I
Изобретение относится к созданию наглядных пособий, в частности к производству глобусов из термопластичного листового материала.
Существующие способы изготовления пластмассовых глобусов заключаются в раздельном формовании северного и южного полушарий из листового термопластичного материала с заранее отпечатанным картографическим изображением и соединении отформованных . полушарий. Если полушария сделаны из тонкой пленки, не обеспечивающей достаточной жидкости, то их насаживают на жесткий шар-основу.
Известен способ изготовления гло бусов, в котором полушария формуют обжатием на полусферической форме разрезанной особым образом заготовки с картографическим изображением D.
Однако данный способ не обеспечивает получение качественных изделий, так как при обжиме разрезной
заготовки в ходе сворачивания ее лепестков в полушарие) происходит их частичное налезание друг на друга приводящее к несовмещению изображения в этих местах. Наличие швов соединения ухудшает также внешний вид глобуса.
Наиболее- близким к предлагае-мому является способ изготовления глобусов из термопластичного листового материала, включающий нанесение на листовой материал картографического изображения, закрепление материала по краям изображения, формование полушария, обрезку плоских кромок материала и последующую сборку глобуса из двух полушарий. Формование полушарий в данном способе осуществляют путем .пневма- или вакуумной вытяжки нагретого листа в матрицу полусферической формы С2.
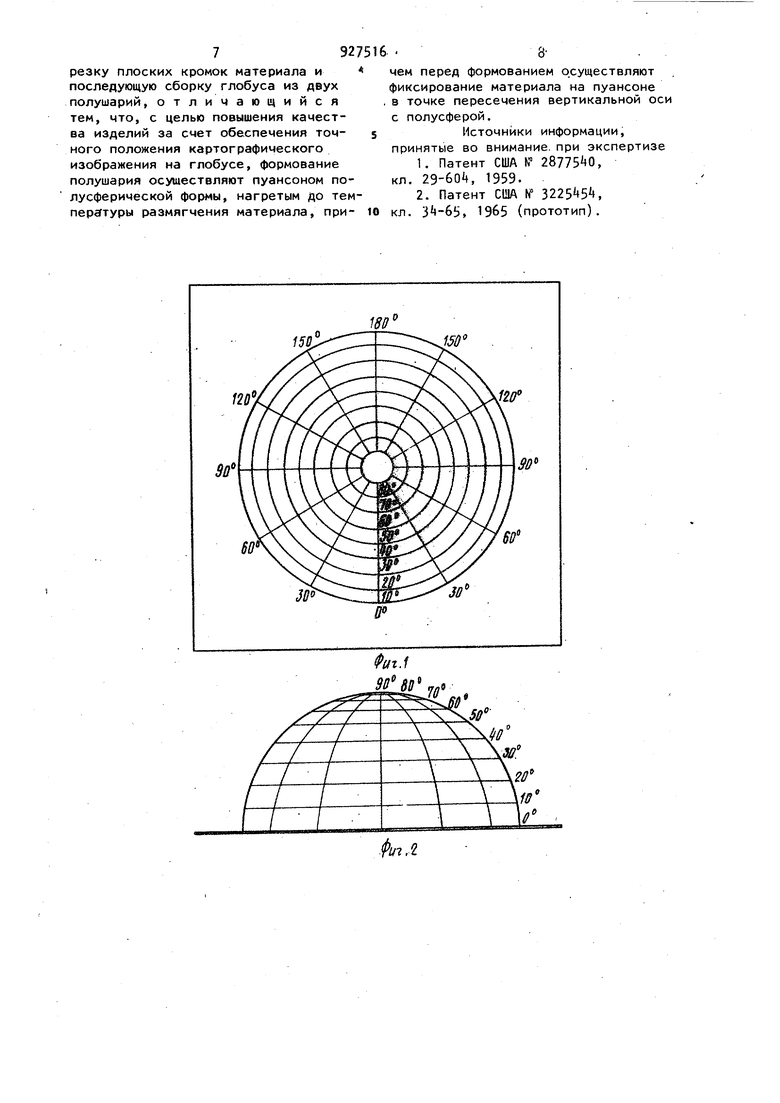
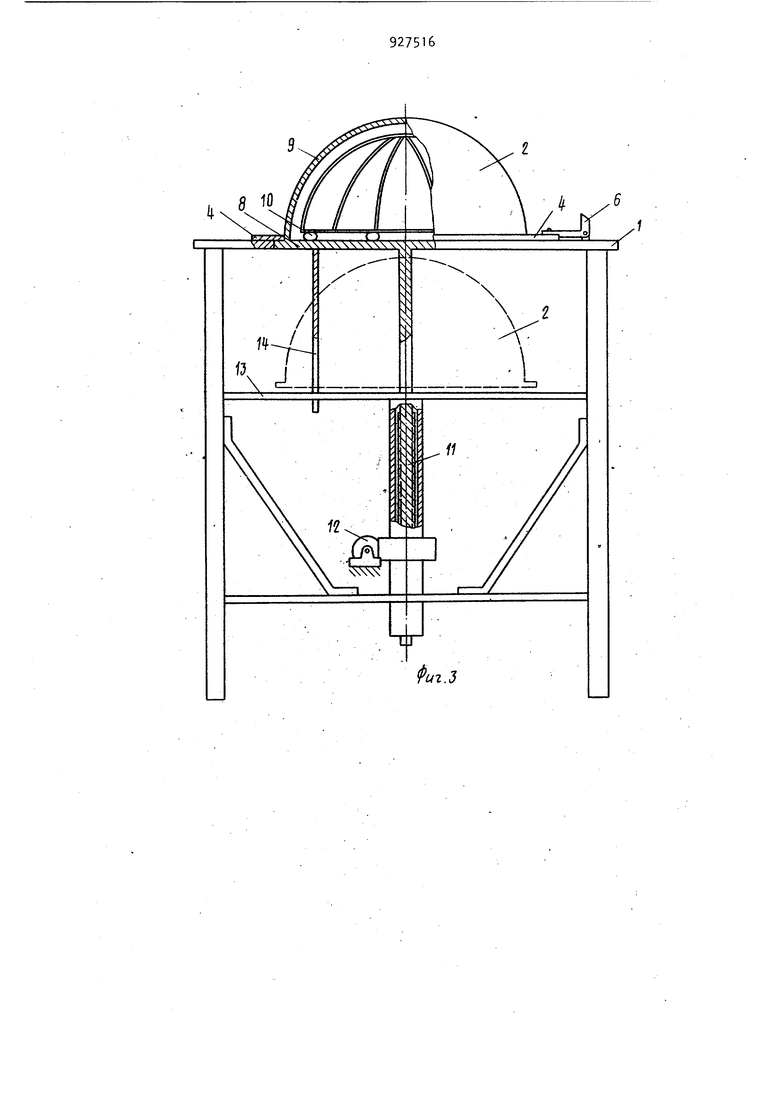
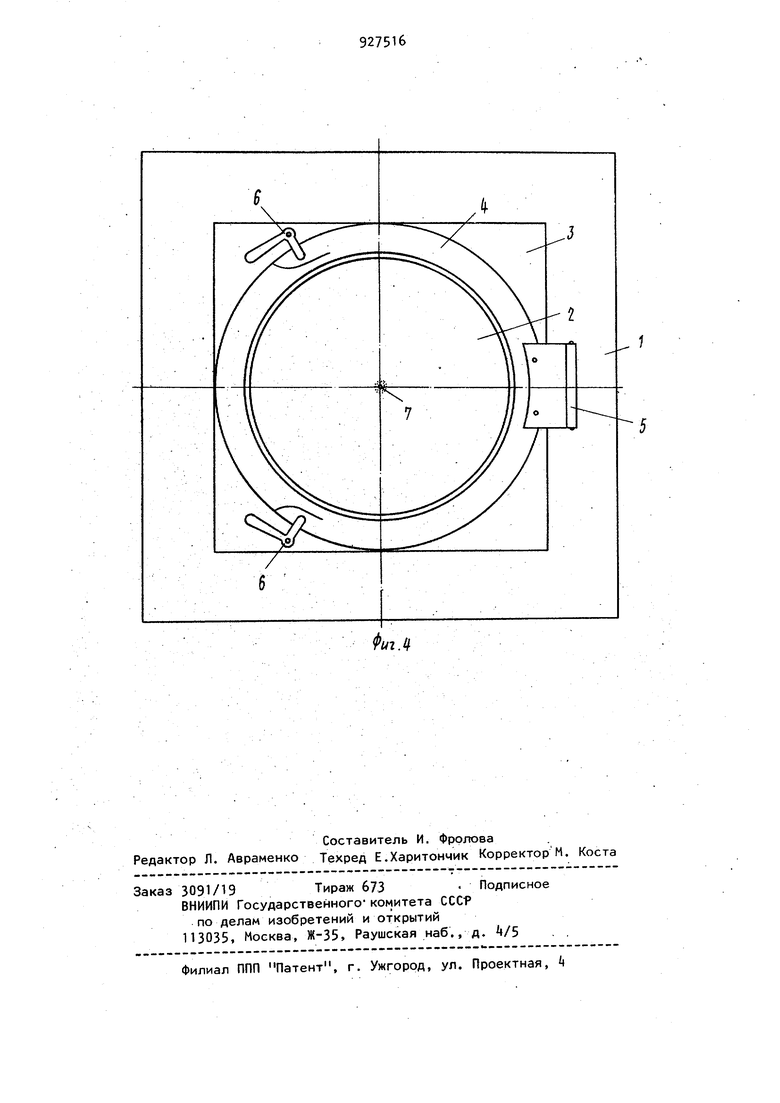
Данный способ позволяет получить цельновытянутые полушария, но не обеспечивает равномерное растяжение нагретого материала, так как лист в свободном пространстве растягивается неодинаково из-за неоднородного влияния внутренних напряжений, освобождающихся сразу на всей площади формуемого листа при его нагревании, что приводит к искажению изобра ения. Целью изобретения является повышение качес.тва изделий за счет обеспечения точного положения картографического изображения на глобусе. Это достигается тем, что в способе изготовления глобусов из термопластичного листового материала, включающем нанесение на листовой материал картографического изображения, закрепление материала по краям изображения, срормование полушария, обрезку, плоских кромок материала и последующую сборку глобуса из двух полушарий, формование полушария осу щест8ля1бт пуансоном полусферической формы, нагретым до температуры размягчения материала, причем перед формованием осуществляют фиксирование материала на пуансоне в точке пересечения вертикальной оси с полу сферой. На фиг. 1 приведен исходный лис термопластичной пленки с заранее от печатанным картографическим изображением (показана только географическая сетка); на фиг, 2 - отформованное полушарие с необрезанными плоскими кромками; на фиг. 3 - устройство для осуществления способа (возможный вариант выполнения) вид сбоку; на фиг. 4 - то же, вид сверх Пример, Проводят формование полушарий диаметром 319 мм из термопластичной непрозрачной пленки пласткарт (ТУ-6-05-1850-78), имею щей температуру размягчения , температуру плавления 160°С, толщину 0,35tO,05 мм, матированную лице вую сторону и глянцевую - оборотную сторону. Картографическое изображение наносят на лицевую сторону. Луч шую вытяжку полушария получают при нагреве пуансона до и серости его равномерного перемещения t мм/м Предлагаемый способ осуществляют на устройстве, показанном на фиг. 3 и фиг., Устройство представляет собой стол 1, в котором сделано круглое отверстие для прохождения пуансона, выполненного в виде полусферы 2. Зак епление листа пленки 3 по краям изобажения осуществляется на столе над тверстием при помощи зажимного кольа k, укрепленного на шарнире 5. Заим осуществляется замками 6. Пуансон показан на фиг.З в крайем верхнем положении после заверения вытяжки, а пунктиром - в исодном положение, когда верх пуансоа на мм ниже уровня пленки. олщина пуансона порядка 5-6 мм обесечивает ему минимальную теплоемость при достаточной прочности. Усиие, необходимое для вытяжки пленки олщиной 0,4 мм, нагретой до 82°С , равно 32 кг при диаметре плоского артографического изображения 319 мм, или ,3 г/см. Поверхность пуансона олированная, что обеспечивает равномерное скольжение пленки по его поверхности в процессе формования. Вокруг точки пересечения вертикальной оси с поверхностью пуансона на площади диаметром 15 мм для фиксации пленки в начале вытяжки эпоксидной смолой наклеен электрокорунд с зернистостью 12П, а для облегчения снятия готового полушария сделано в центре сквозное отверстие 7, через которое поступает воздух под полушарие. Внутри пуансона на поддоне 8 размещен электронагревательный элемент 9 {показан только каркас), укрепленный на изоляторах 10. Подбор нужной температуры пуансона может быть осуществлен при помощи автоматического регулирующего устройства, поддерживающего установленный режим, а в простейшем варианте - регулированием напряжения, подаваемого на нагреватель. Подъем и опускание пуансона осуществляется механизмом с регулируемой скоростью. В данном примере это подъемный винт 11, червячная передача 12 и реверсионный двигатель с регулируемым числом оборотов (не показан). После того, как скорость подъема пуансона подобрана, она больше не изменяется до смены сорта пленки. Предотвращение проворачивания пуансона вокруг оси вращения винта , обеспечено скользящим в отверстии неподвижной опоры 13 штоком l. Начало рабочего подъема обеспечивается термоэлектрическим датчи-ком по достижении задаИной температуры,а отпускание - по остывании пуансона до с, что ниже температуры размягчения. Охлаждение пуансона осуществляется под вентилятором. Изготовление глобуса на описанном уст|эойстве осуществляется следующим образом. Термопластичный лист с картографическим изобра : ением зажимают по краям изображения кольцами. Затем поднимают нагретый пуансон 2 и формуют полушарие. После охлаждения пуа сона производят снятие полушария. Та ким образом формуют и второе полушарие после чего обрезают плоские кромки и собирают глобус из двух полушарий. Применение способа вытяжки полушарий глобуса из цельного листа термопластичной пленки с заранее отпечатанным изобра хением при помощи нагретого пуансона позволяет получать глобусы высокого качества за счет обеспечения точного положения картографического изображения, чем вытяжкой нагретого листа под действием пневмо- или .вакуумпрессования, так как формование осуществляется под постоянным давлением нагретого полусфериче ского пуансона, при этом лист дополнительно зафиксирован на пуансоне. Постоянство давления обеспечивается равномерным перемещением пуансона (или формуемого материала в направлении, перпендикулярном плос кости кольцевого зажима. Последовательное размягчение и вытяжка термопластичного материала происходят на участке непосредственного контакта пуансона с термопластичным . материалом и в близлежащей области на расстоянии порядка мм в зависимости от теплопроводности формуемого материала.Этим создаются условия для уменьшения отрицательного влияния освобождающихся внутренних напряжений термопластичного материал на равномерность его вытяжки. Необходимое для вытяжки полушария размягчение термопластичного мате-, риала обеспечивается его нагреванием от пуансона, имеющего температуру в интервале между температурами размягчения и плавления формуемого материала. Необходимым условием обеспечения равномерности вытяжки полушария является согласование скорости перемещения пуансона с температурой его нагревания. Рабочий режим формования 66 ( температура пуансона и скорость его продвижения ) устанавливается опытным путем, так как он зависит от целого ряда свойств конкретного термопластичного материала, как толщина, скорость и степень размягчения при определенной температуре, теплопроводность, сопротивление растяжению в нагретом состоянии и других факторов, не связанных единой функциональной зависимостью. Выбранный режим постоянный только для принятого типа материала. Необходимую для формования эластичность термопластичные материалы получают при их нагревании не ниже температуры размягчения. При на1- ревании выше температуры плавления они переходят в вязко-текучее состояние и становятся не пригодными в качестве носителей картографического изображения. Этим определяется диапазон изменения рабочих температур пуансона. Для изготовления глобусов целесообразно использовать пленки толщиной от 0,3 до 3,0 мм. Более тонкие пленки при растяжении в 1,5 раза рвутся. Более толстые пленки использовать нерационально, так как это не нужно для обеспечения необходимой жесткости глобуров. Для термопластичных материалов толщиной от 0.3 до 3,0 мм рабочая скорость перемещения пуансона подбирается в -интервале 20-80 мм/мин. Снижение скорости делает способ непроизводительным. При скорости выше 80 мм/мин времени прогревания пленки становится недостаточно для ее размягчения в местах формования. Отступление от оптимального соотношения температуры и скорости перемещения пуансона нарушает равномерность вытяжки, следовательно снижает точность получения картографического изображения, что наиболее наглядно проявляется в различии расстояний между параллелями. Формула изобретения Способ изготовления глобусов из термопластичного листового материала, включающий нанесение на листовой материал картографического изображения, закрепление материала по краям изображения, формование полушария, обрезку плоских кромок материала и последующую сборку глобуса из двух полушарий.отличающийся тем, что, с целью повышения качества изделий за счет обеспечения точного положения картографического изображения на глобусе, формование полушария осуществляют пуансоном полусферической формы, нагретым до тем перагтуры размягчения материала, при92 . .8чем перед формованием осуществляют фиксирование материала на пуансоне в точке пересечения вертикальной оси с полусферой. Источники информации, принятые во внимание, при экспертизе 1.Патент США К 28775 0, кл. 29-604, 1959. 2.Патент США № 3225 5, кл. , 1965 (прототип).

Л
/
150
30
93 SS
D
лиххл
УУЧ
0
S
