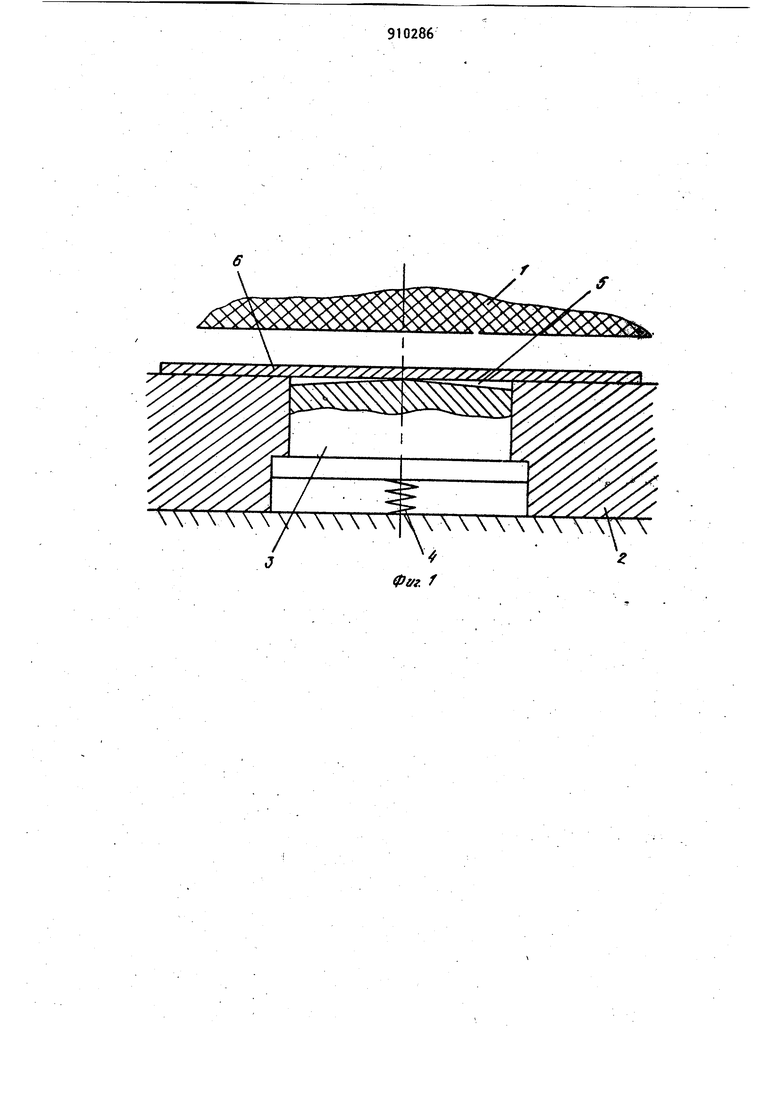
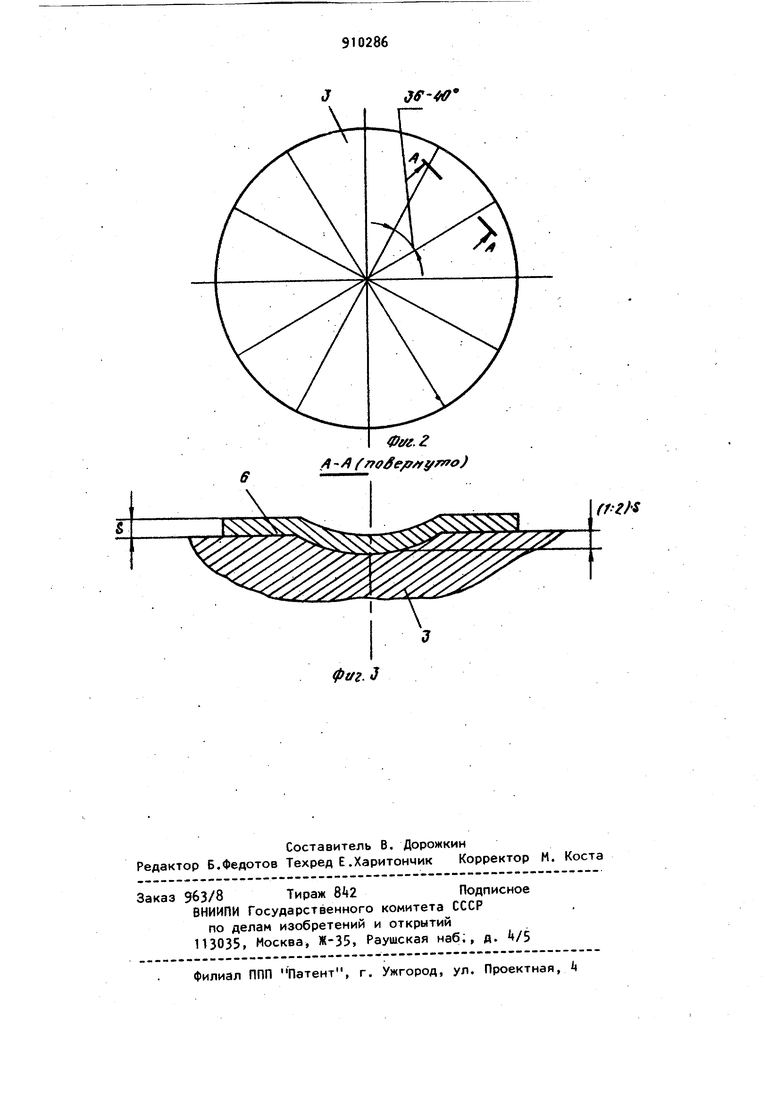
Изобретение относится к обработке металлов давлением. Известен способ пробивки отверсти в листовом материале резиновым пуан соном, состоящий в том, что, прикла дывая усилие к резине, разделяют ма териал одновременно по всему контуру 113. Недостатком указанного способа является утонение материала в зоне, прилегающей к вырезаемому контуру, вследствие утяжек при прогибе вырезаемого отхода в направлении пробивки. Наиболее близок к предлагаемому способ пробивки отверстий в листовом материале эластичной средой, заключающийся в том, что сначала разделяют материал на части контура, ограничивающего отверстие, а за тем определяют остальную часть контура 12. Недостатком указанного способа является также утонение материала, хотя и в меньшей степени. Цель изобретения - уменьшение утяжки материала в зоне, прилегающей к контуру отверстия. Эта цель достигается тем, что при пробивке отверстий в листовом материале эластичной средой способом, заключающимся в том, что сначала разделяют материал на части контура, ограничивающего отверстие, а затем отделяют остальную часть контура, первоначальное разделение материала производят по чередующимся участкам и одновременно формуют на отделяемом отходе гофры, каждый из которых в плане ограничен двумя выходящими из центра отхода лучами и вырезаемым участком контура . Каждый гофр выполняют с переменной глубиной, возрастающей от нуля в центре отхода и на участках. прилегающих к ограничивающим его лучам, до одной-двух толщин материа ла на периферии и с углом между образующими его лучами . На фиг. 1 изображено устройство для реализации способа пробивки (в разрезе) ; на фиг.. 2 показан вкладыш, расположенный в отверстии матрицы вид сверху) ; на фиг. 3 показано сечение вкладыша по А-А. Устройство для пробивки отверстЬй содержит эластичный пуансон 1, -жесткую матрицу 2, в отверстии кото рой расположен вкладыш 3, поджимаемый пружиной k. Торцовая поверхност вкладыша, обращенная в сторону пуан сона, содержит равночередующиеся по кругу радиальные секторные углубления 5 с центральным углом Зб-iO и глубиной в одну-две толщины S заго товки 6. Устройство, реализующее предлагаемый способ пробивки, работает следующим образом. :ЭластичныЙ пуансон 1, расположенный в контейнере (.на чертеже не показано), опускают и создают давление на листовую заготовку 6. При этом первоначально в части заготовки, удаляемой в отход, образуются гофры, что предшест вует пробивке отверстия. Такая последовательность вызвана размерами р диальных секторных углублений 5 вкл дыша Зг расстояние от центра давления на часть заготовки, расположенной над секторным углублением, до опорной части торца сектора больше, чем расстояние от центра давления до режущей кромки матрицы. Гофры в удаляемой части заготовки 6 повышают жесткость ее при последующей пробивке,что существенно снижает утяжку. При последующем повышении давления происходят перемещение вкл дыша 3 вниз и пробивка отверстия сначала в зоне гофров, а затем и по всему периметру пробивки. Затем пуансон 1 поднимают, снимая тем самым давление, удаляют из рабочей зо ны заготовку 6 и отход и цикл повторяют. Использование изобретения позволит улучшить качество деталей за счет уменьшения утяжек в зоне пробивки. . формула изобретения 1. Способ пробивки отверстий в листовом материале эластичной средой, заключающийся в том, что сначала разделяют материал на части контура, ограничивающего отверстие, а затем отделяют остальную часть контура, отличающийся тем, что, с целью уменьшения утяжки материала в зоне, прилегающей к контуру отверстия, первоначальное разделение материала производят по чередующимся участкам и одновременно формуют на отделяемом отходе гофры, каждый из которых в плане ограничен двумя выходящими из центра отхода лучами и вырезаемым участком контура. 2. Способ по п.1, о т л и ч а ющ и и с я тем, что каждый гофр вь1полняют с переменной глубиной, возрастающей от нуля в центре отхода и на участках, прилегающих к ограничивающим его лучам, до 1-2 толщин материала на периферии и с углом между образующими его лучами Источники информации, принятые во внимание при экспертизе 1. Романовский В. П. Справочник по холодной штамповке. Машиностроение, 1979, с. tS, рис. 43. 2. Авторское свидетельство СССР №755378, кл. В 21 022/10, 06.03.78 (прототип). ,А fffO e///fy o)
фуг. 3 Г--Л7 фуг. г ff-гН
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки отверстий в листовых заготовках | 1976 |
|
SU578143A1 |
| Штамп для пробивки отверстий в листовых заготовках | 1982 |
|
SU1039612A1 |
| Устройство для пробивки отверстий в листовых заготовках | 1978 |
|
SU700240A1 |
| Устройство для обработки листовых заготовок | 1977 |
|
SU673353A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282516C2 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| Способ пробивки отверстий и устройстводля ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU837484A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |