Особенностью описываемого стайка является: применение в нем общего вала меха-нивма подачи,, расположенного- над станком, в соединении с- редуктором с качаюи1ей шестерне/, кривошипного мехаИ1: М 1 в рейсмусо1;ок подъемной части стола н присттоеобления ДЛя зарезки шипов, долбления и точки режущего инструмента.
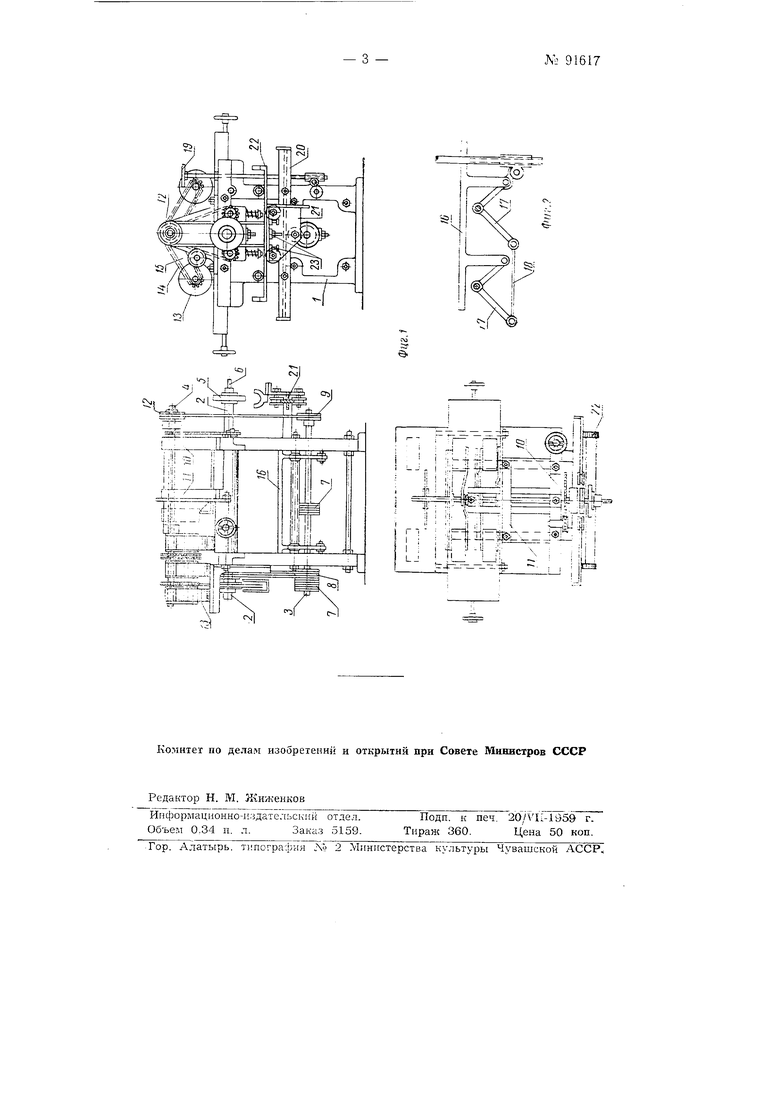
На фиг. 1 изображен ста«:ок в- трех проекциях.; н.а фиг. 2-кривошиины-ir механизм ,для подъема рейсмусового станка.
Станок состоит из станины /, рабочего на.та 2, приводного вала 3, вала 4 подач р-ейомусовоГ1 части станка, точи.тьной и ши-порезнв-долбежных частей. Ста-н на / станка состоит из- двлх стенок, соединенных четырьмя болтовыми распорками. Рабочий вал 2 станка состоит из строга. ва,1а з средней части, зажимного приспособления с одного конпа, а с другого-комбинированного приспособления для зажимания фрез круглых 5 и па.мичиых 6. На рабочем валу насажен шкиз ДЛЯ клиновидных ремней. Каждый поаш1гпник в-ала прикрепляется к станине одним натяжным болтом- и чекой, причем болт не отвертывается, а ТОЛЬКО ослабляется. Благодаря этому вал легко сннмается со станины и для точки строгальной части нет необ.ходимости снимать строгальные .
Приводной вал 3 станка находится ниже стола рейсмуса. На нем насажены два шкива 7 для ремней от двигателя, шкив 8 к рабочему ва,1у и ШКИ1В 9 механизмов подачи. Приводной вал перемеш;ается при ПО.МОШ.И натяжных бЪлтов в вертикальном направлении, что дает возможность натяжки ремней.
Вал 4 механизма подач расположен на вертикальных кронште1 |нах JO и // над станком. На одном конце вала посажен шкив 12, соединенный посредство.м ремня с гнкивом 9 приводного вала 3. Врашение на вал 4 передается через редуктор с качаюшейся шестерней.
№ 91617- 2 -
От ва.-ia 4 подач ueniioi-i передачей передается вращение на податочные Р;Я.ЛИКИ рейсмусовой части станка. На другие операции передача осуществлена короткими барабанами 13 с цепными передачами 14. Барабаны посажены в вилки 15 со втулками. Вилка свободно поворачивается около вала 4 и для поднимания барабана на необходимую высоту. Свободный конец вала имеет продольную шпонку, и барабаны можно передвинуть вдоль вала.
Рсйс.мусовая часть станка. Ширина рейсмусовой части равна расстоянию между стенками станины. Подъем рейсмусового стола 16 производится кривошипным механизмом. Кривошипы 17 жестко соединены с трубой, б/1агодаря чему обе стороны стола поднимаются синхронно. Кривошипы соединены тягой 18, обеспечивающей синхронность в продольном направленин. Кривошипный механизм привоаится в движение вращением н турвала 19.
Пильная и фрезерная часть имеет устанавливаемый столик. При поперечной распиловке столик поднимается вьш1е стола фуганка.
Точил1Л ая и шинорезно-долбежпая часть. Со стороны точильной и нпигорезио-долбежной части укрепляется траверса 20 с кареткой 21 на роликах (нижний ролик подпружннен). Для точки ножей траверса ставится горизонтально. На каретке у| ;ренляется державка 22 для вала и регулируется болтами 23. При горнзонлальном положении траверсы производится .долбление отвсретнн наличной фрезой 6. Для зарезки шинов TjJHBepca 20 устанавливается ;вертикально на болтах, на каретке ставится нрижим (на боковой полке), а зарезка производится подъемом каретки с зажатым бруском при HOMOHIH рычага снизу вверх.
предр азначен для нзготовлення деталей окои, лверей, полов н друпх строительных деталей, а также деталей мебели.
Па станке о.дновременно можно производить продольную распилорж . фугование, фрезерование, рейсмусование, зарезку шипов или ;1олблсние.
Поско.чьку на станке имеется возможность быстрой смены рабочего вала, все игструменты в соответствии с последовательностью операций набираются на двух валах. Таким образом, операции обработки разделяются на две группы. По окончании одной группы операции вал снимается и 31аменяется другим валом с иной комбинацией обрабатывающих инструментов.
П р е .д м (- т i: 3 о б р е т с н н я
1.Универсальный деревообделочный станок, отличающийся тем, что :в нем црименепы общий пал мехапизма подачи, расположенный над станком, в соединении с редуктором с качающейся шестерней, асривошиипый мехапизм в рейсмусовой подъемной части станка и приспособление для зарезки шипов, долбления и точки режущего инструмента.
2.Форма выполнения станка по п. 1, отличающаяся тем, что приспособление для зарезки шипов, долбления и точки инструмента выполнено в виде каретки, перемещаемой вертикально на вертикально поставленной траверсе, которая при горизонтальном положении СЛУЖИТ для .текиг и точки инструмента.
х;
П; /
пГ .
I JJ ::, I
I М J --:mi
; .аЖ т if
i - - -;®Н
,, ; V -HjU -м
iliziiBCc j® I
I ii
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для кондукторного сверления электродрелью отверстий в деревянных изделиях | 1937 |
|
SU54626A1 |
| Приспособление для забивания длинных гвоздей (нагелей) | 1935 |
|
SU49165A1 |
| Винтовой сжим для соединения пачки досок при помощи зубчатых скоб | 1935 |
|
SU45059A1 |
| Соосная коническая зубчатая передача | 1950 |
|
SU92636A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2048287C1 |
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |