Изобретение относится преимущественно к металлургии и литейному производству, в частности к конструкциям съемных переносных футерованных тиглей для индукционной плавки вертикальным и преимущественно горизонтальным магнитным потоком, применяемых для выплавки различных сплавов, доведения расплава до необходимых свойств и выдержки его для порционной разливки.
Известен съемный переносной металлический тигель для индукционной плавки, выполненный из чугуна или стали, содержащий корпус, изготовленный из чугуна или стали, в котором выполнена ванна для шихты или расплава, и петлевидные ручки для переноса тигля, скрепленные с корпусом (Фарбман С.А. Индукционные печи для плавки металлов и сплавов / С.А. Фарбман, И.Ф. Колобнев. - М.: Металлургия, 1968. - С. 356).
Основным недостатком съемного переносного металлического тигля является ограниченная сфера использования, обусловленная следующими причинами:
- отсутствием возможности выплавления в нем сплавов с высокой температурой плавления, более 1100°С, так как при горизонтальном магнитном потоке последний поглощается электропроводным металлом корпуса, а тепло шихте и расплаву передается от корпуса тигля, раскаленного вихревыми токами Фуко, причем при такой температуре стойкость и долговечность тигля резко снижаются;
- повышенной трудоемкостью захвата за петлевидные ручки тигля, его переноса и, особенно, поворота при сливе расплава.
Наиболее близким, по технической сущности и достигаемому результату (прототипом) является стационарный футерованный тигель для индукционной плавки, позволяющий выплавлять любые сплавы, в том числе высокотемпературные, и содержащий огнеупорную футеровку из огнеупорных кирпича или сыпучих материалов при отсутствии применения элементов для переноса тигля, например, петлевидных ручек. В футеровке образована ванна для шихты или расплава. Тигель выполнен как стационарный и скреплен с индуктором и корпусом печи, который связан с поворотным устройством для слива расплава из ванны тигля (Фарбман С.А. Индукционные печи для плавки металлов и сплавов / С.А. Фарбман, И.Ф. Колобнев. - М.: Металлургия, 1968. - С.354).
Основными недостатками стационарного футерованного тигля для индукционной плавки является ограниченная сфера использования, обусловленная следующими причинами:
- отсутствием возможности переноса тигля для его загрузки шихтой и разливки расплава за пределами печи загрузочными и разливочными устройствами, что снижает эффективность использования индукционной печи;
- повышенными капитальными и эксплуатационными расходами вследствие необходимости изготовления и эксплуатации устройства для слива расплава из ванны тигля, поворачивающего тигель вместе с тяжелой печью.
Задачей, решаемой изобретением, является расширение сферы использования тигля для индукционной плавки путем обеспечения возможности его переноса для загрузки шихтой и разливки расплава за пределами печи, а также снижения капитальных и эксплуатационных расходов путем введения металлического решетчатого каркаса и цапф или петель, используемых для поворота тигля или извлечения его из рабочего объема индукционной печи, создающей вертикальный или горизонтальный магнитный поток, и переноса к разливочному стенду или машине, при обеспечении необходимого поворота только тигля меньшими затратами энергии, чем поворота всей печи.
Поставленная задача решается тем, что съемный переносной футерованный тигель для индукционной плавки, содержащий огнеупорную футеровку, согласно изобретению, снабжен металлическим решетчатым каркасом, пропускающим магнитный поток и размещенным во внешней поверхности огнеупорной футеровки, причем названный каркас скреплен по меньшей мере с двумя петлями или с двумя цапфами, расположенными на противоположных сторонах тигля у его верхнего торца.
Каркас может быть, выполнен из сетки в виде корзины.
Каркас может быть выполнен из перфорированного листа.
Каркас может быть выполнен из элементов толстой проволоки, расположенных перпендикулярно направлению магнитного потока.
Каркас может быть выполнен из прутков, расположенных перпендикулярно направлению магнитного потока.
Каркас может быть выполнен из трубок, расположенных перпендикулярно направлению магнитного потока.
Каркас может быть выполнен из узких пластин, расположенных своей плоскостью вдоль направления магнитного потока.
Дно каркаса может быть выполнено из широких пластин или из листа, расположенных своей плоскостью вдоль направления магнитного потока.
Цапфа может быть выполнена по меньшей мере из двух слоев малоэлектропроводных сплавов, разделенных электрической изоляцией.
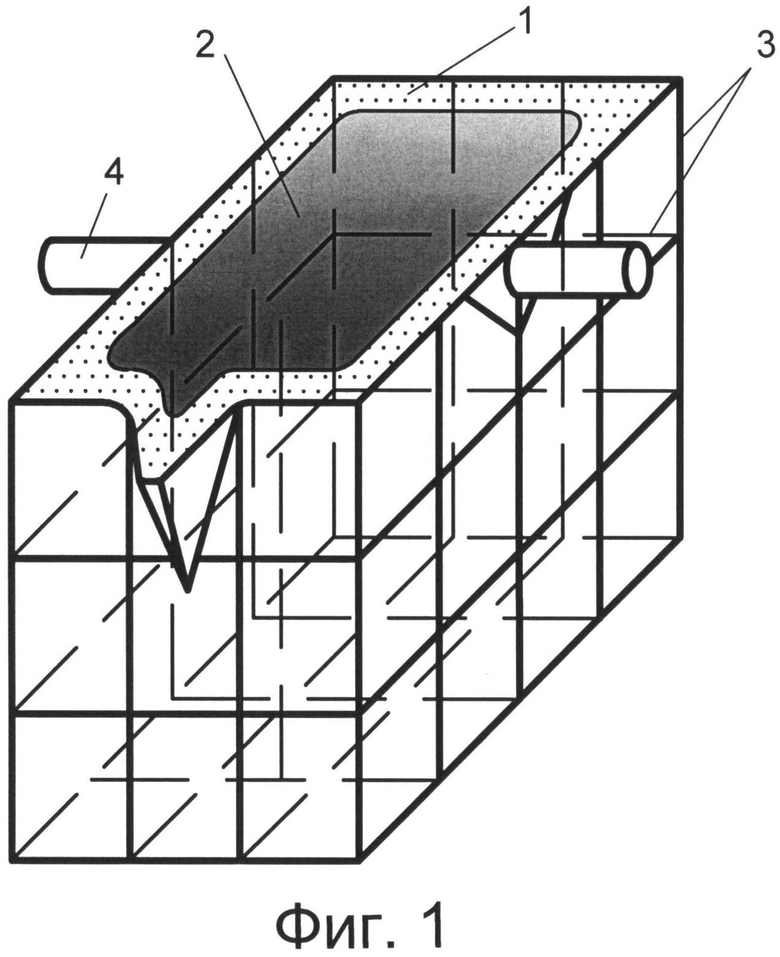
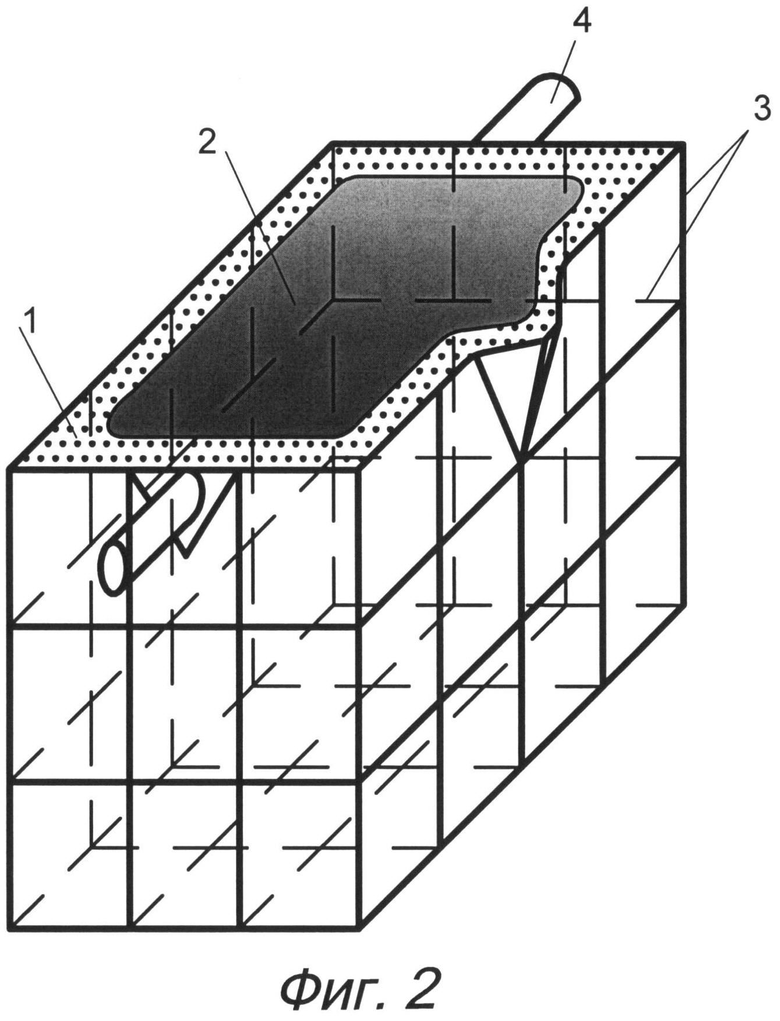
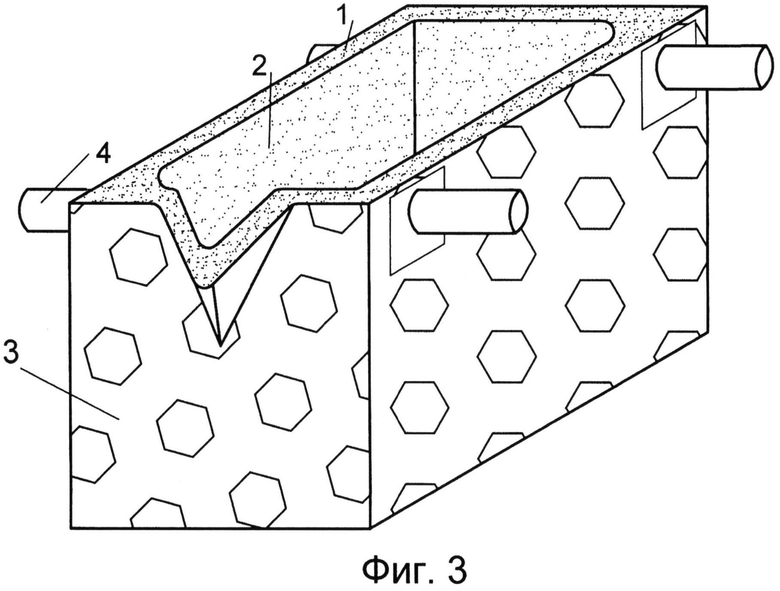
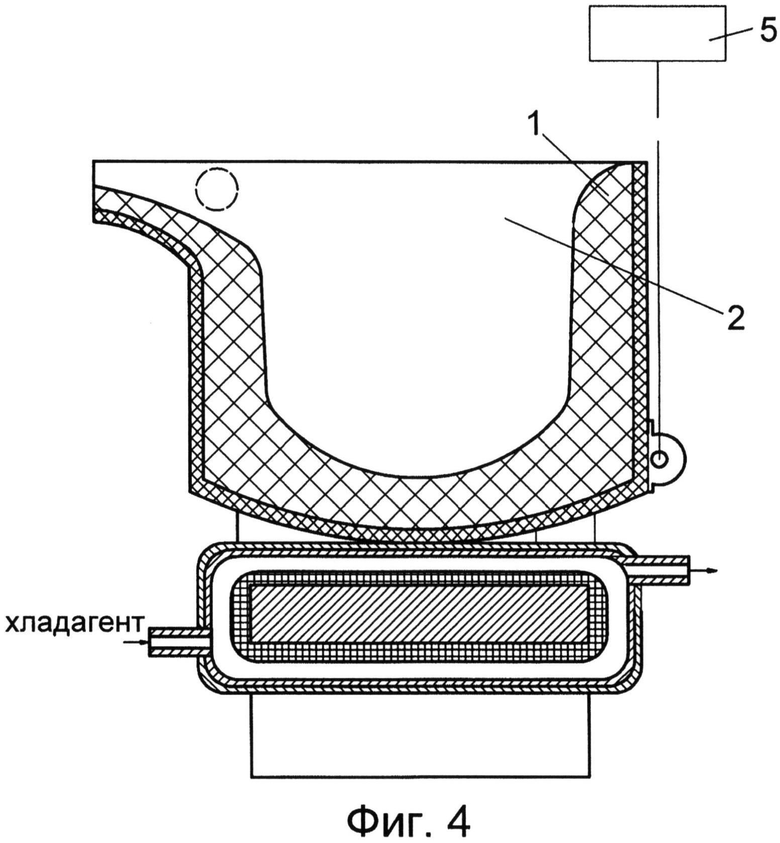
Изобретение поясняется чертежами, где на фиг.1 схематично изображен съемный переносной футерованный тигель для индукционной плавки горизонтальным магнитным потоком с металлическим решетчатым каркасом из прутков и двумя цапфами на больших стенках; на фиг.2 - то же, с двумя цапфами на малых стенках; на фиг.3 - то же, с металлическим решетчатым каркасом из перфорированного листа и двумя цапфами на больших стенках; на фиг.4 - то же, между полюсами U-образного магнитопровода, в разрезе.
Предложенный съемный переносной футерованный тигель для индукционной плавки содержит огнеупорную футеровку 1, в которой образована ванна 2 для шихты или расплава, металлический решетчатый каркас 3, пропускающий магнитный поток и размещенный во внешней поверхности футеровки 1. Каркас 3 скреплен по меньшей мере, двумя петлями (не показаны) или двумя цапфами 4, расположенными на противоположных сторонах тигля у его верхнего торца, и служит для переноса или подвешивания тигля и самого каркаса. Каркас 3 укрепляет футеровку 1 во время переноса, подвешивания тигля и выплавки расплава. Тигель может применяться при индукционной плавке металлов и сплавов с воздействием как вертикальным, так и горизонтальным магнитным потоком.
Футеровка 1 тигля может быть выполнена набором из огнеупорного кирпича, в том числе фасонного, набивкой смесью из сыпучих материалов со связующим. При этом футеровка 1 расположена внутри металлического решетчатого каркаса 3 и оформляет внутреннюю поверхность ванны 2, боковые поверхности которой могут иметь формовочные уклоны до 5-10°, особенно при применении набивки для ее изготовления. Таким образом, металлический решетчатый каркас 3 размещен вблизи внешней поверхности тигля в его футеровке 1. Толщина футеровки 1 зависит от температуры расплава. Так, для алюминиевых сплавов толщина футеровки 1 равна или более 75 мм, а для стали толщина футеровки 1 равна или более 150 мм. После сушки тигля и первой плавки в нем значительно увеличивается прочность футеровки, а в совокупности с каркасом тигель приобретает достаточную эксплуатационную прочность.
Форма тигля и ванны 2 в плане может быть круглой, квадратной или прямоугольной. Соотношение между высотой, длиной и шириной ванны 2 определяется факторами удобства загрузки шихты и слива расплава, а также минимизации расхода энергии на расплавление шихты. Последний фактор делает предпочтительной прямоугольную форму тигля и ванны 2 при воздействии горизонтального магнитного потока, так как уменьшает его путь при расположении больших боковых стенок тигля перпендикулярно магнитному потоку. Если предложенный тигель устанавливается в электромагнитной индукционной печи с U-образным магнитопроводом-корпусом при центральном в плоскости симметрии расположении цапф 4 дно тигля и ванны 2 может быть выполнено криволинейным.
Каркас 3 может быть выполнен из сетки в виде корзины.
Каркас 3 может быть выполнен из перфорированного листа.
Каркас 3 может быть выполнен из элементов толстой проволоки, расположенных перпендикулярно направлению магнитного потока.
Каркас 3 может быть выполнен из прутков, расположенных перпендикулярно направлению магнитного потока.
Каркас 3 может быть выполнен из трубок, расположенных перпендикулярно направлению магнитного потока.
Каркас 3 может быть выполнен из узких пластин, расположенных своей плоскостью вдоль направления магнитного потока.
Дискретные металлические элементы, из которых может быть выполнен решетчатый каркас 3, - элементы толстой проволоки, либо прутки, либо трубки, либо узкие пластины - предпочтительно выполнять минимально возможной толщины или диаметра, определяемыми прочностным расчетом или опытным путем, из малоэлектропроводных сплавов и располагать с максимально возможным расстоянием друг от друга. При использовании в качестве футеровки 1 кирпичной кладки расстояние между дискретными металлическими элементами соответствует размеру кирпича.
Дискретные металлические элементы, из которых может быть выполнен решетчатый каркас 3, расположенные перпендикулярно направлению магнитного потока, то есть элементы толстой проволоки, прутки, трубки, и расположенные своей плоскостью вдоль направления магнитного потока, то есть узкие пластины, мало нагреваются индукционными вихревыми токами Фуко и пропускают большую часть магнитного потока к кускам шихты.
Если дискретные металлические элементы, из которых может быть выполнен решетчатый каркас 3, - элементы толстой проволоки, либо прутки, либо трубки сильно нагреваются индукционными вихревыми токами Фуко и пропускают меньшую часть магнитного потока к кускам шихты, то их можно заменить на некоторых участках тигля узкими или широкими пластинами. Так, дно каркаса 3 при плавке горизонтальным магнитным потоком может быть выполнено из широких пластин или полностью из листа, расположенных своей плоскостью вдоль направления магнитного потока.
Для уменьшения нагрева индукционными вихревыми токами Фуко цапфа 4 может быть выполнена по меньшей мере из двух слоев малоэлектропроводных сплавов, разделенных электрической изоляцией, например, из двух соосных трубок, вставленных одна в другую. При переносе и подвешивании прямоугольных тиглей большой вместимости целесообразна дополнительная пара петель или цапф. Для поворота тигля при сливе и под вешивании его цапфы 4 предпочтительнее петель. Цапфы 4 или петли могут быть расположены в плоскости симметрии тигля или у свободных боковых стенок прямоугольного тигля и использованы для поворота тигля или извлечения его из рабочего объема индукционной печи, создающей вертикальный или горизонтальный магнитный поток, и переноса к разливочному стенду или машине (не показаны). Поворот только тигля обеспечивается гораздо меньшими затратами энергии, чем поворот всей печи.
Съемный переносной футерованный тигель для индукционной плавки может быть соединен с устройством 5 для слива расплава из печи.
Предложенный съемный переносной футерованный тигель для индукционной плавки работает следующим образом.
Перед плавкой в съемный переносной футерованный тигель для индукционной плавки загружается шихта на участке набора и взвешивания шихты с последующей доставкой загруженного тигля, который зацепляется подъемным устройством за петли или цапфы 4, в рабочий объем электромагнитной индукционной печи или доставкой загруженной шихтой бадьи к тиглю, установленному в рабочем объеме индукционной печи, и пересыпкой или перекладыванием шихты в ванну 2 тигля.
Размещение пустого или загруженного шихтой тигля в рабочем объеме печи зависит от ее конструкции. В этом объеме тигель может быть установлен на опоры, укрепленные на корпусе печи, или на песчаную подушку основания печи, или подвешен на ее корпусе на петлях или цапфах 4.
Так, индукторная индукционная печь имеет цилиндрический рабочий объем с верхним отверстием, через которое можно опустить тигель и разместить его на опорах, укрепленных на корпусе печи или на песчаной подушке основания печи, или подвесить на ее корпусе на петлях или цапфах 4.
Электромагнитные индукционные печи могут иметь U-, С- или О-образный магнитопровод-корпус, образующий рабочий объем в виде параллелепипеда. В любой из них тигель может быть подвешен на петлях или цапфах 4, опирающихся на верхние торцы магнитопровода непосредственно или с помощью промежуточных деталей, например, прокладок, консолей (не показаны). Подвешивание с помощью цапф 4 позволяет упростить конструкцию подвеса по сравнению с петлями. В этих печах тигель может быть также установлен в рабочем объеме на опоры, укрепленные на полюсах магнитопровода-корпуса В печах с С- или О-образным магнитопроводом-корпусом тигель может быть установлен на песчаную подушку основания печи. В печах с С- или U-образным магнитопроводом-корпусом тигель может быть подан сбоку, например, толкателем. В любом случае тигель не скрепляется с магнитопроводом-корпусом, имеет относительно него и кожуха минимально возможные зазоры, что позволяет поворачивать в печи с U-образным магнитопроводом-корпусом только тигель устройством 5 для слива расплава или извлекать тигель из рабочего объема печи другим устройством, например подъемником (не показан). Для минимизации зазора между тиглем и элементами печи, например кожухом индуктора, и обеспечения поворота в печи с U-образным магнитопроводом-корпусом в случае центрального в плоскости симметрии расположения цапф 4 дно тигля и ванны 2 может быть выполнено криволинейным.
После размещения загруженного шихтой съемного переносного тигля в рабочем объеме печи она подключается к источникам подачи хладагента и регулируемого переменного электрического напряжения с батареей конденсаторов (не показаны). Печь создает вертикальный или горизонтальный магнитный поток, который наводит в электропроводных кусковых компонентах шихты индукционные вихревые токи Фуко, нагревающие их до расплавления. Вихревые токи наводятся и в магнитопроводе-корпусе и в элементах решетчатого каркаса 3. Однако для их уменьшения вплоть до нуля магнитопровод-корпус набирается из тонких пластин электротехнической стали, а элементы решетчатого каркаса 3 выполняются минимально возможной толщины или диаметра из малоэлектропроводных сплавов. Уменьшению вихревых токов способствует и расположение элементов каркаса 3 в виде проволоки, прутков или трубок перпендикулярно направлению магнитного потока, а в виде узких пластин - своей плоскостью вдоль направления магнитного потока. В случае малых тиглей и температуры расплава каркас 3 может быть выполнен из сетки в виде корзины или из перфорированного листа без опасности их перегрева. В последнем случае суммарная площадь отверстий должна быть максимально возможной. Поскольку дискретные металлические элементы решетчатого каркаса 3 расположены с максимально возможным расстоянием друг от друга, стенки тигля пропускают большую часть магнитного потока к шихте и расплаву.
Первыми расплавляются компоненты, расположенные в средней по высоте части ванны 2 и ближе к ее днищу, так как от них затруднен теплоотвод. Поэтому возможно применение принудительного осаживания шихты. После полного расплавления шихты и проведения необходимых металлургических операций, зависящих от вида и марки сплава, печь отключается от источника электрического питания. Возможно также доведение расплава до необходимых свойств и выдержка его для порционной разливки.
Слив расплава из ванны 2 тигля производится по одному из двух вариантов, отличающихся установкой тигля в рабочем объеме индукционной печи:
- при подвешенном тигле на U-образном магнитопроводе-корпусе устройством 5 поворачивается только один тигель, а не вся тяжелая печь, на 95-100° (фиг.4);
- при извлечении тигля из рабочего объема печи преимущественно за петли или цапфы 4 он доставляется на разливочный стенд или машину (не показаны), где из него разливается расплав, в частности, в малые ковши или в литейные формы. При этом в печь может быть установлен другой тигель, что повышает эффективность использования печи.
По сравнению с прототипом предложенное решение позволяет расширить сферу применения индукционной плавки и тигля путем использования нижеперечисленных преимуществ:
- получения возможности переноса съемного футерованного тигля для его загрузки шихтой и разливки расплава за пределами печи специализированными загрузочными и разливочными устройствами и более эффективного использования печи путем размещения в ней другого тигля;
- снижения капитальных и эксплуатационных расходов на устройство для слива расплава из тигля по сравнению с поворотом его вместе с тяжелой печью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
| Переносной тигель для плавки алюминия и его сплавов | 2022 |
|
RU2797891C1 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| СПОСОБ ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЛАВКИ ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536310C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |
Изобретение относится к металлургическому производству, в частности к конструкциям съемных переносных футерованных тиглей для индукционной плавки вертикальным и преимущественно горизонтальным магнитным потоком, применяемых для выплавки различных сплавов, доведения расплава до необходимых свойств и выдержки его для порционной разливки. Тигель содержит огнеупорную футеровку, металлический решетный каркас, пропускающий магнитный поток, петли или цапфы. Каркас размещен на внешней поверхности огнеупорной футеровки и скреплен по меньшей мере с двумя петлями или с двумя цапфами, расположенными на противоположных сторонах тигля у его верхнего торца. Изобретение позволяет обеспечить возможность переноса тигля для загрузки шихтой и разливки расплава за пределами печи, а также снизить капитальные и эксплуатационных расходы путем введения цапф или петель, используемых для поворота тигля или извлечения его из рабочего объема индукционной печи, создающей вертикальный или горизонтальный магнитный поток. 8 з.п. ф-лы, 4 ил.
1. Съемный переносной футерованный тигель для индукционной плавки, содержащий огнеупорную футеровку, отличающийся тем, что он снабжен металлическим решетчатым каркасом, пропускающим магнитный поток, при этом упомянутый каркас размещен на внешней поверхности огнеупорной футеровки и скреплен по меньшей мере с двумя петлями или с двумя цапфами, расположенными на противоположных сторонах верхнего торца тигля.
2. Тигель по п.1, отличающийся тем, что каркас выполнен из сетки в виде корзины.
3. Тигель по п.1, отличающийся тем, что каркас выполнен из перфорированного листа.
4. Тигель по п.1, отличающийся тем, что каркас выполнен из элементов толстой проволоки, расположенных преимущественно перпендикулярно направлению магнитного потока.
5. Тигель по п.1, отличающийся тем, что каркас выполнен из прутков, расположенных преимущественно перпендикулярно направлению магнитного потока.
6. Тигель по п.1, отличающийся тем, что каркас выполнен из трубок, расположенных преимущественно перпендикулярно направлению магнитного потока.
7. Тигель по п.1, отличающийся тем, что каркас выполнен из узких пластин, расположенных своей плоскостью вдоль направления магнитного потока.
8. Тигель по п.1, отличающийся тем, что дно каркаса выполнено из широких пластин или из листа, расположенных своей плоскостью вдоль направления магнитного потока.
9. Тигель по п.1, отличающийся тем, что цапфа выполнена по меньшей мере из двух слоев малоэлектропроводных сплавов, разделенных электрической изоляцией.
| Переносной тигель | 1977 |
|
SU665190A1 |
| ПЕРЕНОСНОЙ РЕАКЦИОННЫЙ ТИГЕЛЬ ДЛЯ ПОРЦИИ МЕТАЛЛОТЕРМИТНОЙ СВАРОЧНОЙ СМЕСИ ДЛЯ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2220831C2 |
| DE 19702410 A, 12.03.1998 | |||
| ШИРОКОПОЛОСНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО НАПРЯЖЕНИЯ В ПОСТОЯННОЕ | 0 |
|
SU407240A1 |
| ФАРБМАН С.А | |||
| и др | |||
| Индукционные печи для плавки металлов и сплавов | |||
| М., Металлургия, 1968, с.354 | |||

