Изобретение относится к обработке металлов давлением и может использоваться в кузнечно-штамповочном производстве при изготовлении изделий типа зубчатых колес, звездочек и т.п.
Цель изобретения - повышение надежности работы штампа при освобождении отштампованных изделий.
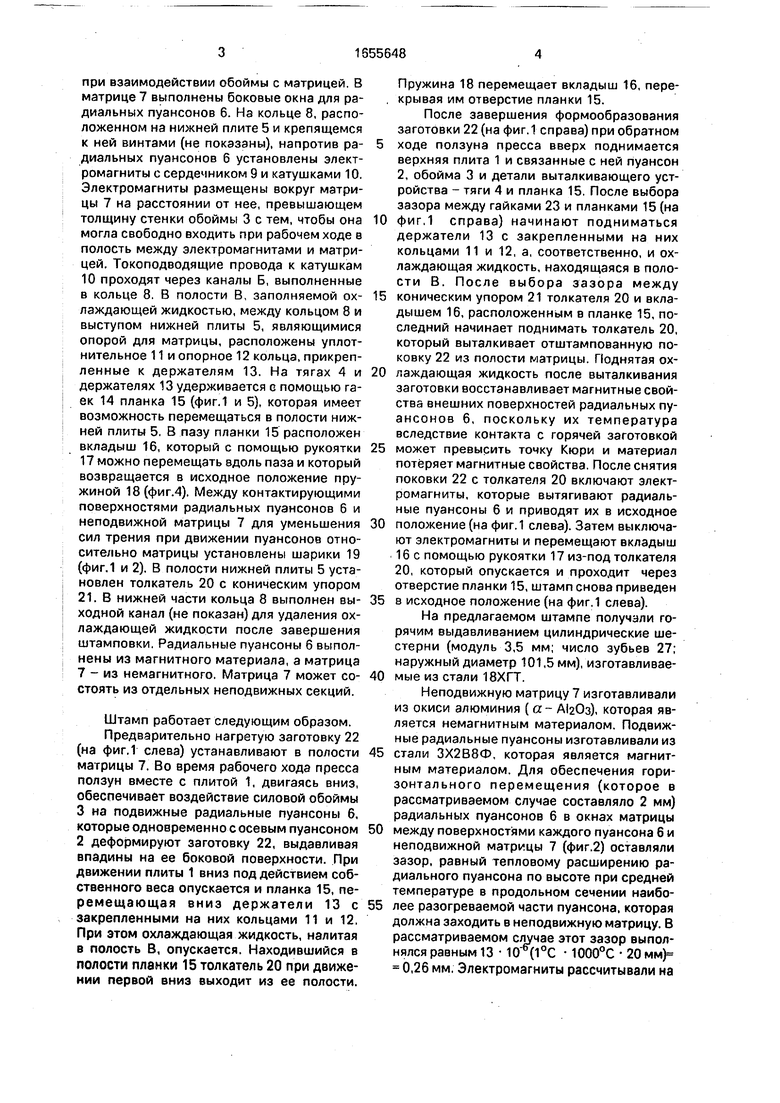
На фиг.1 представлен предлагаемый штамп в исходном состоянии после загрузки заготовки (слева) и после ее деформирования в матрице (справа), продольный разрез; на фиг.2 - разрез А-А на фиг.1; на
фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1: на фиг.5 - разрез Г-Г на фиг.4; на фиг.6 - электромагнит (dc - диаметр сердечника: h и а - высота и толщина катушки соответственно).
Штамп содержит верхнюю плиту 1 с закрепленными на ней пуансоном 2. силовой обоймой 3 с внутренней конической поверхностью и тягами 4, нижнюю плиту 5 с установленным на ней блоком, содержащим подвижные радиальные пуансоны 6 и неподвижную матрицу 7 (фиг.1). В обойме 3 выполнены каналы А для выхода воздуха
сь ел ел о
00
при взаимодействии обоймы с матрицей. В матрице 7 выполнены боковые окна для радиальных пуансонов 6. На кольце 8, расположенном на нижней плите 5 и крепящемся к ней винтами (не показаны), напротив радиальных пуансонов 6 установлены электромагниты с сердечником 9 и катушками 10. Электромагниты размещены вокруг матрицы 7 на расстоянии от нее, превышающем толщину стенки обоймы 3 с тем, чтобы она могла свободно входить при рабочем ходе в полость между электромагнитами и матрицей. То ко под водящие провода к катушкам 10 проходят через каналы Б, выполненные в кольце 8. В полости В, заполняемой охлаждающей жидкостью, между кольцом 8 и выступом нижней плиты 5, являющимися опорой для матрицы, расположены уплот- нительное 11 и опорное 12 кольца, прикрепленные к держателям 13. На тягах 4 и держателях 13 удерживается с помощью гаек 14 планка 15 (фиг.1 и 5), которая имеет возможность перемещаться в полости нижней плиты 5. В пазу планки 15 расположен вкладыш 16, который с помощью рукоятки 17 можно перемещать вдоль паза и который возвращается в исходное положение пружиной 18 (фиг,4). Между контактирующими поверхностями радиальных пуансонов 6 и неподвижной матрицы 7 для уменьшения сил трения при движении пуансонов относительно матрицы установлены шарики 19 (фиг.1 и 2). В полости нижней плиты 5 установлен толкатель 20 с коническим упором 21. В нижней части кольца 8 выполнен выходной канал (не показан) для удаления охлаждающей жидкости после завершения штамповки. Радиальные пуансоны б выполнены из магнитного материала, а матрица 7 - из немагнитного. Матрица 7 может состоять из отдельных неподвижных секций.
Штамп работает следующим образом.
Предварительно нагретую заготовку 22 (на фиг.1 слева) устанавливают в полости матрицы 7. Во время рабочего хода пресса ползун вместе с плитой 1, двигаясь вниз, обеспечивает воздействие силовой обоймы 3 на подвижные радиальные пуансоны 6. которые одновременно с осевым пуансоном 2 деформируют заготовку 22, выдавливая впадины на ее боковой поверхности. При движении плиты 1 вниз под действием собственного веса опускается и планка 15, перемещающая вниз держатели 13 с закрепленными на них кольцами 11 и 12. При этом охлаждающая жидкость, налитая в полость В, опускается. Находившийся в полости планки 15 толкатель 20 при движении первой вниз выходит из ее полости.
Пружина 18 перемещает вкладыш 16, перекрывая им отверстие планки 15.
После завершения формообразования заготовки 22 (на фиг,1 справа) при обратном
ходе ползуна пресса вверх поднимается верхняя плита 1 и связанные с ней пуансон 2. обойма 3 и детали выталкивающего устройства - тяги 4 и планка 15. После выбора зазора между гайками 23 и планками 15 (на
фиг,1 справа) начинают подниматься держатели 13 с закрепленными на них кольцами 11 и 12, а, соответственно, и охлаждающая жидкость, находящаяся в полости В. После выбора зазора между
коническим упором 21 толкателя 20 и вкладышем 16, расположенным в планке 15, последний начинает поднимать толкатель 20, который выталкивает отштампованную поковку 22 из полости матрицы. Поднятая охлаждающая жидкость после выталкивания заготовки восстанавливает магнитные свойства внешних поверхностей радиальных пуансонов 6, поскольку их температура вследствие контакта с горячей заготовкой
может превысить точку Кюри и материал потеряет магнитные свойства. После снятия поковки 22 с толкателя 20 включают электромагниты, которые вытягивают радиальные пуансоны 6 и приводят их в исходное
положение (на фиг.1 слева). Затем выключают электромагниты и перемещают вкладыш 16с помощью рукоятки 17 из-под толкателя 20. который опускается и проходит через отверстие планки 15, штамп снова приведен
в исходное положение (на фиг.1 слева).
На предлагаемом штампе получали горячим выдавливанием цилиндрические шестерни (модуль 3,5 мм; число зубьев 27; наружный диаметр 101,5 мм), изготавливаемые из стали 18ХГТ.
Неподвижную матрицу 7 изготавливали из окиси алюминия ( а - AlaOa), которая является немагнитным материалом. Подвижные радиальные пуансоны изготавливали из
стали ЗХ2В8Ф. которая является магнитным материалом. Для обеспечения горизонтального перемещения (которое в рассматриваемом случае составляло 2 мм) радиальных пуансонов 6 в окнах матрицы
между поверхностями каждого пуансона 6 и неподвижной матрицы 7 (фиг.2) оставляли зазор, равный тепловому расширению радиального пуансона по высоте при средней температуре в продольном сечении наиболее разогреваемой части пуансона, которая должна заходить в неподвижную матрицу. В рассматриваемом случае этот зазор выполнялся равным 13 1(Г(10С 1000°С 20 мм) 0.26 мм. Электромагниты рассчитывали на
усилие притяжения, равное 5Н, при зазоре между притягиваемыми пуансонами и торцовыми поверхностями сердечника (фиг.6), равном АО мм (фактически усилие притяжения было около 20Н, поскольку вес подвиж- ного радиального пуансона был около 1Н). При расчетах полагали, что магнитная проницаемость эмульсола, разбавленного водой, раствор которого использовался в качестве охлаждающей жидкости, равна магнитной проницаемости воздуха. Было найдено, что dc 6 мм (фиг.6); а 3 мм; h - 15 мм; число витков катушки 10 (фиг.1) (U-3500; диаметр голого провода dn 0,18 мм, с защитным слоем d 0,22 мм. Сердечник 9 изготавливали из материала Ст2сп, а в качестве проволоки для катушек использовали МТ-0,18. Заготовки получали из сортового проката резанием, затем, их галтовали в смеси графита и сульфитноцеллюлозного щелока. Заготовки перед штамповкой нагревали до 1100°С в индукторе, причем температуру их нагрева контролировали. Это позволяло осуществлять нагрев заготовок в достаточно узком интервале с перепадом температур, который не превышал 20°С. Была получена партия (1000 шт.) горячеш- тампованных поковок, которая после снятия окалины дробеструйной обработкой имела размеры, соответствующие 8-й степе- ни точности. Затем поковки калибровали в штампе, получая при этом требуемую 7-ю степень точности изделий.
Надежность извлечения радиальных пуансонов из впадин отштампованного из- делия под действием электромагнитного поля достигается благодаря выполнению радиальных пуансонов из магнитных материалов, а неподвижной матрицы - из немэг- нитного материала, поскольку при выполнении и пуансонов, и матрицы из магнитных материалов после включения электромагнитов радиальные пуансоны, намагничиваясь, не способны перемещаться относительно также намагниченной мат-
рицы под действием электромагнитного поля.
Поскольку штамп предназначается для деформирования нагретых заготовок, то в процессе штамповки радиальные пуансоны, нагреваясь, уменьшают свои магнитные свойства. Для обеспечения высоких магнитных свойств пуансонов, а, следовательно, и возможности их радиального перемещения после удаления поковки в штампе предусмотрено заполнение охлаждающей жидкости полости между электромагнитами и матрицей. Кроме того, жидкость за счет конвекции и теплопередачи охлаждает матрицу, что также обеспечивает повышение ее стойкости.
Формула изобретения Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами, содержащий верхнюю плиту, закрепленный на ней основной пуансон i. силовую обойму с конической внутренней поверхностью, нижнюю плиту с установленной на ней неподвижной матрицей и размещенными в ее боковых окнах радиальными пуансонами с наклонными наружными торцами с возможностью контактирования мх с конической поверхностью силовой обоймы, отличающийся тем. -о, с повышения надежности работа штампа прч освобождении изделия, сн снабжек размещенными вокруг матрицы на расстоянии от нее, превышающем толщину стенки силовой обоймы, электромагнитами, установленными напротив радиальных пуансонов, причем последние выполнены из магнитного материала, матрица - из немагнитнсгс материала, а кольцевая полость между мат рицей и электромагнитами заполнена охлаждающей жидкостью и ограничена снизу подвижным в осевом направлении опорным кольцом, снабженным уплотнением с возможностью опускания охлаждающей жидкости ниже матрицы при рабочем ходе силовой обоймы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| Многопозиционный штамп | 1977 |
|
SU737093A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для изготовления деталей типа стаканов | 1990 |
|
SU1750835A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |



Изобретение относится к технике лазерной обработки материалов и может быть использовано в оборудовании для термоупрочнения, отжига,легирования, наплавки и других процессов лазерной обработки. Цель изобретения - увеличение плотности мощности излучения в зоне обработки и уменьшение габаритов сканирующей оптической системы. В оптическую систему, состоящую из фокусирующего элемента, составного отражающего зеркала, части которого могут колебаться друг относительно друга и их общей оси, и поверхностного зеркала с механизмом колебаний, включено второе поворотное зеркало с механизмом колебаний вокруг оси, параллельной поверхностям поворотных зеркал и оси колебания первого поворотного зеркала, установленным между первым поворотным зеркалом и фокусирующим элементом Колебания поворотных зеркал в противофазе с одинаковой амплитудой позволяют производить колебания луча лазера перед фокусирующим элементом строго параллельно своей оси, что позволяет сканировать расщепленные составляющие фокусируемого луча вдоль одного отрезка прямой в зоне обработки и существенно повысить в ней плотность мощности излучения. В этом случае сокращается необходимый минимальный ход луча между первым колеблющимся зеркалом и фокусирующим элементом, что позволяет уменьшить габариты оптической системы б ил. ё
А-А
Лиг.1
б-Б
Фнг. 3
В-В
Фиг. 6
«IT. 6
| Федоров Л.И. | |||
| Дмитерко В.Г | |||
| Радиальная штамповка звездочек, Минск | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| рис | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
