(54) СПОСОБ ПОЛУЧЕНИЯ НАПЫЛЕННЫХ ПОКРЫТИЙ ИЗ НИКЕЛЕВЫХ САМОФЛЮСУЮЩИХСЯ СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2136777C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2014 |
|
RU2578872C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2532738C1 |
| СПОСОБ НАНЕСЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ | 1996 |
|
RU2112075C1 |
| КОМПОЗИЦИОННЫЙ СОСТАВ ПОРОШКООБРАЗНОГО МАТЕРИАЛА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803173C1 |
| ПОРОШКОВАЯ СМЕСЬ ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1983 |
|
SU1249958A1 |
| КОМПОЗИЦИОННЫЙ ПОРОШОК ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1994 |
|
RU2088688C1 |
| СПОСОБ ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2000 |
|
RU2198239C2 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1990 |
|
RU2030472C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ДЕТАЛИ. | 2014 |
|
RU2594998C2 |
Изобретение относится к металлургии, а именно к способам термообработки покрытий из сплавов иа основе никеля. Известны покрытия из сплавов на основе никеля, обладающие высокими свойствами: твердостью, сопротивлением коррозии и износу. Эти покрытия получают напылением с последующим оплавлением 1 . Однако они не обеспечивают высокий урове износостойкости в присутствии абразивов. Наиболее близким по технической сущности и достигаемому эффекту является способ получения напыленных из никельхромборкрем ниевых еплавов, включающий нагрев до 9851040° С в вакууме, оплавление и охпаждение. При рекомендуемых в этой работе параметрах достигается высокая стабильность геометрии слоя и износостойкости при абразивном изнашивании 2. Однако газоабразивном изнашивании свойства слоя остаются нестабильными, как и у покрытий, полученных газопламенным, оплавлением. Целью изобретения является проведение термообработки напыленных покрытий из никельхромборкремииевьк сплавов, придающей покрытию высокую износостойкость без применения вакуумных печей или дорогостоящих защитных сред, что приводит к удешевлению процесса. Поставленная цель достигается тем, что нанесенное самофлюсующееся покрытие .в процессе нагрева до 955-1040С,01шавления и охлаждения обдувают воздухом со скоростью 0,6-20 м/с. В отноще1ши физико-химического обосно вания зффекта обдува при термообработке можно отметите следующее. При обдуве вследствие интенсивного , подвода кислорода к поверхности металла проявляется пассивация поверхности металла и уменьшается убыль легирующих злементов сплава (бора, кремния, углерода) в результате окисления по сравиению с убылью их из-за окисления или испарения в аргоне и в вакууме. Некоторое снижение износостойкости при большой скорости обдува
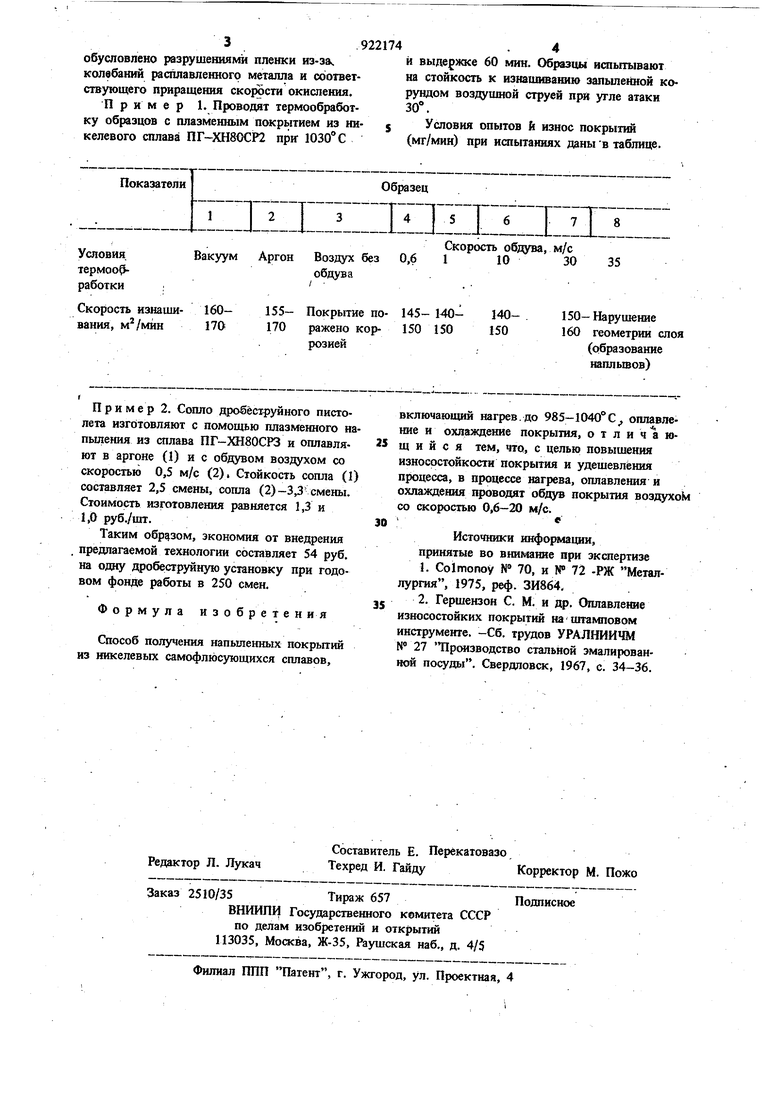
обусловлено разрушениями пленки иэ-эа колебаний расплавленного металла и соответствующего прнращешш скорости окисления. Пример 1. Проводят термообработку образцов с плазменным покрытием из никелевого сплава ПГ-ХН80СР2 при 1030°С
160- 155- Покрытие по- 145-140- 140170170 ражено кор- 150 150150
розией
Пример 2. Сопло дробеструйного пистолета изготовляют с помощью плазменного напыления из сплава ПГ-ХН80СРЗ и оплавляют в аргоне (1) и с обдувом воздухом со скоростью 0,5 м/с (2). Стойкость сопла (I) составляет 2,5 смены, сопла (2)-3,3 смены. Стоимость изготовлашя равняется 1,3 и 1,0 руб./щт.
Таким образом, экономия от внедрения предлагаемой технологии составляет 54 руб. на одау дробеструйную установку при годовом фонда работы в 250 смен.
Формула изобретения
Способ получения напыленных покрытий из никелевых самофлюсующихся сплавов.
и выдержке 60 мин. Образцы испытывают на стойкость к изнашиванию запыленной корундом воздушной струей при угле атаки 30.
Условия опытов ft износ покрытий (мг/мин) при испытаниях даны в таблице.
150-Нарушение 160 геометрии слоя
(образование
напльшов)
включающий нагрев, до 985-1040С оплавление и охлаждение покрытия, о т л и ющ и и с я тем, что, с целью повышения износостойкости покрытия и удешевления процесса, в процессе нагрева, оплавлешгя и охлаждеюш проводят обдув покрытия воздухо
со скоростью 0,6-20 м/с.
,
Источники информации, принятые во внимание при экспертизе
№ 27 Ирсдазводство стальной эмалированной посуды. Свердловск, 1967, с. 34-36.
