Изобретение относится к методам исследования внутреннего строения материала с помощью ультразвуковых волн. Главным образом оно может быть использовано для контроля структуры металлопроката в металлургической, машиностроительной и других отраслях промышленности.
Основным способом определения структуры материала в промышленности является метод металлографического анализа [1], заключающийся в измерении размеров зерен материала, видимых визуально или в микроскоп на шлифованной, полированной и протравленной кислотами поверхности образцов, вырезанных из соответствующих участков изделий. Недостатком такого способа является трудоемкость измерений и определение размеров зерна поверхностных слоев образца.
Известен акустический способ определения среднего размера зерна материала (балла), основанный на измерении структурных характеристик [2]. Под структурным коэффициентом образца понимается отношение амплитуды донных сигналов Aj при контроле эхо-методом Kj=Afj/Af1, измеренных на частоте fj и частоте f1<<fj. Сравнение структурных коэффициентов на эталонных образцах с известной структурой, определенной методом металлографического анализа, и образцах материала такой же толщины позволяет при равенстве структурных коэффициентов определить средний размер зерна интегрально по толщине контролируемого материала.
Недостатком такого способа является необходимость изготовления большого числа эталонных образцов с различным размером зерна.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является безэталонный способ экспресс-контроля среднего размера зерна материала [3].
Известный способ заключается в следующем: контролируемое изделие помещают в иммерсионную жидкость между излучающим и приемным преобразователями, излучают импульсы упругих волн последовательно на двух частотах f1 и fj, измеряют амплитуду первого прошедшего импульса на частоте fj=3f1, амплитуду второго прошедшего импульса на частоте f1, а средний размер зерна  вычисляют по формуле:
вычисляют по формуле:
где U(3f1) - амплитуда принятого преобразователем сигнала на частоте 3f1, прошедшего через слой иммерсионной жидкости; U(f1) - амплитуда принятого преобразователем сигнала на частоте f1, прошедшего через слой иммерсионной жидкости; U1(3f1) - амплитуда первого прошедшего сигнала через изделие на частоте 3f1; U2(f1) - амплитуда второго прошедшего сигнала через изделие на частоте f1; F - функция, учитывающая дифракционное ослабление звукового сигнала в акустическом тракте; ko - волновое число в жидкости на частоте f1; а - радиус преобразователя; L - расстояние между излучателем и приемником; k1 - волновое число в материале на частоте f1; Н - толщина изделия; В - коэффициент, характеризующий рассеяние звука в материале изделия.
Недостатком этого способа является необходимость использования двухканальной электронной аппаратуры, обеспечивающей возбуждение преобразователя и прием сигналов на частотах f1 и fj=3f1, а также наличие ошибок при измерении среднего размера зерна материала движущегося листового проката, возникающих по следующим причинам:
- при последовательном возбуждении преобразователей прозвучивание листа осуществляется в разных участках (имеющих разную структуру), расстояние между которыми определяется скоростью движения листа и частотой следования импульсов;
- толщина листа (при известном номинале) в точках прозвучивания неизвестна из-за допусков при прокатке.
Технической задачей, решаемой изобретением, является разработка способа ультразвукового контроля среднего размера зерна материала движущегося листового проката, позволяющего измерить средний размер зерна с высокой точностью.
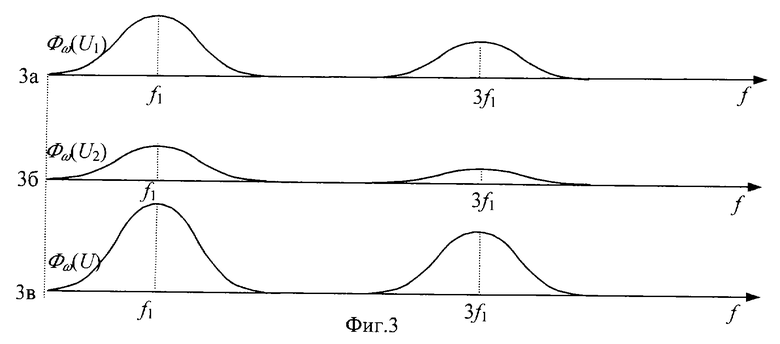
Поставленная задача решается за счет того, что как и в известном способе, изделие помещают в иммерсионную жидкость, излучают импульсы упругих колебаний нормально к поверхности изделия, принимают первый и второй прошедшие через движущийся лист импульсы и импульс, прошедший через иммерсионную жидкость, но в отличие от известного способа измеряют в спектре первого прошедшего через лист импульса значение гармоники частотой fj=3f1, в спектре второго прошедшего импульса - значение гармоники частотой f1, и в спектре импульса, прошедшего через жидкость значение первой и третьей гармоник. Кроме этого, дополнительно измеряют времена приходов первого и второго прошедших через лист импульсов t1 и t2, а также импульса t при отсутствии изделия в акустическом тракте и вычисляют средний размер зерна  по формуле:
по формуле:
где U(3f1) - значение третьей гармоники принятого преобразователем импульса, прошедшего через иммерсионную жидкость при отсутствии листа в акустическом тракте; U(f1) - значение первой гармоники импульса, прошедшего через иммерсионную жидкость; U1(3f1) - значение третьей гармоники первого прошедшего через лист импульса; U2(f1) - значение первой гармоники второго прошедшего через лист импульса; F - функция, учитывающая дифракционное ослабление звукового сигнала в акустическом тракте; ko - волновое число в жидкости на частоте f1; а - радиус преобразователя; L - расстояние между излучателем и приемником; k1 - волновое число в материале на частоте f1; t - временной интервал между посылкой и приемом импульса, прошедшего через иммерсионную жидкость; t1 - временной интервал между посылкой и приемом первого прошедшего импульса; t2 - временной интервал между посылкой и приемом второго прошедшего импульса; В - коэффициент, характеризующий рассеяние звука в материале изделия.
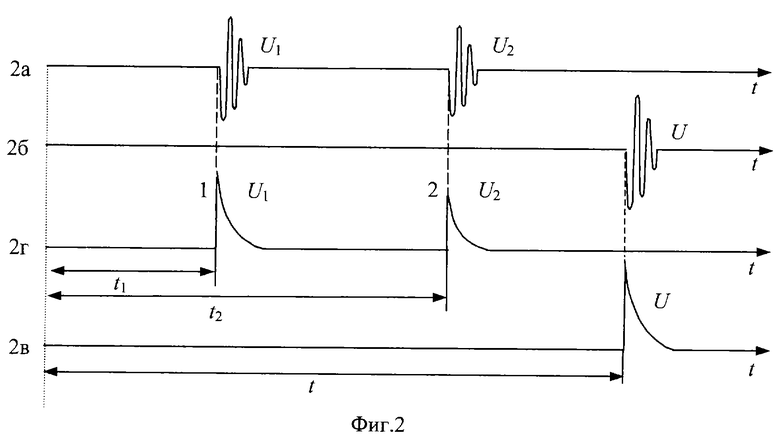
Сущность предлагаемого изобретения заключается в следующем: Короткий ультразвуковой импульс, создаваемый излучающим преобразователем, падает из жидкости нормально на поверхность движущегося листового проката. Приемный преобразователь принимает последовательно во времени однократно U1 и двукратно U2 прошедшие через лист импульсы и преобразует их в соответствующие электрические сигналы. Если в акустическом тракте нет изделия, то приемный преобразователь принимает сигнал U, прошедший через жидкость. В процессе приема измеряются временные интервалы t1 и t2, между посылкой и первым U1, и вторым U2 прошедшими через лист импульсами, а также интервал t между посылкой и прошедшим через жидкость импульсом U. Время прихода интервал t1 первого прошедшего импульса U1 определяется
где С0 и С1 - скорости звука в жидкости и материале изделия; Н - неизвестная толщина листа в точке прозвучивания, L - звестное расстояние между излучающим и приемным преобразователями. Интервал t2 второго прошедшего импульса U2 составляет
а время t - сигнала, прошедшего через воду
t=L/Co. (3)
Неизвестная толщина материала в точке прозвучивания определяется из решения уравнений (1-3):
Кроме этого измеряется третья гармоника U1(3f) первого U1 прошедшего через лист импульса, первая гармоника U2(f1) второго U2 прошедшего через лист импульса, а также первая U(f1) и третья U(3f1) гармоника импульса U, прошедшего через жидкость.
Значения этих гармонических составляющих в соответствии с уравнением акустического тракта [4] можно записать:

где (КV)fj - коэффициент двойного электромеханического преобразования излучателя 2 и приемника 5 на частоте fj; (UГ)fj - амплитуда возбуждающего электрического напряжения на частоте fj, подаваемого на преобразователь 2 от генератора 1; D* - коэффициент прозрачности границы раздела жидкость-твердое тело по энергии; δ - коэффициент затухания звука; F - функции, зависящие от частоты fj, размера преобразователя а и расстояний в акустическом тракте (Н или L), учитывающие дифракционное ослабление звукового пучка. Эти выражения можно определить из уравнения акустического тракта для сквозного прозвучивания или по АРД - диаграммам [4].
Коэффициент затухания звука в поликристаллических материалах в области  может быть представлен в виде [4]:
может быть представлен в виде [4]:
где δП - коэффициент поглощения; δP - коэффициент рассеяния;  средний размер зерна материала; λ - длина волны ультразвука в материале изделия; А и В - коэффициенты, не зависящие от частоты.
средний размер зерна материала; λ - длина волны ультразвука в материале изделия; А и В - коэффициенты, не зависящие от частоты.
Отношение значений спектральных компонент прошедших через лист сигналов на частотах f1 и 3f1 (5 и 6) с учетом (7,8 и 9) позволяет определить средний размер зерна: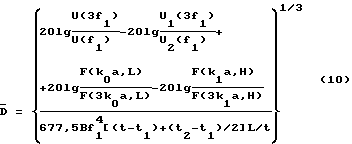
Видно, что выражение (10) является функцией коэффициента В, характеризующего рассеяние звука в материале. Значение параметра В для различных поликристаллических материалов может быть определено из экспериментальных исследований коэффициента рассеяния звука. Для широкого круга материалов, таких как сталь [5], медь, алюминий [6], известны численные или функциональные значения этого параметра.
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 схематически представлено устройство, реализующее способ измерений, на фиг. 2а - временные диаграммы прошедших через лист сигналов, на фиг.2б - сигнал, прошедший через жидкость, а на фиг.2в и 2г - огибающие этих сигналов. На фиг.3а, 36 и 3в - амплитудные спектры первого и второго прошедших через лист сигналов и сигнала, прошедшего через жидкость.
На фиг.1 используются обозначения:
1. генератор высокочастотных электрических импульсов, который служит для возбуждения преобразователя;
2. излучающий преобразователь;
3. иммерсионная жидкость;
4. контролируемое изделие;
5. приемный преобразователь;
6. усилитель с детектором;
7. спектроанализатор;
8. измеритель временных интервалов.
Рассмотрение предлагаемого способа показывает, что он позволяет реализовать более высокую точность измерения среднего размера зерна материала движущегося листового проката за счет измерения толщины листа в каждой точке прозвучивания.
Источники информации
1. Шулаев И. Л. Контроль в производстве черных металлов. М.: Металлургия, 1978.
2. Неразрушающий контроль металлов и изделий. Справочник под ред. Самойловича Г.С. Машиностроение, 1976.
3. Способ ультразвукового контроля среднего размера зерна материала. Патент РФ 2141652, Б. И. 32, 1999.
4. Ермолов И.Н., Алешин Н.П., Потапов А.И. Акустические методы контроля. Т. 2, М.: Высшая школа, 1991.
5. Ермолов И.Н. Контроль ультразвуком (краткий справочник), М.: ЦНИИТМАШ, 1992.
6. Меркулов Л. Г. Поглощение и рассеяние ультразвука в поликристаллических средах. Известия ЛЭТИ, вып. 31, 1957, с.3-29.
Изобретение относится к методам исследования внутреннего строения материала с помощью ультразвуковых волн и может быть использовано в металлургической, машиностроительной и других отраслях промышленности. Повышение точности определения среднего размера зерна материала достигается за счет того, что излучают импульсы упругих волн нормально к поверхности изделия, расположенного в иммерсионной жидкости, принимают первый и второй прошедшие через лист импульсы и импульс, прошедший через слой иммерсионной жидкости. Измеряют значение третьей гармоники первого прошедшего импульса, первой гармоники второго прошедшего импульса, первой и третьей гармоники импульса, прошедшего через жидкость. Измеряют временные интервалы между посылкой импульсов и временами прихода первого и второго прошедшего через лист импульсов и импульса, прошедшего через воду. Средний размер зерна в прозвучиваемой области материала определяют по определенной формуле. 3 ил.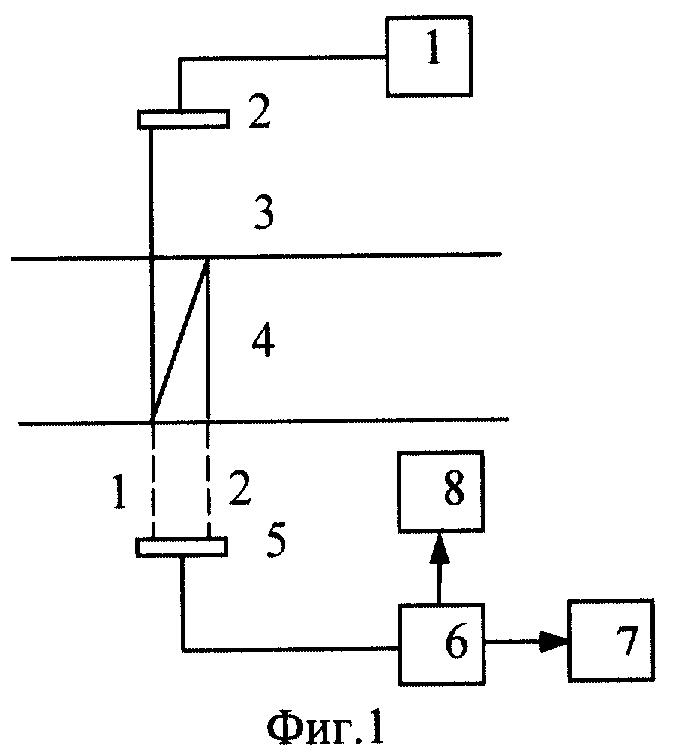
Способ измерения среднего размера зерна материала движущегося листового проката путем излучения импульсов упругих волн нормально к поверхности изделия, расположенного в иммерсионной жидкости, приема первого и второго прошедших через лист импульсов и импульса прошедшего через иммерсионную жидкость, отличающийся тем, что измеряют значение третьей гармоники первого прошедшего импульса, первой гармоники второго прошедшего импульса, первой и третьей гармоники импульса, прошедшего через жидкость, и измеряют временные интервалы между посылкой импульсов и временами прихода первого и второго прошедшего через лист импульсов и импульса, прошедшего через воду, а средний размер зерна в прозвучиваемой области материала определяют по формуле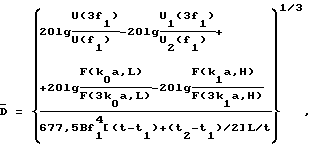
где U(3f1) - значение третьей гармоники принятого преобразователем импульса, прошедшего через иммерсионную жидкость при отсутствии листа в акустическом тракте;
U(f1) - значение первой гармоники импульса, прошедшего через иммерсионную жидкость;
U1(3f1) - значение третьей гармоники первого прошедшего через лист импульса;
U2(f1) - значение первой гармоники второго прошедшего через лист импульса;
F - функция, учитывающая дифракционное ослабление звукового сигнала в акустическом тракте;
k0 - волновое число в жидкости на частоте f1;
a - радиус преобразователя;
L - расстояние между излучателем и приемником;
k1 -волновое число в материале изделия на частоте f1;
Н - толщина изделия;
t - временной интервал между посылкой и приемом импульса, прошедшего через иммерсионную жидкость;
t1 - временной интервал между посылкой и приемом первого прошедшего импульса;
t2 - временной интервал между посылкой и приемом второго прошедшего импульса;
В - коэффициент, характеризующий рассеяние звука в материале изделия.
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛОВ | 1997 |
|
RU2141652C1 |
| Установка для нанесения защитного слоя на поверхность трубчатых изделий | 1986 |
|
SU1648784A1 |
| СПОСОБ КОНТРОЛЯ ТОЛСТОЛИСТОВОГО ПРОКАТА ЭХО-СКВОЗНЫМ МЕТОДОМ | 1991 |
|
RU2024015C1 |
| US 4914952 А, 10.04.1990 | |||
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 0 |
|
SU245428A1 |
| ПЛЕНОЧНАЯ СИСТЕМА ФОРМИРОВАНИЯ МАГНИТНОГО ПОЛЯ | 2016 |
|
RU2636141C1 |

