(54) УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В листовых ЗАГОТОВКАХ
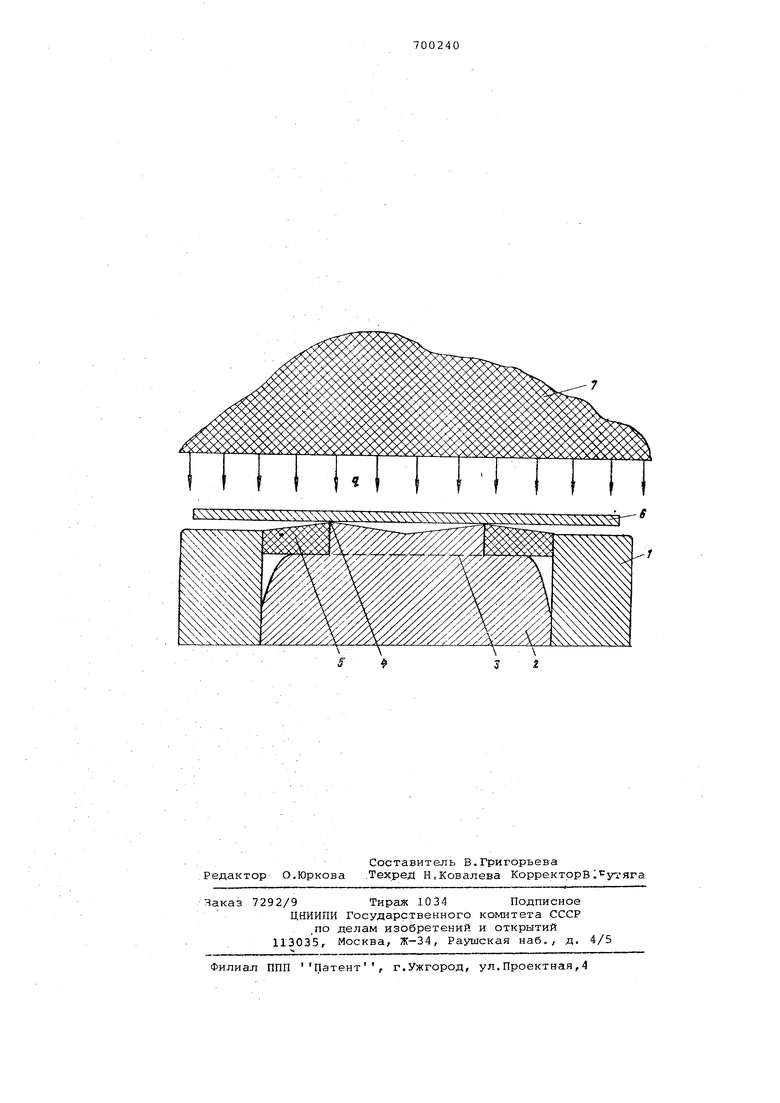
верхиостьго выступа 3 и CTenKOii Стверстия матрицы 1 Г оыещена зластичнг.я, прокладка 5 с огверстием для выступа 3 вкладъ-iiia 2, Наготс Ека 6 расг1оЛох е1Га ежду матрицей 1 ,-i эластичным гпуансоног- 7 .
Устройство работает следующик образом.
Под действием равномерно распределенной нагрузки q, , пересдаваемой эластичньм пуансоном 7, заготовка 6 прижимается к режущей кромке 4 зыступа 3, выполненного на металлическом опорном вкладыше 2, и к зеркалу матрицы 1. По мере нарастания давления эластичной средьл вначале по режута.ей кромке 4 выступа 3 пробивается зспомогательное отверстие, так как хромк 4 выполнена с острьлм углом. Даль:-1ейший продесс осугоествляется в два этапа. На первом этапе часть загот-овки опирающаяся на. эластичную прокладку 5f перемещается вниз до совмещени с плоскостью зеркала матрицы, причем максимальное перемещение, равное превышению выступа над зеркалом матрицы поверхность среза полученного вспомогательного отверстия, а минимальное -поверхность среза основного отверстия. Такое перемещение приводит к появлению сжимающих напряжений в зоне среза основного отверстия, так как часть залотовки из к-онусооЗразной формы переходит в плоскую (конусной она стала, в начальный момезнт нагружения вследствие презышемия выступа над зеркалом матрицы), На втором этапе, при п.родавливании свободной части заготовки ниже плоскости зеркала матрицы, перемицение массы эластичной прокладки
в зазор,
образованный боковой поверхностью отверстия матрицы и боковой поверхностью вкладыша, приводит к появлению сил трения между перемещаемой Maccoii эластичной прокладки и заготовкой . Таким образом, в течение всего процесса пробивки у peж,Jeй кромки матрицы действуют сжимающие напряжения, которые до минимума снижают растягивающие напряжения, вызванные изгибом материала в этой зоне, а также частично уменьшают утшкку поверхности среза основного отверстия, что приводит к значительному повышению качества и чистоты обработки полученного отверстия.
Использование описываемого устройуства при пробивке отверстий в листовых деталях эластичными срезами позволяет значительно улучшить качество поверхности среза, что , соответственно приводит к снижению трудоемкости обработки и себестоимости полученных деталей. Технико-экономические показатели, характеризующие преимущества предлагаемого технического решения, определяются следующим.
В настоящее время в машиностроении все большее распространение находит процесс штамповки эластичными средами, в том числе вырезка заготовок-деталей.
Однако область применения операци вырезки ограничивается срав.нительно небольшими толщинами материала до 0,5-1 мм и относителнно мягкими материалами: алюминиевые сплавы, нержавеющие и конструкционные стали и т.п. Вырезка деталей из листов больших толщин и более прочных матералов, например титановых сплавов, сдерживается сравнительно низким ; качеством получаемой поверхности среза (утяжка и шероховатость).Предлагаемое устройство позволяет значительно расширить область технического применения пробивки отверстий эластичньтми срезами и приблизить ее к обработке в металлических штампах .
Формула изобретения
1« Устройство для пробивки отверс в листовых заготовках, содержащее эластичный пуансон, жесткую матрицу с расположенным в еа отверстии с зазором вкладьтмем, эластичную прокладку, размещенную в матрицы на вкладыше, отличающ е е с Я тем, что, с целью повышен качества получаемых деталей, вкладыш выполнен с выступом, имеющим режущую кромку, э.свидистантнуто режущей кромке матрицы, и выходящим за зеркало последней, а эластична.ч прсжладка Бнполнгна с отверстиё-м для размещения вы::тупа Вкладыша.
2. Устройство по П.1, о .т л и ч аю щ е е с я там,что высота выходящей за зеркало матрицы части вкла.дыша пр:вьтзает толщину заготовки,а зазор меж выступом вкладыша и матрицей -превЕляа высоту выступа,
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в листовых заготовках | 1982 |
|
SU1039612A1 |
| Устройство для пробивки отверстий в листовых заготовках | 1976 |
|
SU578143A1 |
| Способ пробивки отверстий в листовом материале | 1980 |
|
SU910286A1 |
| Штамп для пробивки отверстий в листовыхзАгОТОВКАХ | 1979 |
|
SU837486A1 |
| Устройство для вырубки-пробивки | 1978 |
|
SU774699A1 |
| Устройство для обработки листовых заготовок | 1977 |
|
SU673353A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Способ вырезки деталей из листового материала обкаткой | 1983 |
|
SU1159695A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |