(5) СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА
ЭЛАСТОМЕРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля качества эластомеров | 1982 |
|
SU1033952A2 |
| Способ ультразвукового контроля твердости полимеров | 2016 |
|
RU2624415C1 |
| Способ определения степени полимеризации композиционных материалов | 1988 |
|
SU1640626A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРЕДЕЛА ПРОЧНОСТИ ПРИ РАЗРЫВЕ ПОЛИМЕРОВ | 2006 |
|
RU2319957C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ВЯЗКОСТИ ПО МУНИ ПОЛИМЕРОВ | 2019 |
|
RU2712956C1 |
| Способ ультразвукового контроля строительных материалов в конструкциях и устройство для его осуществления | 1983 |
|
SU1146593A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ВЯЗКОСТИ ПО МУНИ ПОЛИМЕРОВ | 2006 |
|
RU2319956C2 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ОПРЕДЕЛЕНИЯ ГРАНУЛОМЕТРИЧЕСКОГО СОСТАВА ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2469309C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ УЛЬТРАЗВУКА В УГЛЕРОДНЫХ ЖГУТАХ И НИТЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281464C2 |
Изобретение относится к контрольно-измерительной технике и может быть использовано для контроля качества эластомеров с помощью ультразвука.
Известен способ контроля качестёа эластомеров, заключающийся в том, что образец прозвучивают ультразвуковыми импульсами определенной частоты, измеряют амплитуду прошедшего сигнала и время распространения колебаний, по которому судят о скорости прохождения ультразвука, с учетом эталонного значения определяют дисперсию скорости, амплитуду учитывают при расчете затухания, а о качестве эластомеров судят по сравнению совокупности измеренных параметров с ее эталонным значением.
Испытания осуществляют на твердых образцах, прошедших стадию вулканизации или отверждения, а -для измерений амплитуды прошедшего сигнала ,используют два образца различной толщины tl .
Недостатками данного способа являются невозможность регулирования требуемых физико-механических и эксплуатационных характеристик эластомеров в процессе изготовления,так как испытания проводят на твердых образцах после процесса вулканизации или отверждения, т.е. уже в го10товых изделиях, и низкая производительность контроля, связанная с необходимостью измерять амплитуду прошедшего сигнала на образцах одного и того же материала различной толщиISны. Цель изобретения - обеспечение возможности регулирования требуемых физико-механических и эксплуатационных характеристик эластомеров в про20цессе изготовления и повышение производительности контроля.
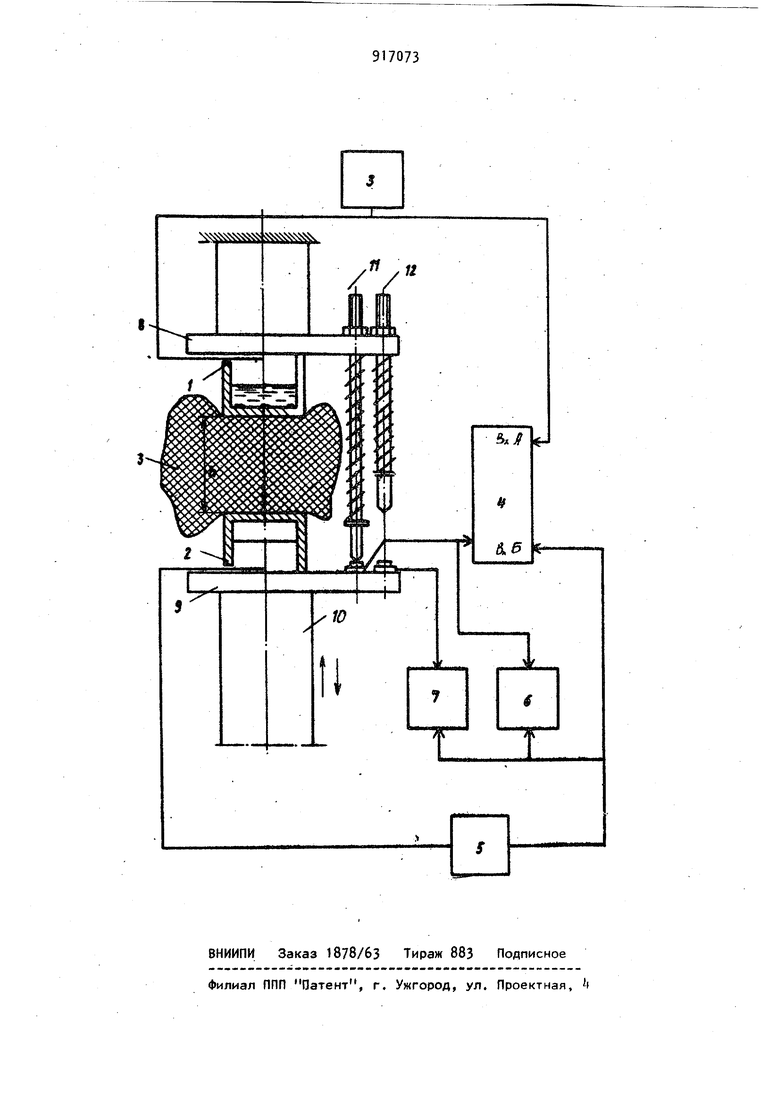
Поставленная цель достигается тем, что в способе ультразвукового контроля качество эластомеров, заклю чающемся в том, что образец прозвучивают ультразвуковыми импульсами определенной частоты, измеряют амплитуду прошедшего сигнала и время распространения колебаний, по которому судят о скорости прохождения ультразвука, с учетом эталонного значения определяют дисперсию скорости, амплитуду учитывают при расчете затухания, а о качестве эластомеров судят по сравнению совокупности измеренных параметров с ее эталонным значением, измерения проводят в вязкопластичном состоянии до вулканизации или отверждения эластомера, дополнительно измеряют амплитуду прошедшего сигнала на другой базе того же образца, а затухание рассчитывают с учетом этих двух амплитуд и величин баз измерения. На чертеже изображена блок-схема устройства, реализующего способ. Устройство содержит излучатель 1 приемник 2, связанные с излучателем 1 генератор 3 и измеритель k времен нь1х интервалов с входами А и В,усилитель 5 измерительные приборы 6 и 7. Излучатель и приемник установлены в пластинах 8 и 9 винтового ме ханизма 10, снабженного замыкающими контактами 11 и 12. Между излучателем и приемником помещается исследуемый образец 13Способ осуществляется следующим образом. Отобранный из исследуемой смеси образец 13 после термостатирования исследуют между излучателем 1 и при емником 2. С генератора 3 электриче кий сигнал определенной частоты и длительности одновременно подается на вход А измерителя временных ин тервалов и на излучатель 1, ультразвуковой импульс с которого, пройдя образец, попадает в приемник 2 и пр образуется в электрический сигнал с амплитудой, зависящей от свойств об разца. Этот сигнал усиливается усил телем 5 и подается на цифровые изме рительные приборы 6 и 7 и на вход В измерителя временных интервалов.Измерения проводят при сжатии вязкопластичного образца между плитами 8 и 9 винтового механизма 10 в моменты достижения определенных, зара нее заданных расстояний h и h меж ду излучателем и приемником, что обеспечивается замыканием контактов 11 и 12. В момент сжатия образца до величины h происходит замыкание контакта 11, и подается импульс на измерение амплитуды прибором 6 и времени прохождения сигнала прибором i. В момент сжатия образца до величины hi происходит замыкание контакта 12 и подается импульс на измерение амплитуды прибором 7. Полученные с приборов , 6 и 7 значения позволяют рассчитывать величину скорости ультразвука с ijT, где h - расстояние между датчиками в момент измерения времени прохождения f и коэффици-ё:ент поглощения ультразвука d hij где и/1 - амплитуда сигнала,измеренная на расстоянии h-( между датчиками; Uo амплитуда сигнала,измеренная на расстоянии hn между датчиками. Совокупность измеренных параметров после сравнения с эталонным его значе )ием позволяет судить о качестве эластомеров и осуществлять регулирование требуемых физико-механических и эксплуатационных характеристик путем варьирования технологическими режимами в процессе изготовления смеси. Причем сравнение величины скорости ультразвука с эталонной позволяет судить о количественном составе исдледуемой смеси и нарушении в системе дозирования компонентов, что необходимо для получения смесей требуемого состава, сравнение величины коэффициента поглощения ультразвука с эталонным - о степени диспергирования наполнителей, оказывающей влияние на прочностные и эксплуатационные показатели, а дисперсия скорости ультразвука ра.личных образцов одной и той же смеси - о степени однородности распределения наполнителей, ответственной за стабильность свойств по всему объему будущего изделия. Способ позволяет также осуществить контроль качества композиций на основе низкомолекулярных (жидких) каучуков. В этЬм случае вязкая композиция помещается в специаль5ную кювету (не показана), устанавли ваемую излучателем и приемником.. Использование предлагаемого способа в промышленности сокращает пер вичный брак на 10% и исключает непроизводительные затраты энергии на смешение компонентов после фактического завершения процесса на 5%. Формула изобретения Способ ультразвукового контроля качества эластомеров, заключающийся в том, что образец прозвучивают на заданной базе, измеряют амплитуду прошедшего сигнала и время распространения колебаний, по которому судят о скорости прохождения ультразвука, с учетом эталонного значения определяют дисперсию скорости, амплитуду учитывают при расчете затухания, а о качестве эластомеров судят по 36 сравнению совокупности измеренных параметров с ее эталонным значением, отличающийся тем, что. с целью обеспечения возможности регулирования требуемых физико-механических и эксплуатационных характеристик эластомеров в процессе изготовления и повышения производительности контроля, измерения проводят в вязкопластичном состоянии до вулканизации или отверждения эластомера, дополнительно измеряют амплитуду прошедшего сигнала на другой базе того же образца, а затухание рассчитывают с учетом этих двух амплитуд и величин баз измерения. Источники информации, принятые во внимание при экспертизе 1. Потапов А.И. и др. Технологический нёразрушающий контроль пластмасс. Л., Химия, с. 150-151 (прототип) .
