Изобретение относится к производству электросварных труб и может быть использовано при высокочастотной сварке труб, а также профилей.
Цель изобретения - повышение качества сварного соединения за счет равномерного нагрева кромок относительно друг друга.
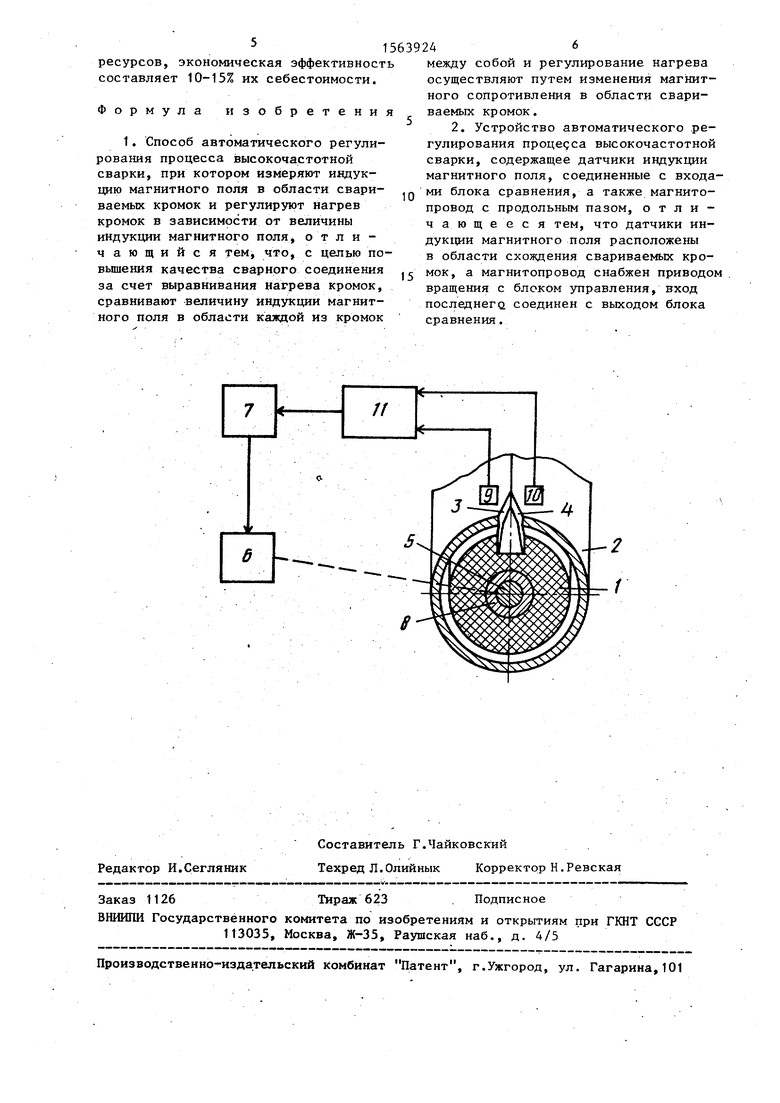
На чертеже показана блок-схема устройства автоматического регулирования процесса высокочастотной сварки,
Устройство автоматического регулирования процесса высокочастотной сварки содержит следующие основные узлы:
магнитопровода 1 с продольным пазом, расположенного внутри трубной заготовки 2, в области схождения кромок 3 и 4. Магнитопровод жестко закреплен на валу 5, приводимым во вращение в обе стороны приводом 6 вращения, который связан с блоком 7 управления. Опора 8 установлена с возможностью вращательного движения вала 5. Над областью схождения кромок установлены симметрично относительно плоскости симметрии У-образной щели катушки 9 и 10 датчики индукции магнитного поля. Выходы катушек поданы на вход блока сравнения 11. Выходы с.блока
равнения 1 1 поданы на вход блока
управления 7.
Устройство работает следующим образом.
Во время сварочного процесса при равномерной интенсивности нагрева кромок по отношению друг к другу плоскость симметрии индукции наружного магнитного потока совпадает с плоскостью симметрии У-образной щели, образованной сходящимися кромками 3 и 4. Катушки 9 и 10 датчика пронизывают одинаковые по значению магнитные потоки, возбуждающие в об- котках катушек равные по величине электродвижущие силы. Блоком сравнения 11 определяют разность между значениями напряжения электрических токов, возникающих под действием электродвижущих сил в цепях катушек 9 и 10, которая в данном случае минимальна и соответствует отключенному состоянию привода 6.
При возникновении неравномерности нагрева в свариваемых кромках по отношению друг к другу, например, кром1- ка 3 нагревается больше, чем кромка 4, вследствие неодинаковых условий прохождения сварочного тока по каждой к|ромке из-за ассимметричного относительно плоскости симметрии У-образной йели изменения параметров кромок, интенсивность магнитного поля в обрасти кромки 3 больше по значению, ем в области кромки 4. Катушку 9 Датчика пронизывает более мощный магнитный поток, чем поток, который пронизывает катушку 10. Электродви- #ущая сила, возбуждаемая в катушке 9, больше по величине, чем возбуждаемая в катушке 10, и соответственно Напряжение в цепи катушки 9 выше, Чем в электрической цепи катушки 10. Разность величины напряжения, определяемая блоком 11 сравнения, Является управляющим сигналом, поступающим на блок 7 управления. Блок 7 управления производит вращение Привода 6 таким образом, что внутренний магнитопровод 1, закрепленный на валу 5, поворачивается на опоре 8 смещая паз в сторону кромки 3. В области этой кромки происходит уменьшение ферритного вещества. Это приводит к рассеиванию магнитного потока в области кромки 3 из-за увеличения магнитного сопротивления
0
5
0
5
0
5
0
5
и одновременному уменьшению плотности тока в этой кромке, вследствие увеличения ширины пути прохождения сварочного тока за счет внутренней поверхности трубной заготовки. Катушки 9 и 10 защищены от воздействия тока, проходящего по внутренней поверхности трубной заготовки, за счет экранирующего действия металла. В области кромки 4 происходит процесс, обратный процессу в области кромки 3.
Известно, что величина индукции магнитного поля прямо пропорциональна плотности тока, а плотность тока в пророднике прямо пропорциональна интенсивности его нагрева.
Поворотом внутреннего магнитопро- вода достигается такое пространственное положение продольного паза, при котором плотность тока в обеих кромках станет равномерной по отношению друг к другу. Вследствие этого интенсивность магнитного поля снаружи трубной заготовки в области обеих кромок становится одинаковой. Разность между величинами напряжений в цепях катушек 9 и 10 принимает значение минимума, и блок 11, воздействуя на блок 7 управления, отключает привод 6 вращения. Таким образом достигается такое положение внутреннего магнитопровода с продольным па-, зом, при котором происходит выравнивание нагрева кромок по отношению друг к другу за счет одинаковой плотности тока в кромках, вследствие ас- симметричного изменения относительно плоскости симметрии У-образной щели магнитного сопротивления внутри трубной заготовки.
Способ позволяет увеличить эффективность известных способов регулирования процесса высокочастотной сварки, основанных на принципе однозначного для обеих свариваемых кромок управления мощностью нагрева, при использовании последних в сочетании с данным.
Использование предлагаемого изобретения позволяет добиться повышения качества и надежности сварного соединения за счет высокой степени подобия физических состояний металла обеих кромок в точке сварки, повышает долговечность труб. Применение таких труб взамен бесшовных обеспечивает экономию металла и производственных
ресурсов, экономическая эффективность составляет 10-15% их себестоимости.
Формула изобретения
1. Способ автоматического регулирования процесса высокочастотной сварки, при котором измеряют индукцию магнитного поля в области свариваемых кромок и регулируют нагрев кромок в зависимости от величины индукции магнитного поля, отличающийся тем, что, с целью повышения качества сварного соединения за счет выравнивания нагрева кромок, сравнивают величину индукции магнитного поля в области каждой из кромок
0
5
между собой и регулирование нагрева осуществляют путем изменения магнитного сопротивления в области свариваемых кромок.
2. Устройство автоматического регулирования процесса высокочастотной сварки, содержащее датчики индукции магнитного поля, соединенные с входами блока сравнения, а также магнито- провод с продольным пазом, отличающееся тем, что датчики индукции магнитного поля расположены в области схождения свариваемых кромок, а магнитопровод снабжен приводом вращения с блоком управления, вход последнего соединен с выходом блока сравнения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения полезной мощности индуктора | 1986 |
|
SU1388814A2 |
| Способ разбраковки магнитопроводов для сварки труб | 1981 |
|
SU1314290A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1983 |
|
SU1123812A1 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
| Устройство для контроля превышения кромок при высокочастотной сварке | 1982 |
|
SU1063560A1 |
Изобретение относится к производству электросварных труб и может быть использовано при высокочастотной сварке труб, а также профилей. Цель изобретения - повышение качества сварного соединения за счет равномерного нагрева кромок относительно друг друга. В процессе высокочастотной сварки контролируют магнитное поле в области свариваемых кромок и изменяют нагрев кромок в зависимости от индукции магнитного поля в области каждой из кромок. Выравнивают температуру кромок путем изменения магнитного сопротивления внутри трубной заготовки в области каждой кромки. Устройство включает датчики индукции магнитного поля, блок сравнения и магнитопровод с продольным пазом, магнитопровод, снабженный приводом вращения с блоком управления. Качество и надежность сварного соединения повышаются за счет высокой степени подобия физических состояний металла обеих кромок в точке сварки. 2 с.п.ф-лы. 1 ил.
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Заявка ФРГ № 3238766, кл | |||
| В, 23 К 13/02, 1984. | |||
