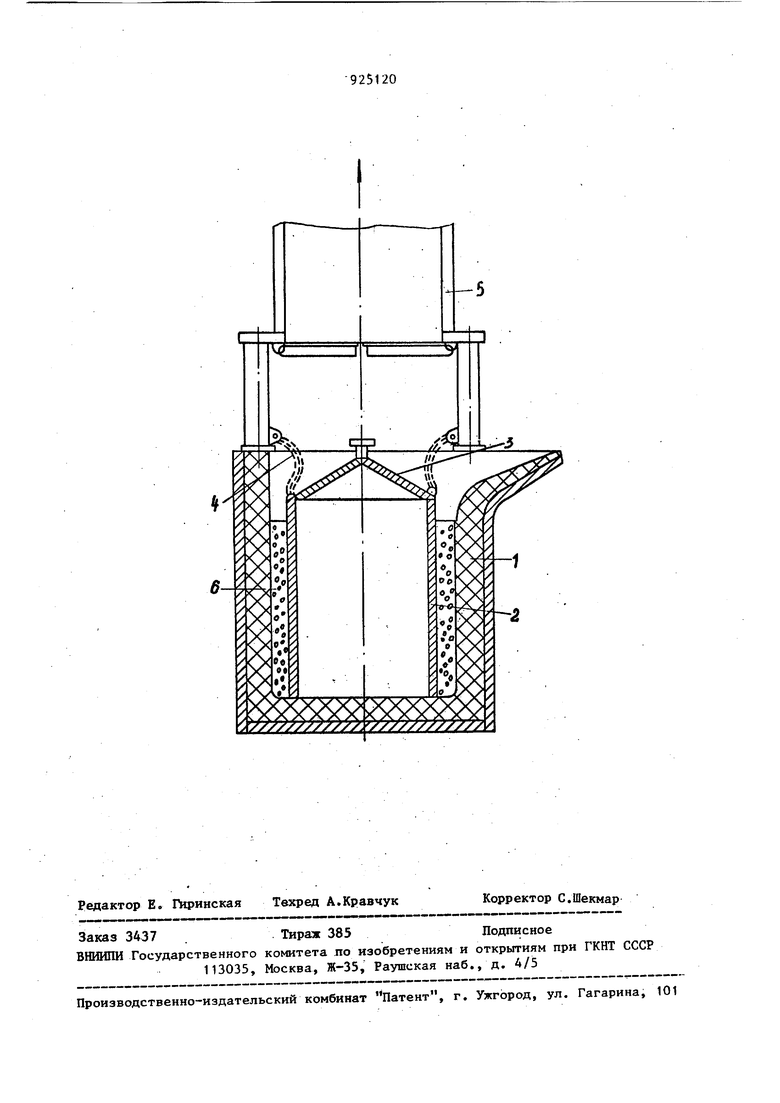
На чертеже изображено устройство для осуществления способа выплавки пшака в рйзрезе,,
Устройство состоит из футерованного тигля 1, в котором размещают металлическую обечайку 2 верхняя часть которой вьтолнена в виде конуса Зо Обечайка 2 установлена в футерованном тигле 1 с зазором 50-100 мм и соединена с помощью гибких связей 4 с бадьей 5 для загрузки флюса В зазоре между футерованным 1 и обечайкой 2 размещен флюс 6, из которого выплавляется шлак.
Для осуществления способа выплавки шлака для электрошлакового переплава после слива жидкого шлака из футерованного тигля 1 предыдущей . плавки устанавливают в него пустотелую металлическую емкость с зазором 50-100 мм от поверхности футеровки о
При этом профиль обечайки 2 долже совпадать с профилем тигля 1„ После этого на корпус 3 обечайки 2 высьшают порцию флюса следующей плавки, которая загружается затем в образовавшийся зазор между футеровкой тигля 1 и обечайкой 2,,
Установка обечайки 2 сразу после слива жидкого шлака в футерованный тигель 1 и загрузка порции флюса в зазор не дают возможности резко охладиться футеровке тигля и окисляться поверхностному слою, так как стенки емкости и флюс, загруженный в зазор, сохраняют физическое тепло футеровки и предотвратят свободный доступ к ней -воздуха из атмосферы.
Зазор между емкостью и футеровкой тигля выбран в пределах 50-100 мм из расчета, что количество флюса, загружаемого в этот зазор, не дoJracно превышать массу первой порции флюса, необходимой для начала ведени ллавки, но при этом должна быть обеспечена прокаливаемость этого слоя флюса, размещенного в .зазорео Из экспериментальных данных, полученных на предприятии, можно сделать выводы что слой флюса, превьщ1ающий тодщину 100 мм, не прокаливается в тигле от тепла, аккумулированного его футеровкой ,
Если взять зазор между футеровкой
тигля и емкостью меньше 50 мм, то количество флюса, размещенного в этом зазоре, бтоет меньше первой порции флюса, необходимого для начала ведени плавки.
После загрузки порции флюса в зазор и вьщержки начинают подъем бадьи 5, которая после выбора слабины гибких связей 4 поднимет за собой из тигля 1 обечайку 2. . Прокаленный флюс при этом осыпа.ется от вертикальных стенок футерованного тигля, а затем в него опускают электроды для ведения плавки.
Применение способа выплавки шлака повысит стойкость графитовой футеровки тиглей, так как исключается резкое охлажцение и окисление нагретой футеровки
Следствием этого является уменьшение расхода графитовых блоков на-) футеровку тиглей и снижение затрат на их приобретение и изготовление из них заготовок методом механической обработки
Кроме того, использование физического тепла футеровки от предьщущей плавки сокращает затраты электрознер гии, которые были необходимы для нагрева футеровки тигля и прокалки очередной порции флюса „ .
Внедрение данного технического решения позволит не менее ем на 30% повысить стойкость футеровки тиглей. Применительно к условиям производства на ПО Мариупольтяжмаш, где ежегодно изготавливается не менее 15 тиглей емкостью 2 т, сэкономится материала на 15КО,3 4,5 5 тиглей. При потребности для одной футеровки графитовьсс блоков поперечным сечением 250X300 в количестве 4,5 т и стоимости 1 т графитовых блоков 1400 руб.
Экрномия по этой статье составит
3, 31500 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА И СПОСОБ АЛЮМИНОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ФЕРРОМОЛИБДЕНА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2012 |
|
RU2506338C1 |
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| СПОСОБ ИНДУКЦИОННОГО ПЕРЕПЛАВА ФЕРРОМАРГАНЦА | 2017 |
|
RU2659528C1 |
| СПОСОБ ИНДУКЦИОННОГО ПЕРЕПЛАВА ФЕРРОМАРГАНЦА | 2017 |
|
RU2698401C1 |
| Способ получения сплава на основе кремния,кальция,алюминия и железа | 1985 |
|
SU1276680A1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТИГЛЕЙ ДЛЯ АЛЮМОТЕРМИЧЕСКОЙ ВЫПЛАВКИ ЛИГАТУР РЕДКИХ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2012 |
|
RU2525887C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ РАДИОАКТИВНЫХ ОТХОДОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345141C1 |
СПОСОБ ВЫПЛАВКИ ШЛАКА Включающий загрузку шлака в футерованный тигель, прокаливание шлака, расплавление шпака с помощью нерасходуемых электродов и слив жидкого шлака, отличающийся тем, что, с целью повьш1ения стойкости футеровки и снижения затрат электроэнергии, перед загрузкой шлака в тигель равноудаленно от его внутренней боковой поверхности устанавливают металлическую обечайку с коническим верхом и профилем, подобным профилю тигля, а после прокаливания шлака обечайку удаляют. дыдущей плавки, в результате чего |СЛ после загрузки порций флюса в тигель для следующей плавки шлака флюс прокаливают лишь у дна тигля и для лрокалки всей порции флюса и нагрева футеровки необходимы дополнительные затраты электрической энергии. CD ю Целью настоящего изобретения яв.СП ляется повышение стойкости футеровки и снижение затрат электроэнергии. ю Цель достигается тем что в способе выплавки ишака, включающем загрузку шлака в футерованный тигель, прокаливание шлака, расплавление шлака с помощью иерасходуемых -электродов и слив .жидкого шпака леред загрузкой шпака в футерованный титель равноудаленно от его внутренней боковой ловерхности устанавливгиот металлическую обечайку с коническим верхом и профилем лодобню профилю тигля, а лоеле прокаливания шлака обечайку удаляют.
| Медовар Б.И | |||
| и др | |||
| Электрошпаковые печи | |||
| Киев, Наукова думка, 1976, с | |||
| Обогреваемый отработавшими газами карбюратор для двигателей внутреннего горения | 1921 |
|
SU321A1 |
| Там же, с | |||
| 336-339 | |||
| Изобретение относится к спецэлект- рометаллургии и может быть использовано для получения жидких шлаков и флюсов для ведения элёктрошлаковых процессов. | |||
| Известен способ изготовления шлака путём расплавления шихты в электропечи с углеродистой футеровкой с предварительным прокаливанием шлака в электропечи | |||
| Наиболее близким является способ выплавки шлака для электрошпакового переплава, включающий заггрузку шлака в футерованный тигельл прокаливание шлака, его расплавление с понощью нерасходуемых электродов и слив жидкого шлака | |||
| В известном способе выплавки шлака после расплавления и слива жидкого шпака из тигля футеровка его подвергается резкому охлаждению и окислению | |||
| Это в свою очередь приводит к быстрому разрушению футеровки | |||
| Кроме того, недостаточно используется физическое тепло футеровки от | |||
