(54) СПОСОБ ПРОИЗВОДСТВА ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУТАВРА ДЛЯ ШАХТНЫХ МОНОРЕЛЬСОВЫХ ДОРОГ | 2010 |
|
RU2425896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЦИАЛЬНОГО ВЗАИМОЗАМЕНЯЕМОГО ПРОФИЛЯ | 2010 |
|
RU2431688C1 |
| Способ производства горячекатаных листов из низколегированной стали класса прочности К60 толщиной до 40 мм | 2018 |
|
RU2675891C1 |
| Способ прокатки | 1983 |
|
SU1088818A1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
1
Изобретение относится к металлургической промышленности и может быть использовано в прокатном производстве при изготовлении фланцевых профилей, например двутавров, швеллеров, полосэбульбов.
.Преддерформационное состояние заготовки не только определяет стабильность технологического процесса прокатки, характеризуемого, как правило, энергосиловьши параметрами деформирования и условиями формоизменения, но и оказывает существенное влияние на качество готового проката в целом. В связи с этим совокупность операций, направленных на изготовления фланцевых профилей с заданными эксплуатационными характеристиками, должна включать и операции по созданию наиболее рациональ ного состояния заготовки в зависимости от прокатки конкретного типа профиля.
Известен способ прокатки с выравнцванием температуры по сечению стальной заготовки при прокатке, включающий нагрев всей заготовки до температуры начала прокатки и последующий подогрев до этой температуры элементов заготовки, находившихся в контакте с глиссажными трубами в период нагрева . 1.
Известен способ прокатки, включаю1ций выравнивание температуры по сечению прокатываемой заготовки, заклю.чающийси в
5 том, что нри горячей прокатке aai-oTOBKii, равномерно нагретой до температуры начала прокатки, осуществляют в процессе прокатки дополнительный нагрев краев заготовки, восстанавливая равномерность распреле,Q ления температуры по ее ширине, после чего осуществляют- окончательную прокатку .
Наиболее близким Гехническ1 м решением к изобретению является способ нроизводства проката, включающий выравнивание
15 температуры по сечению, отличительной особенностью которого является то, что наряду с повторным нагревом участков заготовки со сравнительной, низкой локальной температурой, обеспечвают повышение температуры и заднего конца раската по сравнению с его передним концом 3.
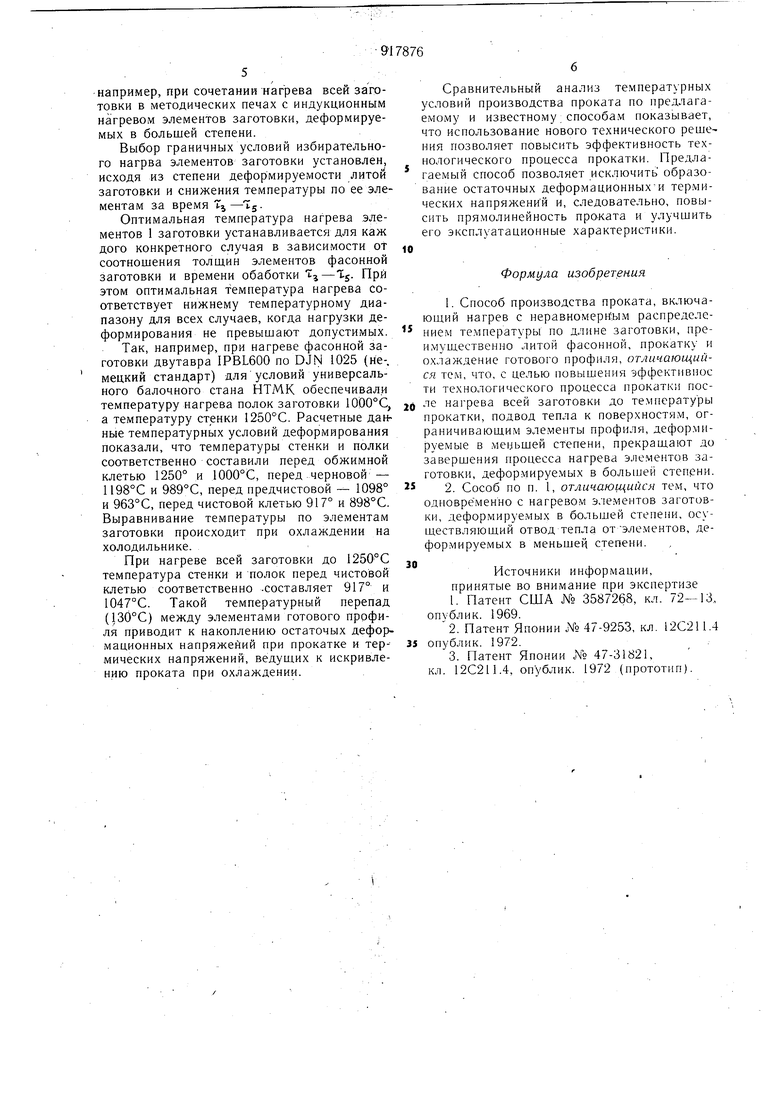
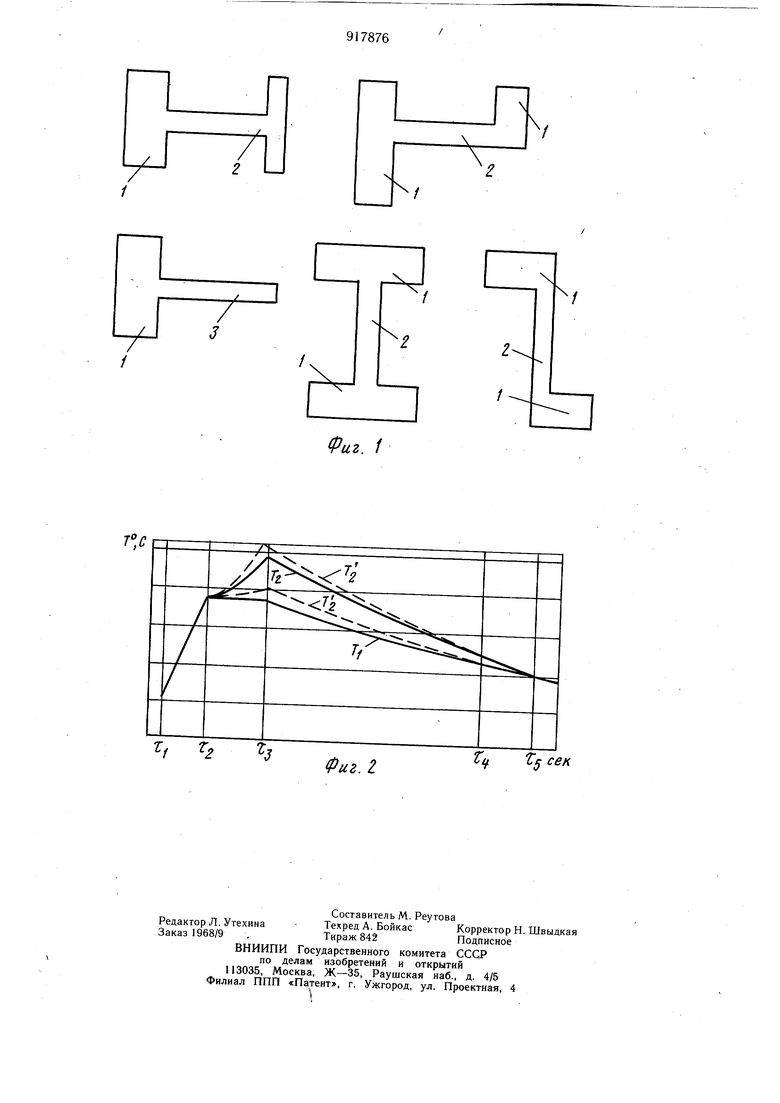
Недостатком этих способов является то, что необходимое температурное состояние заготовок обеспечивают поэтапным их нагреBOM в чередовании с деформированием. При этом вначале равномерный нагрев всей заготовки до температуры равной началу прокатки (1150-1300°С в зависимости от химического состава стали) приводит как к повышенному расходу энергоносителя (газа, нефти, электроэнергии), так и росту угара металла. Повторный нагрев металла на промежуточном этапе деформирования приводит к усложнению оборудования прокатного стана и увеличению его протяженности, а также дополнительному угару металла при повторном нагреве. Таким образом, в известных способах операции нагрева предусматривают как равномерный нагрев всей заготовки перед началом деформирования до температуры начала прокатки, так и устранение естественного перепада температуры путем дополнительного нагрева. Создание равномерного температурного состояния заготовки приводит также к образованию остаточных деформационных и тер.мических напряжений, искривлению проката. Это вызвано естественным температурным перепадом, образующимся по сечению как при прокатке заготовки, так и при охлаждении готового профиля. Следовательно, эффективность известных технологических процессов прокатки, включающих операции нагрева, недостаточна. Целью изобретения является повышение эффективности технологического процесса прокатки. Для достижения этой цели по способу производства проката, включающему нагрев с неравномерным распределением температуры по длине заготовки, после нагрева всей заготовки до температуры прокатки, подвод тепла к поверхности, ограничивающей элементы заготовки, деформируемое в меньщей степени, прекращают до заверщения процесса нагрева элементов заготовки, деформируемых в больщей степени. Одновременно с нагревом элементов заготовки, деформируемых в большей степени, осуществляют отвод тепла от элементов, деформируемых в меньшей степени. После нагрева осуществляют процесс прокатки и о.хлаждения готового проката. Осуществление избирательного нагрева элементов заготовки обеспечи-вает создание температурного состояния заготовки., которое позволяет полностью устранить остаточные деформационные напряжения, накопленные за. время деформирования, а также устранить термические напряжения, накоплрнные за вре.мя деформирования, а также устранить термические напряжения., образующиеся в процессе охлаждения готового проката. Это достигается за счет того, что элементы заготовки; деформируемые в меньшей степени, и.меют меньщую начальную температуру, в то время как элементы, деформируе-мые в большей степени, имеют большую начальную температуру. Такое.сочетание температурно-деформационных условий по элементам заготовки исключает образование остаточных деформационных напряжений. Создание же такого температурного перепада по сечению заготовки перед деформированием приводит к тому, что после деформирования температура элементов проката, имеющих меньшую толщину, выше температуры эле- . ментов с большей толщиной. Это способствует благоприятным условиям охлаждения проката, исключающим его искривление, за счет термических напряжений. При этом в технологическом процессе производства проката может быть исключена операция правки. Кроме того, избирательный нагрев элементов заготовки перед деформированием способствует снижению угара металла на участках элементов имеющих сравнительно низкую температуру. Этому способствует и операция отвода тепла от элементов заготовки, деформируемых в меньшей.степени, при завершении процесса нагрева. Интенсификация, процесса нагрева заготовки по ее длине направлена на устранние естественного температурного перепада по длине раската при прокатке и, следовательно, способствует устранению продольной разнотолщинности проката. На фиг. 1 показано сечение фасонных заготовок; на фиг. 2 - график температурных условий произвЬдства проката. По предложенному способу в процессе производства проката целесообразно -нагревать фасонные заготовки до температуры проката. Эта операция осуществляется за время tj-Т. Затем на время 2 - tj прекращают подвод тепла к поверхностям, ограничивающим элементы 1, деформируемые при прокатке в меньшей степени до заверщения процесса нагрева элементов 2 заготовки, деформируемых в большей степени. При этом температура режимов обработки элементов 1 изменяется по кривым Т,, и элементов 2 по кривым TZ- При прокатке заготовки за время Т - 1 вследствие естественного охлаждения перепад, температуры ее элементов 1 и 2 уменьшается. После окончательной прокатки в период охлаждений () происходит выравнивание температуры по элементам готового профиля. Для уменьщения разогрева элементов 1 заготовки при выполнении дополнительного нагрева элементов 2,за время от элементов 1 заготовки осуществляют отвод тепла известными способами. Устранение температурного перепада по длине раската лри прокатке достигают увеличением интенсивности подвода тепла по длине заготовки. На фиг. 2 кривые TI и Т2 соответствуют температурным условиям обработки заднего конца заготовки и раската. Предложенный способ может быть реализован на действующих прокатных станах с помощью известных нагревательных средств например, при сочетании нагрева всей заготовки в методических печах с индукционным нагревом элементов заготовки, деформируемых в большей степени. Выбор граничных условий избирательного нагрва элементов заготовки установлен, исходя из степени деформируемости литой заготовки и снижения температуры по ее элементам за время j-IjОптимальная температура нагрева элементов 1 заготовки устанавливается для каж дого конкретного случая в зависимости от соотношения толш,ин элементов фасонной заготовки и времени обаботки ь этом оптимальная температура нагрева соответствует нижнему температурному диапазону для всех случаев, когда нагрузки деформирования не превышают допустимых. Так, например, при нагреве фасонной заготовки двутавра IPBL600 по DJN 1025 (не-, мецкий стандарт) для условий универсального балочного стана НТМК обеспечивали температуру нагрева полок заготовки 10DO°C, а температуру стенки 1250°С. Расчетные данные температурных условий деформирования показали, что температуры стенки и полки соответственно составили перед обжимной клетью 1250° и 1000°С, перед черновой- 1198°С и 989°С, перед предчистовой - 1098° и 963°С, перед чистовой клетью 917° и 898°С. Выравнивание температуры по элементам заготовки происходит при охлаждении на холодильнике. При нагреве всей заготовки до 1250°С температура стенки и полок перед чистовой клетью соответственно .составляет 917° и 1047°С. Такой температурный перепад (130°С) между элементами готового профиля приводит к накоплению остаточых деформационных напряжейий при прокатке и термических напряжений, ведущих к искривлению проката при охлаждении. Сравнительный анализ температурных условий производства проката по предлагаемому и известному способа.м показывает, что использование нового технического решения позволяет повысить эффективность технологического процесса прокатки. Предлагаемый способ позволяет исключить образование остаточных деформационныхи термических напряжений и, следовательно, повысить прямолинейность проката и улучшить его эксплуатационные характеристики. Формула изобретения 1.Способ производства проката, включающий нагрев с неравномерьШм распределением температуры по длине заготовки, преимущественно литой фасонной, прокатку и охлаждение готового профиля, отличающийся тем, что, с целью повышения эффективное ти технологического процесса прокатки после нагрева всей заготовки до температуры прокатки, подвод тепла к поверхностям, ограничивающим элементы профиля, деформируемые в меньшей степени, прекращают до завершения процесса нагрева элементов заготовки, деформируе.мых в большей степени. 2.Сособ по п. 1, отличающийся тем, что одновременно с нагревом элементов заготовки, деформируемых в большей степени, осуществляющий отвод тепла от элементов, деформируемых в меньшей степени. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3587268, кл. 72--13., опублик. 1969. 2. Патент Японии №47-9253, кл. 12С211.4 опублик. 1972. 3.Патент Японии № 47-31821, кл. 12С211.4, опублик. 1972 (прототип).
/
Фиг. 1
V
