Изобретение относится к обработке металлов давлением и касается оборудования для производства крупносортного проката, наиболее эффективно оно может быть использовано для производства прутков крупного сечения с регламентированной структурой из слитков большого диаметра и различных марок сплавов на основе титана.
Известен стан продольной прокатки, состоящий из двух последовательно расположенных двухвалковых реверсивных клетей [1].
Недостатком известной конструкции является малая эффективность проработки по сечению слитков большого диаметра из сплавов на основе титана, обусловленная малой вытяжкой за проход и условиями формоизменения, приводящими неизбежно к образованию поверхностных дефектов. Прокатка слитков из указанных сплавов, характеризуемых повышенной склонностью к уширению, в начальных проходах ведется на гладкой бочке или в свободном ящичном калибре без стеснения уширения, поскольку ширина бочки превышает ширину прокатываемых слитков, что приводит к интенсивному дефектообразованию.
Известен прокатный стан, содержащий связанные между собой транспортными средствами нагревательные печи, обжимную клеть винтовой прокатки, клети продольной прокатки, объединенные в чистовую группу [2].
Недостаток известной конструкции заключается в большом расходе металла на обрезь концов раската, вследствие образования торцовой воронки "утяжины", величина которой увеличивается пропорционально величине коэффициента вытяжки, необходимого для эффективной проработки структуры исходного слитка.
Известна поточная линия для производства периодических профилей, содержащая последовательно установленные нагревательное устройство, клеть поперечной прокатки для накатки пережимов, режущее устройство и стан поперечно-клиновой прокатки.
Линия рассчитана на прокатку предварительно деформированных заготовок, так как при малых обжатиях невозможно существенно воздействовать на проработку структуры металла слитков большого диаметра, особенно из сплавов на основе титана.
Применение больших суммарных обжатий, достаточных для проработки структуры, невозможно из-за чрезвычайного увеличения раскатных полей в прокатной линии с последовательно расположенным оборудованием.
Целью изобретения является получение высококачественного крупносортного проката диаметром 180-350 мм с регламентированной структурой из слитков большого диаметра из титановых сплавов различных марок.
Это достигается тем, что прокатный стан для производства сортового проката, содержащий нагревательные печи, две трехвалковые клети винтовой прокатки с передними и задними столами, устройство для резки проката и холодильник, последовательно соединенные транспортными средствами в линию в порядке осуществления технологического процесса, согласно изобретению, снабжен второй технологической линией, установленной параллельно упомянутой и включающей связанные транспортными средствами клеть для накатки кольцевых пережимов, устройство для резки проката по пережимам, дополнительные подогревательную и нагревательную печи с расположенным перед ними охлаждающим устройством, причем вторая линия связана транспортными средствами с передними столами прокатных клетей, каждая из которых выполнена реверсивной, кроме того, дополнительные подогревательная и нагревательная печи связаны с транспортными средствами с задним столом первой из двух упомянутых прокатных клетей.
Такое конструктивное выполнение прокатного стана для производства сортового проката из слитков большого диаметра титановых сплавов различных марок обеспечивает получение высококачественного крупносортного проката диаметром 130-350 мм и длиной до 30 м, полную деформационную проработку исходного литого материала и регламентированную макро- и микроструктуру в конечном сорте. Предлагаемый прокатный стан обеспечивает деформацию практически любого сплава на основе титана, в том числе и труднодеформируемых двухфазных сплавов с α + β -структурой типа Вт14, Вт20.
По сложности деформационной переработки литой структуры в равноосную мелкозернистую структуру в готовом сорте и уровню пластических свойств материала широкий сортамент стана можно условно разделить на две группы:
одно- и двухфазные сплавы, деформируемые в высокотемпературной β -области типа Вт1-0, ЗМС, ВТ 3-1,
двухфазные сплавы с α + β -структурой типа От4, Вт8, Вт14.
Обработка сплавов, относящихся к первой группе, производится при подержании высоких температур деформации 1000-1250оС. Передел же сплавов второй группы требует прерывания процесса прокатки для охлаждения и последующего равномерного нагрева с целью формирования равномерной регламентированной α + β -структуры.
В зависимости от группы сплава, его сопротивления деформации и пластических свойств, а также конечного размера получаемых прутков предусматривается три основных варианта работы стана.
Вариант 1 предпочтителен для деформации в высокотемпературной β -области коротких слитков диаметром 770-800 мм одно- и двухфазных титановых сплавов типа Вт8, Вт3-1 и т.п. с получением крупносортного проката диаметром 250-350 мм и длиной до 15 м. Суммарный коэффициент вытяжки в этом случае μ= 10-16.
В технологическом процессе задействована линия, включающая связанные рольгангом две реверсивные клети винтовой прокатки. Нецелесообразность применения клети для накатки пережимов и подогревательной печи обусловлена тем, что температуры раската при прокатке в обеих клетях укладываются в интервал допустимых температур обработки в высокотемпературной β -области (1000-1250оС), а длина торцовых утяжек незначительна, поскольку величина коэффициента вытяжки при работе стана относительно невелика и соответствует нижним значениям рабочего диапазона вытяжек, закрываемого станом, μ= 11-50. Указанный диапазон вытяжек в сочетании с характерными условиями деформации в трехвалковых клетях винтовой прокатки и их конструктивными особенностями обуславливает необходимость и достаточность установки именно двух таких клетей.
Для создания благоприятных уплотняющих условий деформаций в осевой зоне заготовки без растягивающих напряжений необходимо применять рабочие валки диаметром не менее двух диаметром исходной заготовки. С конструктивной стороны, по условиям взаимного касания валков диаметр валков не может быть больше примерно шести диаметров минимального размера проката. Таким образом, диаметры валков, заготовки и проката должны удовлетворять условию
2Dcлmax ≅ Dв ≅ 6Dпрок.min (1) где Dв - диаметр валка;
Dслmax - максимальный диаметр исходного слитка;
Dпр.min - минимальный диаметр проката.
Из соотношения (1) следует, что одна трехвалковая клеть винтовой прокатки обеспечивает деформацию с максимальным суммарным коэффициентом вытяжки:
μ =
=  = 9
= 9
Для эффективной проработки литой структуры и повышения пластических свойств деформируемого материала необходима деформация с коэффициентом вытяжки порядка 16-40, т.е. только установка двух клетей с диаметрами валков, различающимися в 1,5-2,0 раза, способных закрыть диапазон коэффициентов вытяжки до 9 х 9= = 81, дает искомый положительный результат.
Реверсивное исполнение обеих клетей позволяет достигать любого заданного значения суммарного коэффициента вытяжки из этого диапазона при наиболее рациональных коэффициентах вытяжки за проход и при оптимальном количестве проходов, определяемых химическим составом, структурным состоянием и другими параметрами конкретного сплава. Имеющиеся экспериментальные данные рекомендуют прокатывать сплавы типа ВТ 1-0 с частными коэффициентами вытяжки в пределах 1,25...2,40; сплавы типа ВТЗ-1 - 1.10...1,95; сплавы типа ВТ14 - 1,08...1,55.
Нижний предел следует относить к начальной стадии проработки, т.е. к металлу с литой структурой и минимальной пластичностью. По мере проработки структуры разовые коэффициенты целесообразно постепенно, от прохода к проходу увеличивать до верхнего предела.
Установка третьей реверсивной клети винтовой прокатки не дает качественно нового результата по сравнению с двумя клетями, так как проработка структуры и уровень свойств металла при суммарных коэффициентах вытяжки более 40-50 выходят на практически постоянный уровень и не возрастают при дальнейшей деформации.
На стане целесообразно применять большие углы подачи 15-30о, которые обеспечивают в процессе формоизменения развитые сдвиговые деформации и уплотняющую схему сжатия во всем объеме заготовки. Такие условия максимально благоприятны для бездефектной деформации литого малопластичного металла и перевода его в структурное состояние, более доступное для пластической деформации.
Таким образом, в процессе деформации по варианту I литой материал полностью уплотняется и прорабатывается, формируется равноосная мелкозернистая структура.
Однако, в случае прокатки на меньший окончательный размер, а также при деформировании сплава с узким температурным интервалом обработки и регламентированной структурой, использование одних только клетей винтовой прокатки становится недостаточным.
Вариант II предусматривает деформирование в β -области слитков одно- двухфазных сплавов с получением прутка меньшего конечного диаметра 130-250 мм и длиной до 20 м, что соответствует суммарному коэффициенту вытяжки 12-40.
В этом случае одна лишь последовательная прокатка в двух клетях винтовой прокатки, недостаточна, поскольку необходимость увеличения числа проходов по сравнению с вариантом 1 из-за уменьшения конечного диаметра проката обуславливает увеличение времени прокатки, что снижает температуру и делает необходимым проведение промежуточных операций: закатка конических кольцевых пережимов в клети, например, поперечной прокатки, резка раската по сформированным пережимам на мерные заготовки и промежуточный подогрев полученных полуфабрикатов.
С точки зрения деформационной проработки раската после прокатки слитка, осуществляемой в первой клети винтовой прокатки за четное число проходов с суммарным обжатием 40-50%, накатка пережимов в соответствующей области раската измельчает структуру металла, приближаясь к требуемому конечному состоянию. Последующая винтовая прокатка заготовок с коническими концевыми участками приводит к формированию и во всем объеме прутка необходимой структуры, которая уже была получена при накатке пережимов в зонах концевых участков.
В процессе прокатки на стане увеличивается длина раската и одновременно повышается перепад температуры по его длине. Для соблюдения заданного температурного интервала горячей обработки по всей длине проката, особенно на заключительной стадии предусматривается подогрев раската в нагревательной печи в области β -твердого раствора и выравнивание температуры по длине и сечению проката перед чистовой прокаткой, что позволит получить равномерную мелкозернистую структуру β -фазы в конце прокатки.
Эти особенности вызывают необходимость параллельного расположения клетей винтовой прокатки и клети для накатки пережимов, что позволит исключить пересечение потоков при прокатке слитков по различным вариантам и уменьшить протяженность стана. А установка нагревательных печей и охлаждающего устройства в промежутке между промежуточной клетью накатки пережимов и чистовой клетью винтовой прокатки создает возможность температурного воздействия в линии прокатки.
Таким образом, структура металла выравнивается по всему объему прутка, а наличие конических концевых участков с учетом характерного истечения металла при винтовой прокатке позволит получить по варианту II готовый сортовой прокат с определенной β -структурой без торцовых утяжин и структурной неравномерности, что обеспечит экономию дорогостоящего металла и повышение его выхода годного.
Вариант III наиболее эффективен для деформирования в α + β -области слитков двухфазных титановых сплавов до получения прутка диаметром 130-200 мм с регламентированной α + β -структурой.
Для формирования такой структуры необходимо осуществить дополнительные технологические операции: охлаждение и дополнительный нагрев на предусмотренных во второй технологической линии нагревательных и охлаждающем устройствах и снова длительная прокатка в обжимной клети винтовой прокатки.
Функцией охлаждающего устройства является обеспечение равномерного охлаждения раската на воздухе до температуры ≅650оС с выравниванием температуры по длине и сечению, поскольку в процессе производства прутков с α + β -структурой указанных диаметров металл вследствие неравномерности деформации остывает неравномерно, что приводит к формированию разнозерности по длине и сечению. Таким образом, конструктивное применение охлаждающего устройства позволяет создать благоприятные условия для дальнейшего деформирования раската.
Кроме того, предусмотренное охлаждающее устройство в сочетании с параллельным расположением оборудования линий позволяет практически избежать дополнительных перемещений и расхода энергии на транспортировку, а также вести технологический процесс без остановки и задержек в случае перехода на прокатку другой марки сплава, не требующей охлаждения перед подогревом.
Дополнительная нагревательная печь необходимая для дополнительного нагрева охлажденных полуфабрикатов до необходимой температуры в α + β -области от 850 до 1000оС в зависимости от марки сплава.
Для получения равноосной в готовом сорте α + β -структуры необходимо, чтобы 60-70% суммарной деформации приходилось на формоизменение в α + β -области. Это требование диктует условие длительной обработки металла давлением при относительно невысоких температурах α + β -области, что вызывает необходимость использования деформирующего оборудования с повышенной нагрузочной способностью, способного преодолеть высокое сопротивление деформации двухфазных α + β -сплавов.
Поэтому равномерно нагретый металл вновь передается к первой клети винтовой прокатки для дополнительной проработки структуры раската, а оттуда - в подогревательную печь, установленную за охлаждающим устройством, для выравнивания температуры раскатов, но уже перед деформацией во второй клети на окончательный размер.
На чертеже показана схема расположения оборудования прокатного стана, план.
Прокатный стан для производства сортового проката, преимущественно из титановых сплавов, содержит две технологические линии, одна из которых включает связанные между собой транспортными средствами 1, 2, 3 нагревательные печи 4, 5 для нагрева слитков до температуры начала прокатки 1100-1250оС, обжимную реверсивную клеть 6 винтовой прокатки, чистовую реверсивную клеть 7 винтовой прокатки для получения готовых прутков, устройство 8 для резки на мерные длины и холодильник 9.
Другая линия, установленная параллельно первой, включает связанные транспортными средствами 10-13 клеть 14 поперечной прокатки для накатки конических кольцевых пережимов, режущее устройство 15 для обрезки передних и задних концов раската и порезки последних по дну пережимов, охлаждающее устройство 16, подогревательную 17 и нагревательную 18 печи.
При этом вторая линия связана транспортными средствами 19 и 20 с передними столами клетей 6 и 7 винтовой прокатки, причем подогревательная и нагревательная печи 17 и 18 связаны посредством транспортных средств 21, 22 с задним столом обжимной клети 6. Транспортные средства выполнены в виде рольгангов.
Прокатный стан работает по трем технологическим вариантам следующим образом.
Вариант 1. Слитки диаметром ≈800 мм поступают в нагревательную печь 4 или 5, после нагрева до температур 1100-1250оС по рольгангу подаются к обжимной клети 6, где за нечетное число проходов деформируются с суммарным обжатием 30-40% . Далее раскат по рольгангу 2 передается на чистовую клеть 7, где деформируется в высокотемпературной β -области с суммарным коэффициентом вытяжки μ= 10-16 на окончательный размер ≈300 м. Режущим устройством 8 раскат режут на мерные длины, затем охлаждают на холодильнике 9, увязывают в пакеты и отправляют на склад.
Вариант 2. Слитки диаметром 800 мм поступают на нагревательную печь 4 или 5, после нагрева до 1100-1250оС по рольгангу 1 подаются к обжимной клети 6, где за четное число проходов деформируются с суммарным обжатием 40-50% . Затем рольгангом 19, связывающим передний стол обжимной клети со второй технологической линией, передаются к клети 14 для накатки конических кольцевых пережимов, далее - на устройство 15 для порезки раската на мерные заготовки по дну пережимов и для обрезки передних и задних концов заготовок. После чего рольгангами 11, 12 заготовки поступают в подогревательную печь 17 для подогрева в β -области перед деформацией во второй клети 7 на окончательный размер.
После подогрева рольгангом 20, связывающим линию с передним столом чистовой клети 7, заготовки передаются в эту клеть, где осуществляется их прокатка с суммарным коэффициентом вытяжки 19-40 на окончательный диаметр 150-250 мм с получением β -структуры. Далее операции по варианту 1.
Вариант III. После нагрева в печи 4 или 5, прокатки на клети 6 винтовой прокатки, обкатки конических пережимов на клети 14 и резки на мерные полуфабрикаты по дну пережимов на устройстве 15 (эти операции аналогичны операциям варианта II) раскат охлаждается на воздухе на холодильнике 16, до температуры ниже 650оС с выравниванием температуры по длине и сечению раската.
Затем раскат по рольгангам 12, 13 подается в дополнительную нагревательную печь 18 для нагрева в α + β -области (850-1000оС) в зависимости от марки сплава.
Для получения готовых прутков с регламентированной α + β структурой равномерно нагретый раскат по рольгангу 21 вновь передается к обжимной клети 6 винтовой прокатки, где за четное число проходов прокатывается до диаметра 210-320 мм, а затем поступает по рольгангу 22 в подогревательную печь 17 для нагрева и выравнивания температуры перед деформацией во второй клети 7 винтовой прокатки на окончательный размер.
Далее раскат по рольгангу 20 передается к клети 7 винтовой прокатки, где деформируется на готовый размер 130-200 мм с α + β -структурой.
Режущим устройством 8 раскат режут на мерные длины и обрезают концы последних. Затем готовый прокат охлаждают на холодильнике 9, увязывают в пакеты и отправляют на склад.
П р и м е р. Предложенный стан обеспечивает производство прутков диаметром 130-300 мм из круглых диаметром 770-800 мм при годовом объеме производства 35000 тн.
Краткая техническая характеристика обжимных клетей винтовой прокатки представлена в таблице.
Технико-экономическая эффективность от использования стана выражается в снижении расходного коэффициента с 1,40-1,50 до 1,15-1,20; расширении марочного и размерного сортамента проката; унификации оборудования, сокращении транспортных и накладных расходов; простоте эксплуатации и обслуживания оборудования, его полной автоматизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030931C1 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| СПОСОБ ВИНТОВОЙ РЕВЕРСИВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА | 1992 |
|
RU2030932C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| ТРЕХВАЛКОВЫЙ КАЛИБР И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2056956C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1996 |
|
RU2155644C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2563083C1 |
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |

Использование: для производства крупных прутков круглого сечения с регламентированной структурой из слитков большого диаметра и различных марок сплавов на основе титана. Сущность изобретения: стан содержит две параллельно расположенные и связанные друг с другом транспортными средствами 19 и 20 технологические линии, одна из которых включает две реверсивные клети 6 и 7 винтовой прокатки, режущее устройство 8, холодильник 9, а другая - клеть 14 для накатки пережимов, режущее устройство 15 для порезки раската по дну пережимов, охлаждающее устройство 16, подогревательную 17 и нагревательную 18 печи. На стене предусматривается три варианта работы: 1 - для деформации в высокотемпературной β -области слитков 770 - 800 мм одно- и двухфазных титановых сплавов типа Вт8, Вт3-1 с получением проката 250 - 350 мм; II - для деформации в b -области слитков одно- и двухфазных сплавов с получением прутка меньшего конечного диаметра 130 - 250 мм; III - для деформирования в a+β -области слитков двухфазных титановых сплавов до получения прутка диаметром 130 - 200 мм с регламентированной a+β -структурой. 1 ил, 1 табл.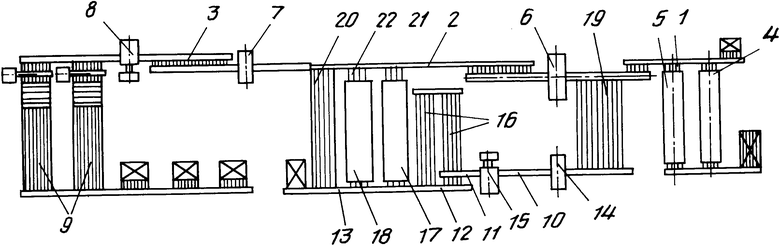
ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА преимущественно крупных прутков из титановых сплавов, содержащий нагревательные печи, две трехвалковые клети винтовой прокатки с передними и задними столами, устройство для резки проката и холодильник, последовательно соединенные транспортными средствами в линию в порядке осуществления технологического процесса, отличающийся тем, что он снабжен второй технологической линией, установленной параллельно упомянутой и включающей связанные транспортными средствами клеть для накатки кольцевых пережимов, устройство для резки проката по пережимам, дополнительные подогревательную и нагревательную печи с расположенными перед ними охлаждающим устройством, причем вторая линия связана транспортными средствами с передними столами прокатных клетей, каждая из которых выполнена реверсивной, кроме того дополнительные подогревательная и нагревательная печи связаны транспортными средствами с задним столом первой из двух упомянутых прокатных клетей.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Сб.НИИИНФОРМТЯЖМАШ "Оборудование для прокатного производства", М.: Металлургия, 1971, N 1-71-31, с.3. | |||
