(54) СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ СО СТАЛЬНОЙ
1
Изобретение относится к обработке .металлов давлением, а конкретнее к способам удаления окалины преимущественно с длинномерных заготовок, и может быть использовано, например, в линия.х станов горячей прокатки для подготовки поверхности к последующей обработке.
По основно.му авт. св. № 582035 известен способ удаления окалины со стальной заготовки. Известный способ состоит в том, что на покрытую окалиной поверхность стальной заготовки, нагретой до температуры, превышающей температуру Кюри неокисленного металла, подают охладитель, охлаждая слой окалины до температуры ниже точки Кюри окалины. В результатеэтого окалина приобретает самопроизвольную на.магниченность и под действием магнитного поля удаляется с заготовки 1.
Однако известный способ эффективен не во всем интервале температур охлаждения ниже точки Кюри окалины.
Цель изобретения - повыщение эффективности удаления окалины с заготовок.
Поставленная цель достигается те.м, что воздействие магнитным нолем производят в интервале температур 540-580°С.
ЗАГОТОВКИ
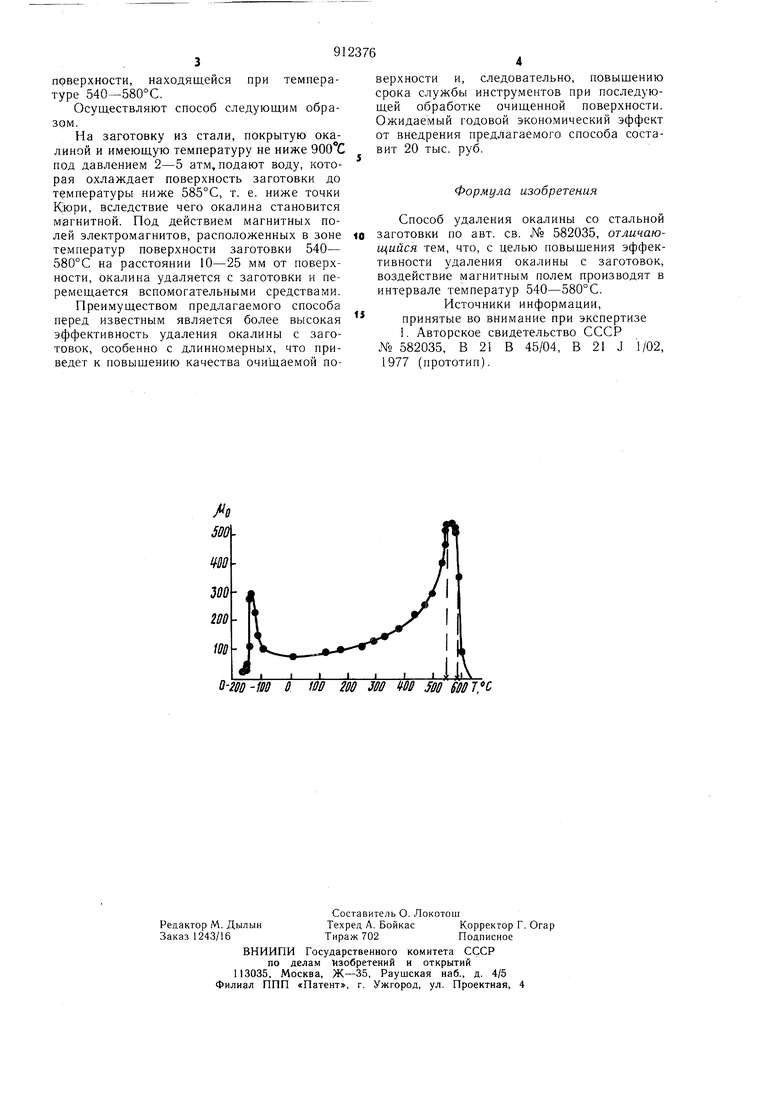
На чертеже изображена диаграмма зависи.мости магнитной проницаемости ста;1ьной заготовки от температуры.
Из диагра.ммы видно, что магнетит в об.ласти 540-580 С имеет .1акси.ма.:1ьную начальную магнитную проницаемость. Следовательно, и.менно в этом температурном интервале действие магнитного поля, далекого от поля насыщения, наиболее эффективно. Охлаждение поверхности до более низких температур увеличит степень о.хлаж10дения металла заготовки, ферро.магпитного при Т ;770°С, что снизить эффективность воздействия электромагнита на окалину вследствие магнитного взаимодействия окалины с материалом заготовки, поэтому производится о.хлаждение тонкого слоя окали15ны вблизи зон действия магнитного поля.
Удаление окалины по предлагаемому способу происходит следующим образом.
Поверхность заготовки, нагретой до тем20пературы выше точки Кюри неокисленного металла ( - 770°С), охлаждают, напри.мер, водой до температуры ниже точки Кюри окалины - магнетита (585°С) и воздействхют на окалину магнитным полем в области
поверхности, находящейся при температуре 540-580°С.
Осуществляют способ следующим образом.
На заготовку из стали, покрытую окалиной и имеющую температуру не ниже ЭООС под давлением 2-5 атм, подают воду, которая охлаждает поверхность заготовки до температуры ниже 585°С, т. е. ниже точки Кюри, вследствие чего окалина становится магнитной. Под действием магнитных полей электромагнитов, расположенных в зоне температур поверхности заготовки 540- 580°С на расстоянии 10-25 мм от поверхности, окалина удаляется с заготовки и перемещается вспомогательными средствами.
Преимуществом предлагаемого способа перед известным является более высокая эффективность удаления окалины с заготовок, особенно с длинномерных, что приведет к повыщению качества очищаемой поверхности и, следовательно, повыщению срока службы инструментов при последующей обработке очищенной поверхности. Ожидаемый годовой экономический эффект от внедрения предлагаемого способа составит 20 тыс. руб.
Формула изобретения
Способ удаления окалины со стальной заготовки по авт. св. № 582035, отличающийся тем, что, с целью повыщения эффективности удаления окалины с заготовок, воздействие магнитным полем производят в интервале температур 540-580°С. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР j4o 582035, В 21 В 45/04, В 21 J 1/02, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления окалины со стальной заготовки | 1975 |
|
SU582035A1 |
| Способ защиты стальных заготовок от окисления при нагреве | 1979 |
|
SU854535A1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ НА ПОВЕРХНОСТИ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК | 2006 |
|
RU2324556C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕГО ПРОКАТА ИЗ МИКРОЛЕГИРОВАННЫХ СТАЛЕЙ | 2012 |
|
RU2519719C1 |
| ИНДУКЦИОННАЯ НАГРЕВАТЕЛЬНАЯ УСТАНОВКА | 1996 |
|
RU2103843C1 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| ЭЛЕКТРОМАГНИТНОЕ ПОДЪЕМНОЕ УСТРОЙСТВО ДЛЯ ГОРЯЧИХ МАТЕРИАЛОВ | 2015 |
|
RU2686391C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВ ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ | 2006 |
|
RU2346764C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2346763C2 |
| Ферромагнитное стекло | 1977 |
|
SU779321A1 |
0 50(
т т
200
т
