(54) СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ВБ1СОКОЧАСТОТНОЙ СВАРКИ
1
Изобретение относится к высокочастотной сварке одного, двух или более одновременно свариваемых продольных швов, например, при производстве двухшовных труб большого диаметра с индукционным подводом энергии.
Известны способы автоматического регулирования процесса сварки продольных швов труб, по которым в качестве параметров регулирования используют отклонения некоторых параметров сварки например, интегрального излучения свариваемых кромок 1, отклонения точки схождения кромок от номинального положения 2 и др. В зависимости от величины отклонения выбранного параметра регулируют мош,ность источника питания.
Однако указанные способы автоматического регулирования процесса сварки не обеспечивают достаточной стабильности сварки одновременно двух и более швов при питании их от одного источника.
Наиболее близким техническим решением к предлагаемому,является способ автоматического регулирования процесса высокочастотной сварки, одновременно двух или более продольных швов, преимущественно
двухшовных труб, при котором изменяют магнитное сопротивление сварочной цепи путем изменения магнитной проницаемости наружного магнитопровода наложением на него с помошью размещенной на наружном магнитопроводе катушки дополнительного магнитного поля, интенсивность которого регулируют.в зависимости от отклонения режима сварки от номинального 3.
Однако техническая реализация способа
10 затруднена высокой индуктивностью цепи, содержащей многовитковую подмагничивающую катушку с ферромагнитным сердечником, обуславливающей значительную инерционность процесса регулирования. Необходимо также иметь источник постоянного
5 тока, регулируемый по сигналу, соответствующему величине отклонения режима сварки.
Цель изобретения - улучшение качества сварного соединения за счет повышения
20 быстродействия процесса регулирования.
Указанную цель достигают за счет того, что в способе автоматического регулирования процесса высокочастотной сварки одновременно двух или более продольных швов преимущественно двухшовных труб, при
котором изменяют магнитное сопротивление сварочной цепи путем изменения магнитной проницаемости наружного магнитопровода наложением на катушки с помощью размещенной на наружном магнитопроводе дополнительного магнитногополя, интенсивность которого регулируют в зависимости от отклонения режима сварки от номинального, дополнительное магнитное поле создают импульсами переменного тока, наведенного магнитодвижущей силой наружного магнитопровода в этой катущке, а интенсивность поли регулируют изменением длительности импульсов тока.
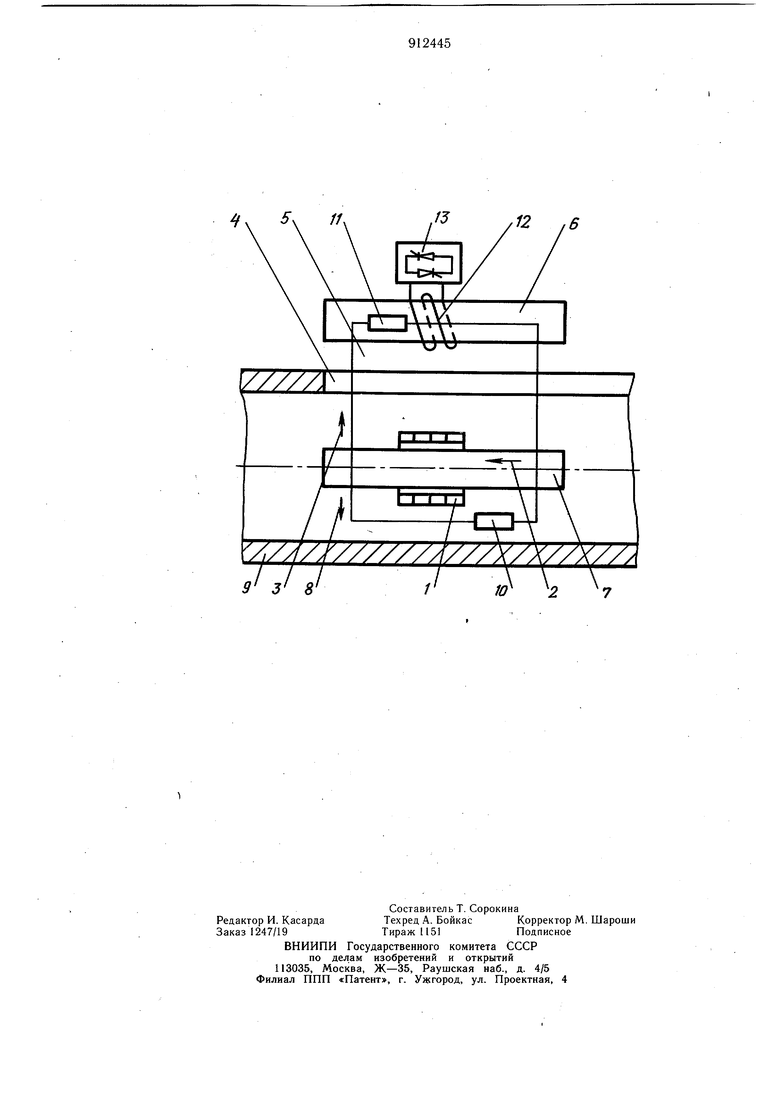
На чертеже дана схема протекания магнитного потока в процессе сварки токами высокой частоты на примере сварки продольного щва трубной заготовки.
Возбуждаемый током индуктора 1 магнитный поток 2 разветвляется на рабочий поток 3, проходящий через щель 4 между кромками, воздущный зазор 5 между кромками и наружным магнитопроводом 6, по наружному и внутреннему магнитопроводам 7 и на поток 8 рассеяния, проходящий по внутренней полости заготовки 9. В зависимости от соотношения магнитного сопротивления 10 цепи рассеяния и магнитного сопротивления 11 рабочей цепи осуществляется перераспределение магнитных потоков при постоянной магнитодвижущей силе во внутреннем магнитопроводе 7. Изменение магнитного сопротивления 11 сварочной цепи производят путем изменения магнитной проницаемости наружного магнитопровода 6 которую изменяют за счет регулирования дополнительного размагничивающего переменного поля в соответствии с отклонением режима сварки от номинального. Для этого на наружном магнитопроводе 6 устанавливают катущку 12, состоящую из нескольких витков (обычно число витков.. размагничивающей катущки 12 близко к числу витков катушки инДуктора 1), а выводы катущки 12 замыкают на регулятор скважности тока, например на регулируемый тиристорный ключ 13, управляемый сигналом, соответствующим отклонению режима сварки от номинального. В катушке 12 магнитодвижущей силой, обусловленной прохождением магнитного потока по наружному магнитопроводу 6 индуцируется ток, размагничивающий магнитопровод 6. При этом возрастает магнитное сопротивление 11 сварочной цепи. При запирании ключа 13 ток в катущке 12 прерывется и магнитное сопротивление 11 сварочной цепи падает. Управляя величиной размагничивающего тока в катущке 12 в соответствии с отклонением режима сварки от номинального за счет скважности импульсов тока, регулируют величину магнитного сопротивления 11 сварочной цепи, а следовательно, и мощность, выделяющуюся в свариваемых кромках.
Замена в способе автоматического регулирования процесса высокочастотной сварки
наложением на магнитопровод постоянного магнитного поля на переменное размагничивающее магнитное поле, интенсивность которого регулируется скважностью импульсов тока, снижает инерционность процесса регулирования, а следовательно,- повыщает
качество сварного соединения. В предлагаемом способе размагничивающая катушка имеет малое число витков, так как необходимую величину размагничиваюшей МДС получают за счет большой величины
тока, протекающего в ней, в то время как при создании постоянного магнитного поля катущка состоит из большого числа витков и, следовательно обладает больщой индуктивностью. Ставить источник постоянного тока для подмагничивающей обмотки нецелесообразно. Кроме того, отпадает надобность в этом источнике, так как ток в размагничивающей катущке наводится магнитной движущей силой наружного магнитопровода.
Формула изобретения
Способ автоматического регулирования процесса высокочастотной сварки одновременно двух или более продольных швов, преимущественно двухшовных труб, при котором изменяют магнитное сопротивление сварочной цепи путем изменения магнитной проницаемости наружного магнитопровода наложением на него с помощью размещенной на наружном магнитопроводе катущки дополнительного магнитного поля, интенсивность которого регулируют в зависимости от отклонения режима сварки от номинального, отличающийся тем, что, с целью улучщения качества сварного соединения за счет повышения быстродействия процесса регулирования, дополнительное поле создают импульсами переменного тока, наведенного магнитодвижущей силой наружного Marнитопровода в этой катущке, а. интенсивность поля регулируют изменением длительности импульсов тока.
.Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 200060, кл. В 23 К 13/02, 1966.
2.Авторское свидетельство СССР № 453263, кл. В 23 К 13/00, 1975.
3.Авторское свидетельство СССР
№ 700306, кл. В 23 К 13/00, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ автоматического регулирования процесса высокочастотной сварки и устройство для его осуществления | 1987 |
|
SU1563924A1 |
| Горелка для сварки магнитоуправляемой дугой | 1990 |
|
SU1815059A1 |
| Способ высокочастотной сварки ферромагнитных труб | 1973 |
|
SU555934A1 |
| СПОСОБ КОМПЕНСАЦИИ ВЛИЯНИЯ ОСТАТОЧНОЙ НАМАГНИЧЕННОСТИ | 1965 |
|
SU175138A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2005 |
|
RU2306212C2 |
| УПРАВЛЯЕМЫЙ РЕАКТОР | 2013 |
|
RU2533673C1 |
| Горелка для сварки магнитоуправляемой дугой | 1982 |
|
SU1044443A1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |