Известны способы принудительной выводки сводов н арок больших просчетов стек.1оваренных печей. Этими способами своды верхнего строения ванных стекловаренных печей выкладывают из динаса, обладающего свойством сильно увеличиваться в объеме при разогреве печей. Это сопряжено с опасностью сильной деформации печи. Однако, несмотря на применяемые предосторожности, нередки случаи, когда своды выводятся неудачно и имеют место аварии.
Описываемый способ принудительной выводки сводов и арок бо.чьших пролетов стек; оваренных печей отличается тем, что для равно-мерной деформации свода и арок но всему их периметру применены регулируемые металлические бандажи, остающиеся в печи после ее ввода в эксплуатацию, что обус.ювливает соблюдение равномерной кривизны свода после его деформации при разогреве печи. Для предупреждения раскрытия щвов в арках, поддерживаюпднх подвесные передние засыпочные стены, под бандажом но всей длине свода и арок равномерно ставятся металлические продольные рельсы.
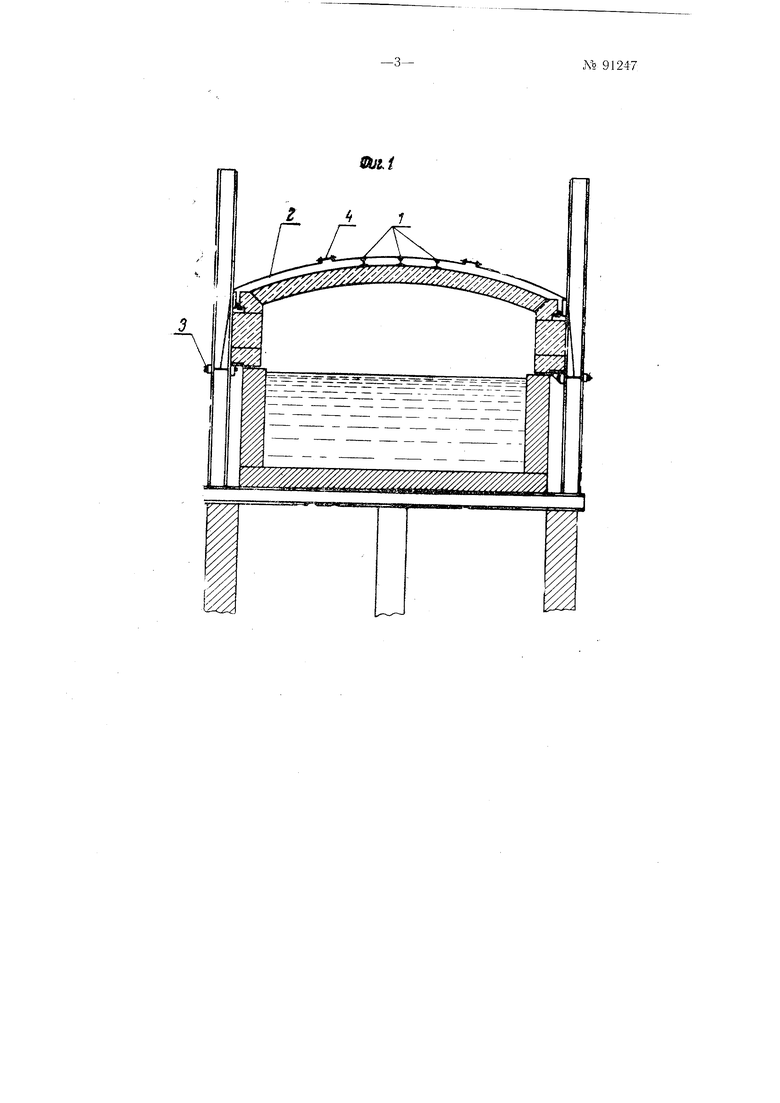
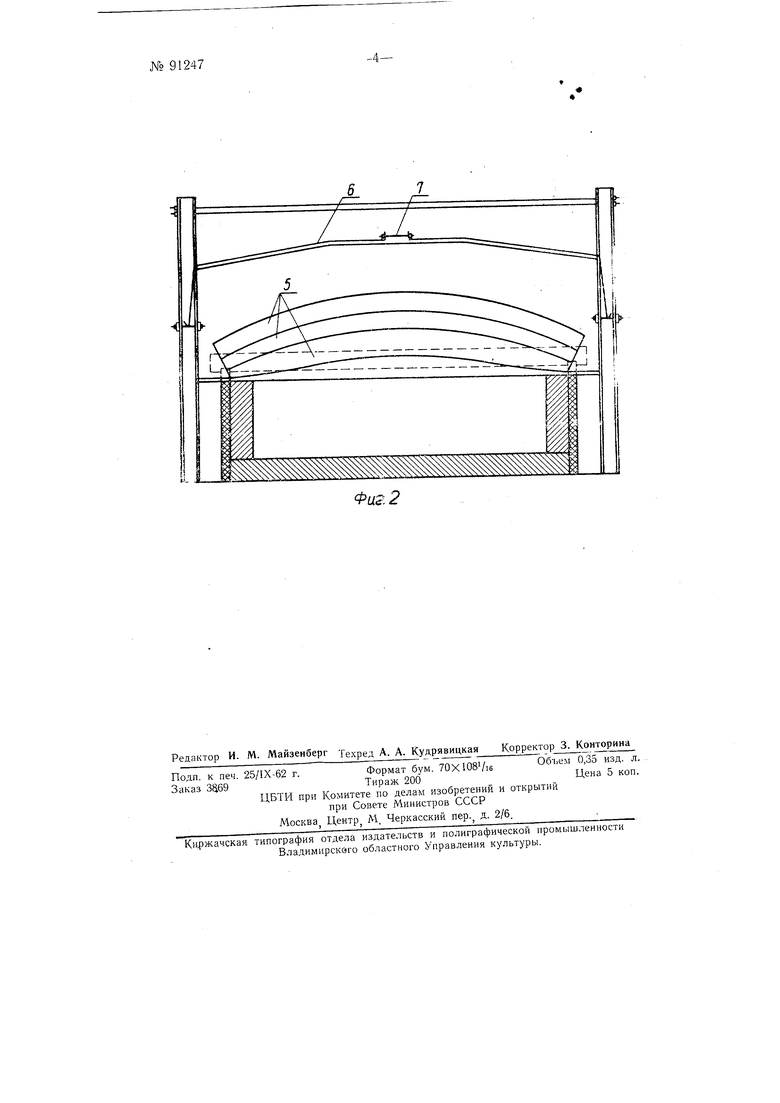
На фиг. 1 изображен поперечный разрез стекловаренной печи; на фиг. 2-фасад арки.
На секции главного свода параллельно оси печи по всей длине свода укладываются три рельса /-один посредине на замке свода и два других по бокам. На концы рельсов накладываются регулируемые металлические бандажи, представляющие собой изогнутые круглые связи 2, закрепленные за крепежные болты кронштейнов арматуры главных колонн 3 печи. Вверху связи 2 стягиваются стяжками 4 на резьбе. При деформации свода бандажи препятствуют чрезмерному его росту в замке и вызывают подъем в боках. Регулируя затяжку стяжек /, можно добиться весьма хорошей конфигурации свода при быстрых темпах разогрева пен:(Цг,.за«влогичнын спосоо применяется и к аркам, поддерживающим подвесные передние засыпочные стены, для предупреждения раскрытия ивов в лрк.ах. Передпие стены сооружаются на трех арках 5 большого.-fipojfeTa, последовательно наложенных одна на другую. Арки скреп.чяются регулируемыми металлическими бандажами i, стягиваемые аналогично стяжками 7, благодаря чему исключается неравномерный под1)ел1 в центре свода и образование LHBOB. Бандажи по окончании выводки остав;1яют в затянутом состоянии на все время эксп,1уатации свода.
Предмет изобретен и я
1.Способ принудительной выводки сводов и арок больших пролетов стек.юварениых печей, о т л и ч а ю ni, и и с я тем, что, с целью обеспечения равномерной деформации свода и арки по всему и.х периметру, применены регулируемые металлические бандажи.
2.Форма выполнения по и. I, о т л и ч а ю пд а я с я тем, что металлические продольные рельсы под бандажом ставятся по всей длине свода и арок.
i-C
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Камера для безлодочного вытягивания стеклянной ленты с электрическим подогревом | 1949 |
|
SU89921A1 |
| Циклонная стекловаренная печь | 1961 |
|
SU149546A1 |
| Каркас стекловаренной печи | 1987 |
|
SU1425175A1 |
| ОБВЯЗКА ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 1967 |
|
SU203172A1 |
| Ванная стекловаренная печь | 1976 |
|
SU802208A1 |
| МНОГОБАССЕЙНОВАЯ ПЕЧЬ | 2010 |
|
RU2450982C1 |
| Стекловаренная ванная печь | 1981 |
|
SU962218A1 |
| Стекловаренная ванная печь | 1981 |
|
SU962217A1 |
| Передвижная опалубка для бетонирования горизонтальных подземных выработок | 1985 |
|
SU1317140A1 |
| Деревянный сетчатый свод | 1948 |
|
SU80520A1 |