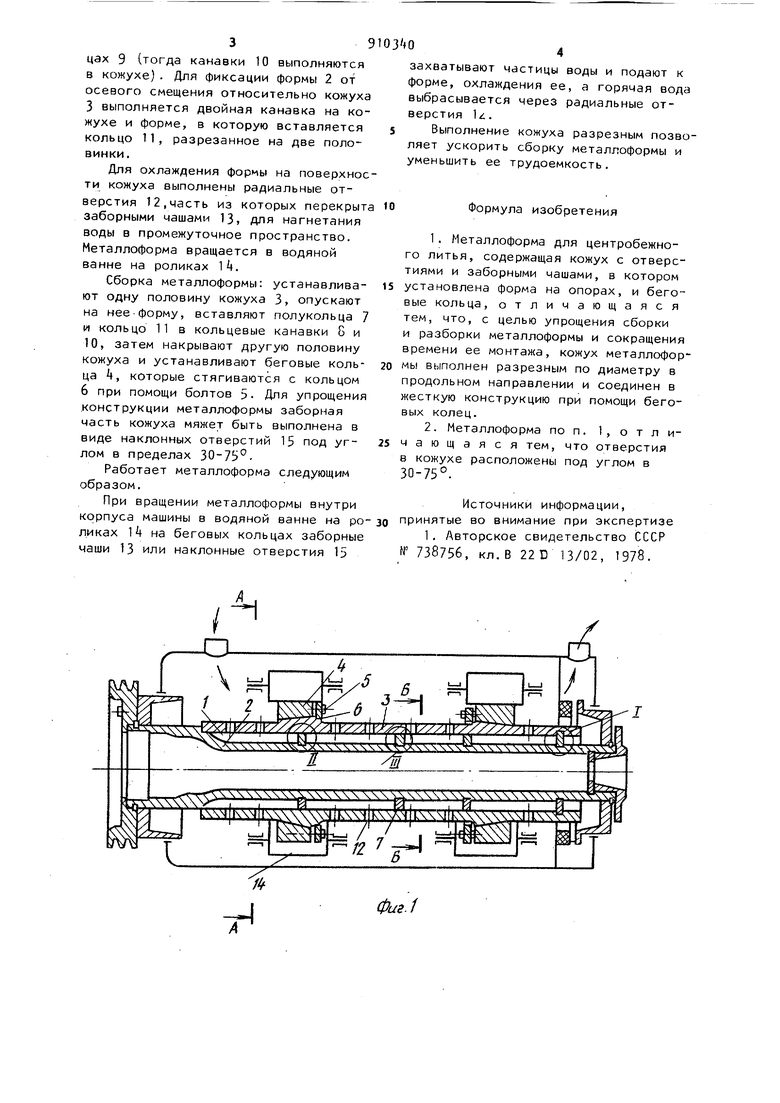
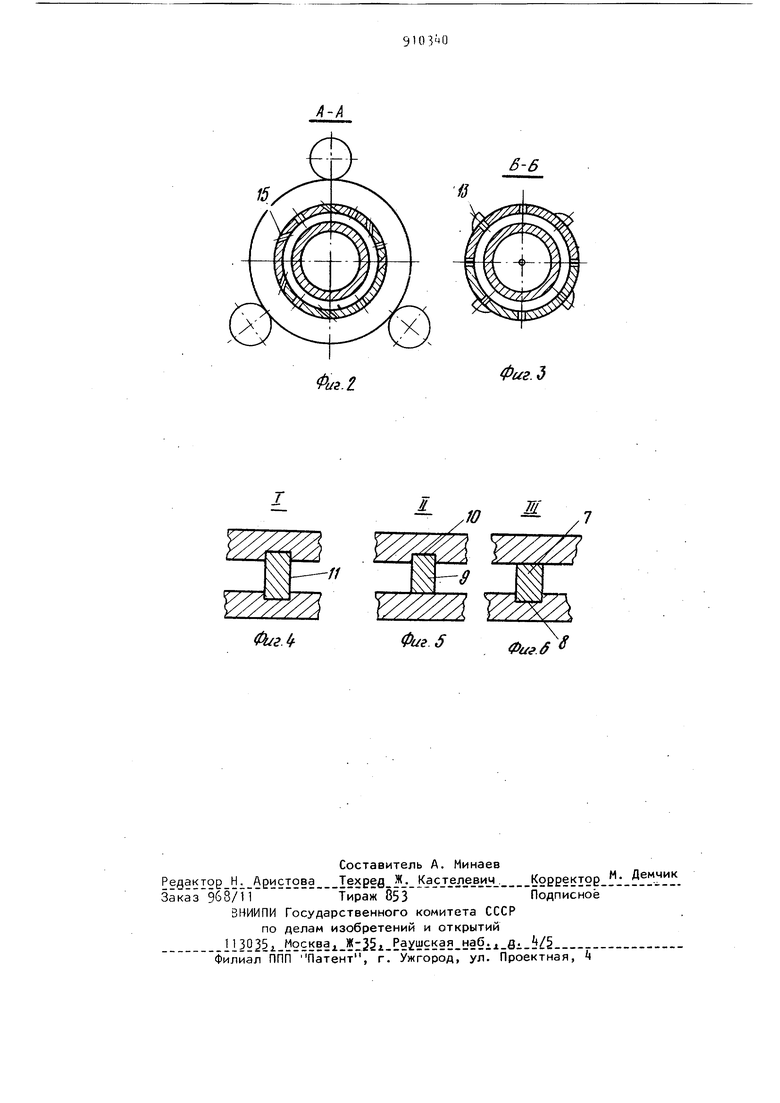
: Изобретение относится к оборудова нию для литейного производства, в частности к металлоформам для центро бежного литья. Наиболее близким техническим решением к изобретению является металлоформа, содержащая кожух с отверсти ми и заборными чашами, в котором уст тановлена форма на опорах, и беговые кольца in. В известной металлоформе сложна сборка и разборка металлоформы, что требует много времени для их осуществления. Целью изобретения является упроще ние сборки и разборки металлоформы и сокращение времени ее монтажа. Для достижения поставленной цели металлоформе, содержащей кожух с отверстиями и заборными чашами, в кото ром установлена tfopMa на опорах, и беговые кольца, кожух металлоформы выполнен разрезным по диаметру в продольном направлении и соединен в жесткую конструкцию при помощи бего вых колец. Отверстия в кожухе расположены под углом в 30-75°. На фиг. 1 показан общий вид металлоформы; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 сечение Б-Б фиг. 1; на фиг. k - узел I фиг. 1; на фиг. 5 узел II фиг. 1; на фиг. 6 - узел III фиг. 1. Металлоформа 1 состоит из формы 2 и кожуха (жакеты) 3, который выполнен разрезным. Кожух металлоформы состоит из двух половин и собирается при помощи беговых колец 4, которые надеваются на конусную часть кожуха и стягиваются болтами 5 с кольцом 6. Кольца k, стягивая две половины кожуха, придают им жесткую конструкцию. Форма 2 размещена внутри кожуха 3 на полукольцах 7 (тогда на ее поверхности для фиксации их от осевого смещения выполняются канавки 8, куда и вставляются полукольца) или на коль3цах 9 (тогда канавки 10 выполняются в кожухе). Для фиксации формы 2 от осевого смещения относительно кожуха 3 выполняется двойная канавка на кожухе и форме, в которую вставляется кольцо 11, разрезанное на две половинки. Для охлаждения формы на поверхнос ти кожуха выполнены радиальные отверстия 12,часть из которых перекрыт заборными чашами 13, для нагнетания воды в промежуточное пространство. Металлоформа вращается в водяной ванне на роликах 1. Сборка металлоформы: устанавливают одну половину кожуха 3, опускают на нее-форму, вставляют полукольца и кольцо 11 в кольцевые канавки 8 и 10, затем накрывают другую половину кожуха и устанавливают беговые кольца k, которые стягиваются с кольцом 6 при помощи болтов 5- Для упрощения конструкции металлоформы заборная часть кожуха мяжет быть выполнена в виде наклонных отверстий 15 под углом в пределах 30-75°Работает металлоформа следующим образом. При вращении металлоформы внутри корпуса машины в водяной ванне на ро ликах Tt на беговых кольцах заборные чаши 13 или наклонные отверстия 15 0 захватывают частицы воды и подают к форме, охлаждения ее, а горячая вода выбрасывается через радиальные отверстия 1. Выполнение кожуха разрезным позволяет ускорить сборку металлоформы и уменьшить ее трудоемкость. Формула изобретения 1.Металлоформа для центробежного литья, содержащая кожух с отверстиями и заборными чашами, в котором установлена форма на опорах, и беговые кольца, отличающаяся тем, что, с целью упрощения сборки и разборки металлоформы и сокращения времени ее монтажа, кожух металлофор мы выполнен разрезным по диаметру в продольном направлении и соединен в жесткую конструкцию при помощи беговых колец. 2.Металлоформа по п. 1, о т л ичающаяся тем, что отверстия в кожухе расположены под углом в 30-75°. Источники информации. принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 738756, кл. В 22D 13/02, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для отливки труб | 1978 |
|
SU738756A1 |
| ОПОРНОЕ ПЛАСТМАССОВОЕ КОЛЬЦО, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО СБОРКИ И РАЗБОРКИ | 2005 |
|
RU2296906C1 |
| Устройство для остеосинтеза шейки бедренной кости | 1988 |
|
SU1680125A1 |
| Фиксатор для лечения переломов трубчатых костей | 1988 |
|
SU1595494A1 |
| Ротор | 1978 |
|
SU774785A1 |
| Устройство для прямолинейного перемещения деталей | 1983 |
|
SU1253720A1 |
| Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, ротор компрессора низкого давления и ротор компрессора высокого давления авиадвигателя пятого поколения с рабочими лопатками, закрепляемыми с помощью замков типа "ласточкин хвост" в кольцевых канавках этих устройств, способ сборки места крепления рабочих лопаток роторов компрессора | 2017 |
|
RU2686353C2 |
| ОПОРНО-НАПРАВЛЯЮЩЕЕ КОЛЬЦО, СПОСОБ ЕГО СБОРКИ И РАЗБОРКИ | 2016 |
|
RU2624934C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО ГРИБЕННИКОВ-МАЛИНКИН-УШАКОВА | 2006 |
|
RU2334075C2 |
| Дисковый тормоз для транспортного средства | 1977 |
|
SU906355A3 |
т
Фиг-/
15
Фиг. 2.
6-6
Фиг. 5
Т
° /
Z .
V
