Изобретение относится к технологическим процессам и оснастке для изготовления вытяжкой корпусных металлических изделий со сложной пространственно-геометрической формой из тонколистовых металлических заготовок.
Наиболее близким по технической сущности к заявленному решению является известный способ изготовления корпусных панельных деталей из плоской тонколистовой металлической заготовки, включающий прижим заготовки по фланцу к жесткой матрице прижимом, вытяжку профилированным пуансоном с пробивкой отверстия, его отбортовкой и окончательным оформлением детали [1].
При вытяжке заготовки в данном штампе периферическая (прилегающая к фланцу) часть заготовки в активной пластической деформации не участвует, вследствие чего предельно допустимая степень деформации металла заготовки по описанному известному способу в этой зоне не достигается. Неполное использование пластических свойств металла заготовки обуславливает недостаточную экономичность известного способа в отношении расхода металла. Недостаточно продеформированные участки штампуемой детали обуславливают снижение прочности и жесткости панельной детали в периферических (прилегающих к фланцу) участках заготовки.
Известный и используемый для осуществления описанного выше способа штамп содержит прижим, жесткую матрицу, профилированный пуансон. Этот штамп не содержит средств для увеличения зоны пластической деформации и повышения степени использования пластических свойств металла заготовки. Лицевая поверхность контактирует при вытяжке с жесткой матрицей, что может привести к образованию дефектов за счет взаимного трения.
Целью изобретения является снижение расхода металла, увеличение прочности и жесткости изделия путем повышения использования пластических свойств металла заготовки, повышение качества лицевой поверхности.
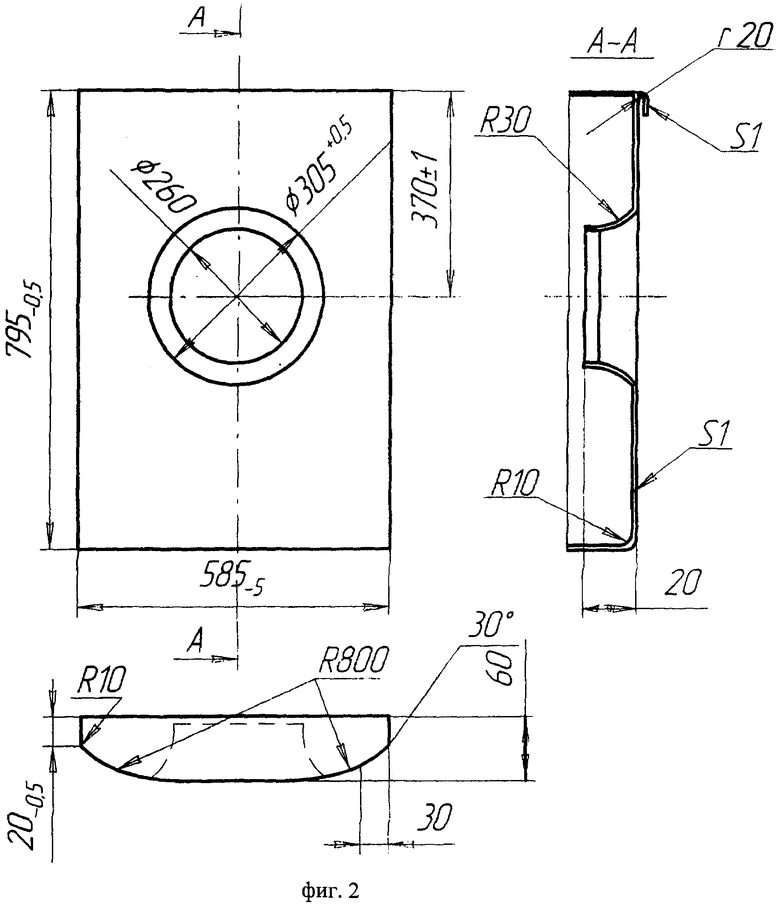
По заявленному способу заготовку деформируют в несколько этапов (фиг.1), используя специальные приемы:
- вытяжка эластичным профилированным пуансоном без эластичной деформации пуансона, формообразование по пуансону;
- после соприкосновения со вкладышем за счет эластичной деформации пуансона пробивка и отбортовка пробитого отверстия;
- вытяжка заготовки с выворачиванием и перегибом и оформление по форме вкладыша пуансона-матрицы.
Тем самым выполняется задача совмещения формообразующей, разделительной и калибрующей операций.
Перечень чертежей:
фиг.1 - этапы процесса вытяжки;
фиг.2 - лицевая фронтальная панель стиральной машинки "Samsung".
Плоскую листовую заготовку 6 устанавливают (фиг.1а) в матрицу 4, прижимают заготовку к матрице 4 жестким прижимом по фланцу 3 и эластичным пуансоном 2 изнутри. Затем сжатием эластичного пуансона деформируют дно заготовки в выпуклую форму (фиг.1б) до использования предельных пластических свойств металла заготовки, но до начала образования в центральной части дна заготовки трещин, разрывов или иных дефектов.
Окончание процесса деформирования заготовки совмещают с началом пробивки технологического отверстия с последующей отбортовкой (фиг.1в). Далее дополнительным сжатием эластичного пуансона выполняют формовку изделия по формующему вкладышу пуансону-матрице 1 с выворачиванием за счет изгибающего момента и параллельно осуществляется пробивка заготовки ножами 5 (фиг.1г) и отбортовка отверстий.
Штамп для осуществления способа снабжен вкладышем пуансоном-матрицей 1 для пробивки, отбортовки и выворачиванием дна заготовки, эластичным пуансоном 2 и прижимными элементами 3 (фиг.1).
На дне полости жесткой матрицы 4 установлен формующий вкладыш пуансон-матрица 1 с ножами 5 для пробивки дна заготовки, выполненный из условия обеспечения при эластичной деформации эластичного профилированного пуансона деформации заготовки, распространяющейся от ее центра к периферии, с выворачиванием заготовки. Соосно с матрицей 4 установлены прижим 3 и эластичный пуансон 2. Формующий вкладыш пуансон-матрица 1 предназначен для формовки изделия и выполнен как продолжение рабочей поверхности матрицы.
Эластичный пуансон 2 спрофилирован и имеет эллипсоидную или сферическую форму для обеспечения двухосного растяжения на первом этапе вытяжки. Жесткость его материала должна быть выбрана из условия обеспечения прижима заготовки к матрице перед деформированием дна заготовки.
Ножи 5 для пробивки могут иметь цилиндрическую внутреннюю и коническую наружную поверхности.
По сравнению с базовым объектом, за который принят прототип, данное изобретение обеспечивает высокопроизводительное изготовление изделий высокого качества, за счет повышения прочности и жесткости изделия и улучшения качества лицевой поверхности.
Примером может служить деталь типа лицевой панели стиральной машины автомат с фронтальной загрузкой с отверстием в центре выполненная в стиле SOFTLINE фирмы "Samsung" (фиг.2).
Источник информации
1. Мещерин В.Т. Атлас схем. Листовая штамповка. М.: Машиностроение. 1975 г., с.127, лист 87, с.377.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2286869C2 |
| Способ вытяжки листовых заготовок и штамп для его осуществления | 1978 |
|
SU771986A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2567966C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
Изобретение относится к технологическим процессам и оснастке для изготовления вытяжкой корпусных изделий из плоских тонколистовых металлических заготовок. Способ включает прижим заготовки по фланцу к жесткой матрице, вытяжку профилированным пуансоном с пробивкой отверстия, его отбортовкой и окончательным оформлением детали. Вытяжку проводят в два этапа. На первом этапе вытягивают дно заготовки по эластичному профилированному пуансону с прижимом по фланцу заготовки к жесткой матрице без эластичной деформации пуансона. На втором этапе осуществляют окончательное оформление детали по жесткому вкладышу пуансону-матрице, обеспечивающему при эластичной деформации эластичного профилированного пуансона деформацию заготовки, распространяющуюся от центра заготовки к ее периферии, с выворачиванием заготовки, с пробивкой отверстия и его отбортовкой жестким вкладышем пуансоном-матрицей. Штамп содержит прижим, жесткую матрицу, профилированный пуансон. Профилированный пуансон выполнен из эластичного материала, и на дне полости жесткой матрицы жесткий установлен вкладыш пуансон-матрица для пробивки отверстия, его отбортовки и окончательного формообразования заготовки. Жесткий вкладыш пуансон-матрица выполнен из условия обеспечения при эластичной деформации эластичного профилированного пуансона деформации заготовки, распространяющейся от ее центра к периферии, с выворачиванием заготовки. Достигается снижение расхода металла, увеличение прочности и жесткости изделия путем повышения использования пластических свойств металла заготовки, повышение качества лицевой поверхности. 2 н.п. ф-лы, 2 ил.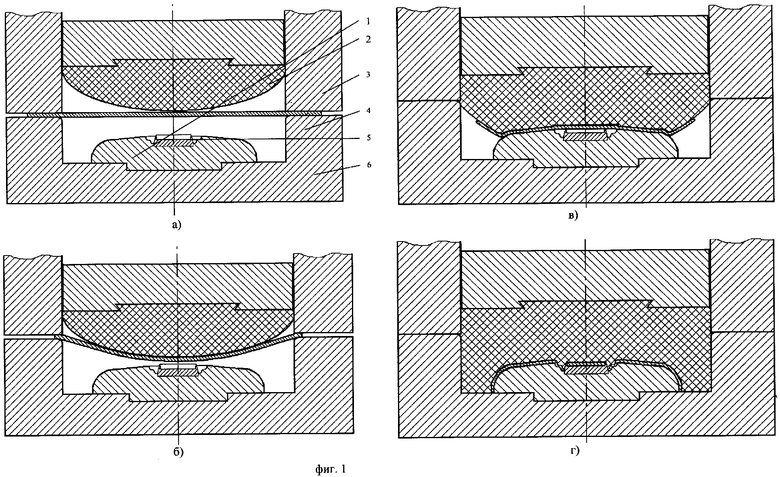
| МЕЩЕРИН В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М: Машиностроение, 1975, с.127, лист 87, рис.377 | |||
| Штамп с эластичным инструментом | 1975 |
|
SU558739A1 |
| Способ вытяжки листовых заготовок и штамп для его осуществления | 1978 |
|
SU771986A1 |
| RU 2064355 C1, 27.07.1996 | |||
| ВОДНАЯ ТЕКУЧАЯ СУСПЕНЗИЯ ПОЛИМЕРА | 1998 |
|
RU2208619C2 |
| ИСАЧЕНКОВ Е.И | |||
| Штамповка резиной и жидкостью | |||
| М.: Машиностроение, 1967, с.192-193, рис.112. | |||

