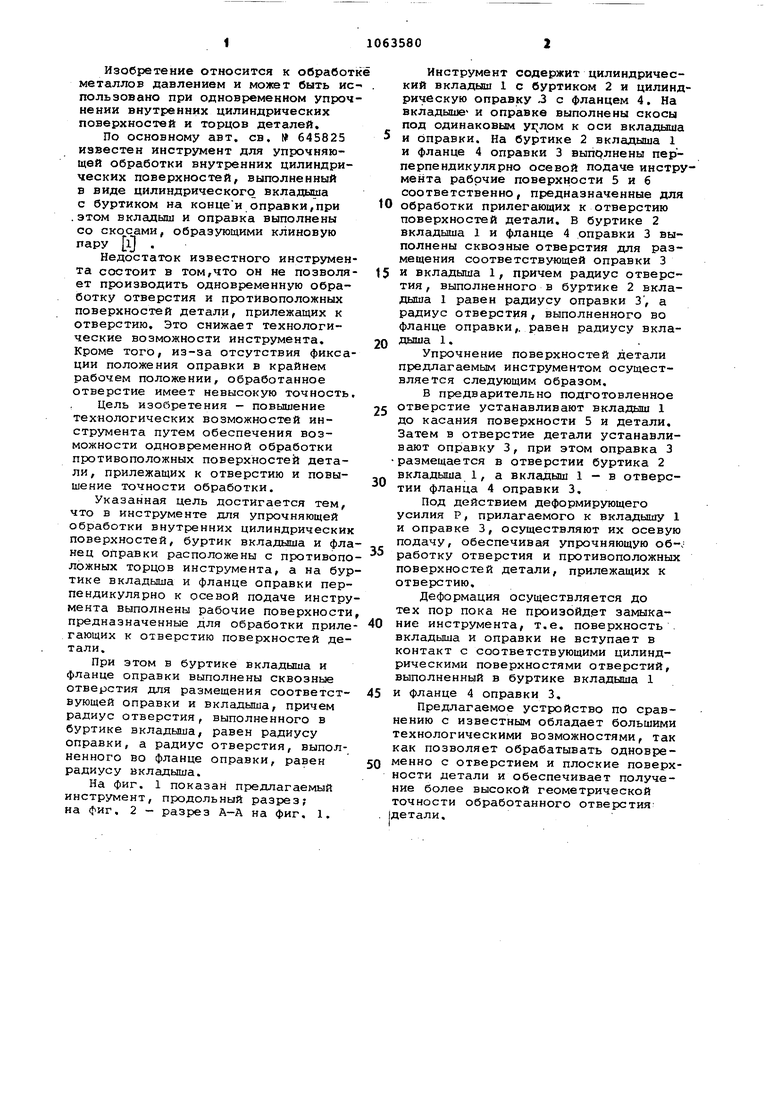
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1980 |
|
SU906678A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1984 |
|
SU1175680A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU861040A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU854696A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1977 |
|
SU645825A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1979 |
|
SU884983A2 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1980 |
|
SU996176A2 |
| Устройство для правки круглых инструментов | 2018 |
|
RU2761847C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Разжимная оправка | 1985 |
|
SU1298002A1 |
1. ИНСТРУМЕНТ ДЛЯ УПРОЧНЯ1МДЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНД РИЧЕСКИХ ПОВЕРХНОСТЕЙ ПО авт. св. И 645825, отличающийся тем, что, с целью расширения техно логических возможностей инструмент путем обеспечения одновременной обработки противоположных поверхностей детали, прилежащих к отверс тию, буртик вкладыша и фланец опра ки расположены с противоположных торцов инструмента, а на буртике вкладыша и фланце оправки перпендикулярно к осевой подаче инструмента выполнены рабочие поверхности, предназначенные для обработки прилегающих к отвертию поверхностей детали. 2. Инструмент по п. 1,отличаю щ и и с я тем, что, с целью повышения точности обрабатываемого отверстия, в буртике вкладыша и фланце оправки выполнены сквозные отверстия для размещения соответствующей оправки и вкладаоиа, причем радиус отверстия, выполненного в буртике вклёщыша, равен радиусу . оправки, а решиус отверстия, выполненного во фланце оправки, равен радиусу вкладыша.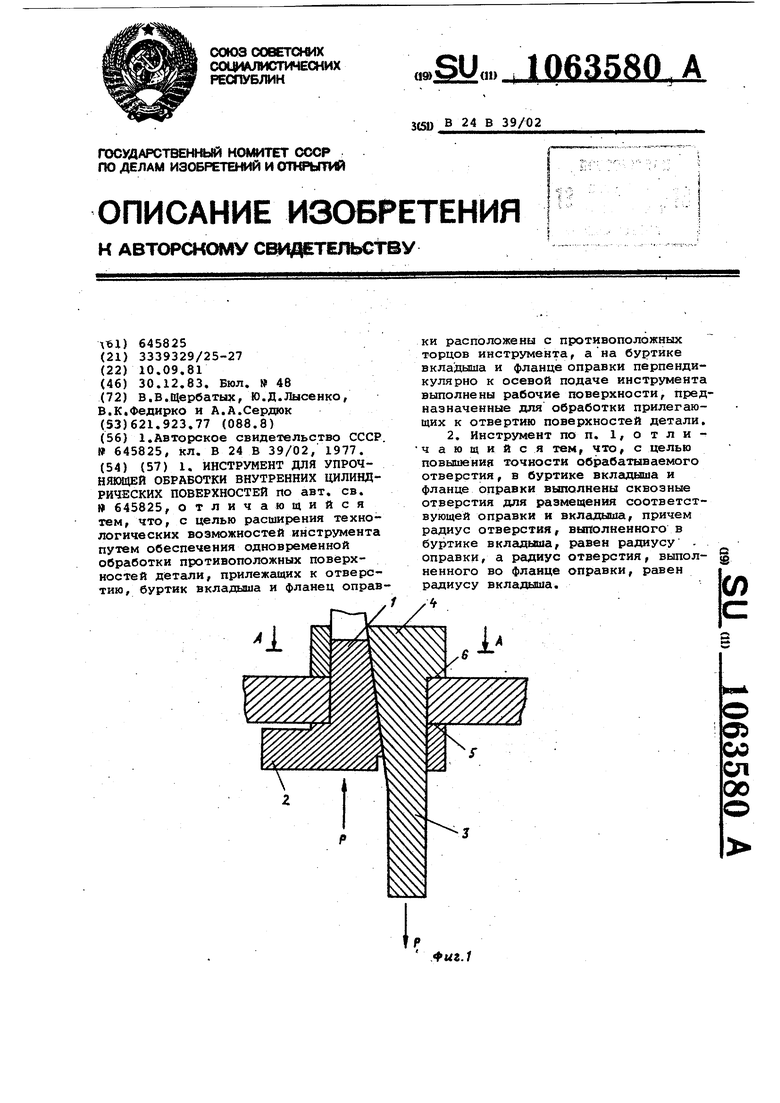
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
